

5.Гидравлическая силовая головка . Её устройство и принцип действия.
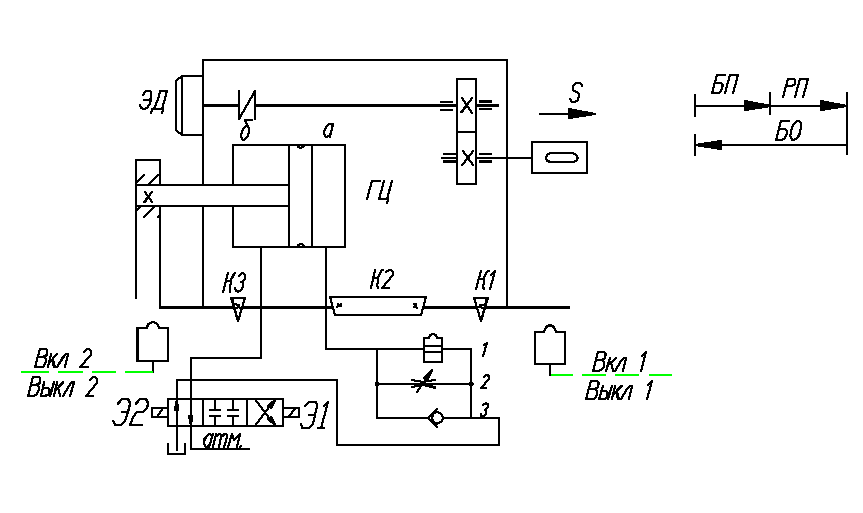
Рисунок - Гидравлическая силовая головка
Гидравлическая силовая головка (ГСГ) включает в себя подвижный корпус, перемещающийся по направлениям неподвижного основания, на корпусе закреплены 3 кулачка: К1 – кулачок крайнего переднего положения корпуса; К2 – кулачок рабочей подачи; К3 – кулачок крайнего исходного положения корпуса. В гидросистеме головки предусмотрены 3 элемента управления, установленные соответственно в трех магистралях. В 1 магистрали установлен путевой переключатель, во 2-ой – регулируемый дроссель, он предназначен для регулирования величины подачи инструмента, в 3-ей – обратный клапан. Шток гидроцилиндра закреплен в неподвижном основании.
Порядок работы: Масло от гидростанции поступает через гидрораспределитель с электромагнитным управлением в гидросистему головки. Из всех 3-х вариантов движения масло движется по верхней магистрали, т.к. путевой переключатель находится в верхнем положении и движение масла происходит через него, движение масла по 2 магистрали затруднено, т.к. регулируемый дроссель представляет из себя гидравлическое сопротивление, 3-я магистраль в данном случае для движения масла закрыта. Таким образом, масло поступает в полость »а». Гидрация осуществляется быстрым подводом инструмента к детали.
При нажатии кулачком К2 на путевой переключатель он перекрывает магистраль №1, масло начинает двигаться по 2 магистрали через регулируемый дроссель, который настроен на нужную подачу. Начинается этап рабочей подачи и обработка детали.
В конце обработки кулачок К1 нажимает на переключатель ВК1, что является сигналом для окончания обработки, происходит включение электромагнита №2 и выключение Э1. Масло начинает поступать в полость «б», из полости «а» оно начинает сливаться через обратный клапан, а после того, как К2 сойдет с путевого переключателя, пойдет и по 1 магистрали. В этом случае происходит быстрый отвод корпуса в исходное положение. В конце обратного хода К3 нажимает на ВК2, в этом случае необходимо привести головку в нейтральное положение и одновременно дать команду на поворот стола.
6.Пневмогидравлическая силовая головка. Устройство и принцип действия
Данная конструкция использует для работы сжатый воздух обычной цеховой сети, а для регулирования величины подачи и для обеспечения плавности хода применена гидросистема. Т.е., головка обеспечивает более простое управление, имеет более простую конструкцию, т.к. не требует гидростанции, но к минусам относят: пониженное усилие на шпинделе, т.к. давление воздуха значительно меньше, чем давление масла.
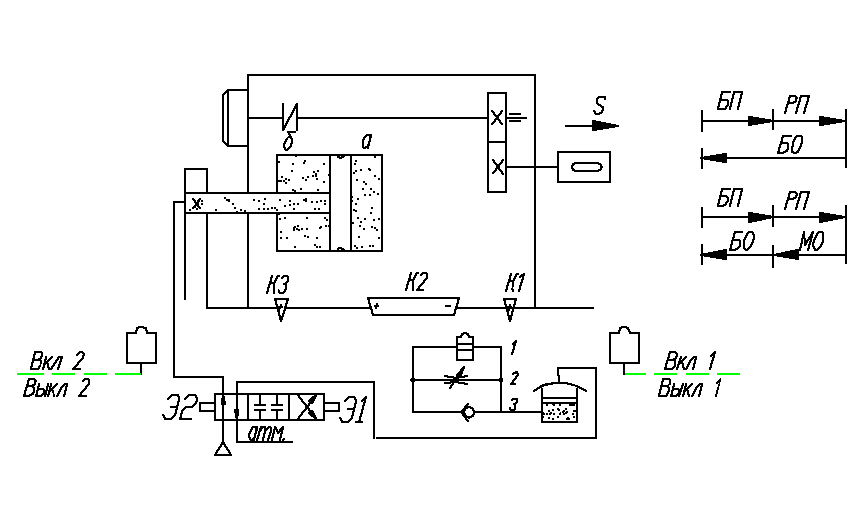
Рисунок – Пневмогидравлическая силовая головка
Работа: При подаче сжатого воздуха в полость «а» силового цилиндра происходит смещение корпуса вправо, осуществляется быстрый подвод инструмента БП, срабатывает путевой переключатель от кулачка К2, движение масла происходит через регулируемый дроссель, т.к. обратный клапан закрыт. Масло поступает в гидропневмобак, из которого воздух выходит в атмосферу; аналогично начинается быстрый отвод корпуса в исходное положение, при этом сжатый воздух за счет переключения электромагнитов пневмораспределителя поступает в верхнюю полость гидропневмобака. Масло вытесняется из последнего и двигается через обратный клапан в полость «б» - идет ускоренный отвод.
Для обеспечения симметричной работы цикла достаточно запереть обратный клапан при наладке головки. В остальном порядок срабатывания головки аналогичен гидравлической головке.