19.Контроль при внутреннем шлифовании и хонинговании.
Контроль при внутреннем шлифовании.
1 – шпиндельная бабка
2 – инструмент
3 – ступенчатый калибр – он имеет 2 ступени. Одна ступень малого диаметра соответствует диаметру чернового отверстия, а вторая ступень – чистовое отверстие.
Копир закреплен на штоке специальной каретки 4 , в ней же закреплен шток (поз.5), подпружиненный (поз.6).
7 – гидроцилиндр, его шток также закреплен в каретке.
Имеются два электрических регулирующих контакта К1 и К2, расстояние между ними соответствует перепаду между ступенями.
Деталь обрабатывается при возвратно-поступательных перемещениях инструмента, аналогичные движения совершает копир, который смещается через каретку 4 и шток 5 от упора 8, закрепляется на шпиндельной бабке по мере увеличения диаметра отверстия первая ступень копира входит в отверстие детали, следовательно, срабатывает первый контакт К2. Меняются режимы обработки на чистовые и если необходимо, правится шлифовальный круг, после процесс продолжается до тех пор, пока вторая ступень копира не зайдет в отверстие, что соответствует окончанию обработки. Срабатывает следующий электрический контакт, от него команда на выключение станка и отвод инструмента, далее включается ГЦ 1 , который отводит влево , после чего калибр выходит из отверстия детали и готовые детали снимаются со станка.
«+» - простота конструкции, не требуется модерн станка, такие устройства выпускаются серийно.
«-» - повышенный износ копира, связанный с наличием абразивных частиц; требуется большое количество копиров, т.к. их размер определяется диаметром отверстия, и, кроме того, сочетанием чернового и чистового размера.
Контроль при хонинговании.
Хонингование относится к завершающим операциям технологического процесса, является объектом контроля. В настоящее время разработано два метода контроля для этих операций:
1.Косвенный. Областью его применения является крупносерийное и массовое производство, например широко применяется в автомобилестроении.
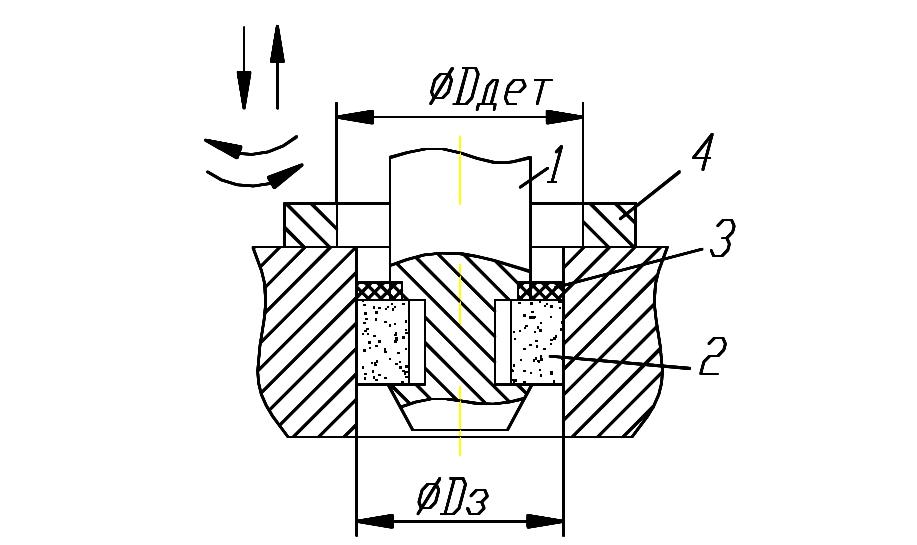
При данном методе хон 1 совершает возвратно-поступательное и возвратно-вращательное движение. Абразивные бруски 2 прижимаются к поверхности пружинами. Сверху на бруски крепятся фрикционные накладки 3. На детали располагается кольцо-калибр 4, имеющий выступ, которым оно воздействует на конечный выключатель. В процессе обработки отверстия от Д3 к Ддет хон периодично выводится из отверстия вверх, при этом, когда Ддет достигнут, фрикционные накладки захватывают кольцо-калибр и поворачивают его, при этом срабатывает конечный выключатель, отключающий станок.
«+» - простота метода
«-» - точность измерения и обработки зависит от положения абразивных брусков и накладок, а они имеют свойство изнашиваться.
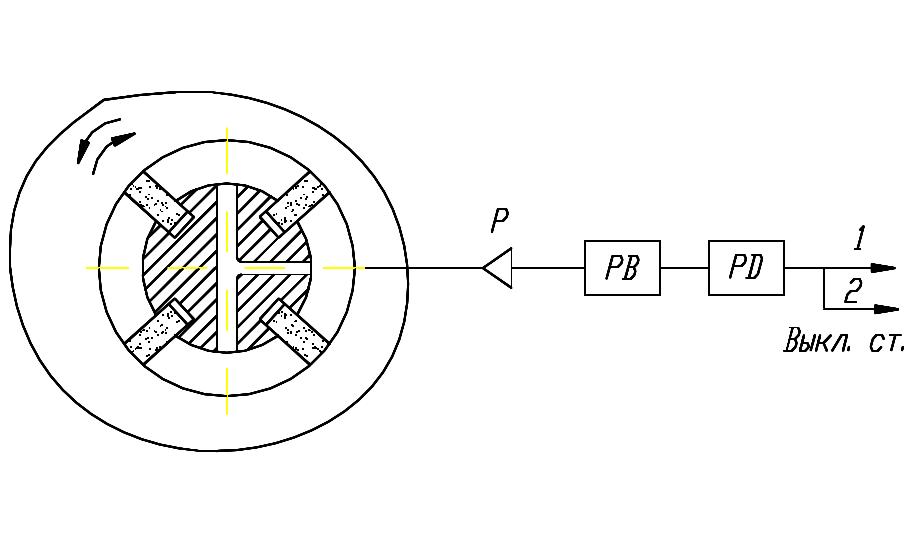
2.Прямой. Выполняется по следующей схеме
В зазор между корпусом инструмента и поверхностью отверстия подается сжатый воздух заданного давления по специальному микроканалу. Реле давления РД настроено таким образом, что отключает станок по достижению заданного давления . Реле предназначено для проверки данного размера отверстия по всей длине его образующей. Выдержка временно устанавливается таким образом, что инструмент за это время успевает пройти вдоль всего отверстия и если в каком-либо сечении давление воздуха изменится, в данном сечении отверстие обработано не полностью и необходимо включить местные хода 1.
«+» - повышенная точность измерения
«-» - требуется специально доработанный инструмент и довольно сложная СУ.
Этот метод применяется в наиболее ответственных случая в мелкосерийном и серийном производствах.