

6.7 Технология машиностроения
Введение в курс. Цели и задачи дисциплины. Общность методов разработки технологических процессов изготовления деталей машин. Особенности разработки и реализации технологических процессов в условиях единичного, серийного и массового производства.
В природе существует ничтожно малое количество предметов, которые может использовать человек непосредственно без преобразования. Поэтому человеку приходится приспосабливать предметы природы для удовлетворения своих потребностей. Современный человек стремится преобразования предметов природы выполнять с помощью машин.
Человеческое общество постоянно испытывает потребности в новых видах продукции, либо в сокращении затрат труда при изготовлении освоенной продукции. Эти потребности могут быть удовлетворены с помощью новых технологических процессов и новых машин. Таким образом, стимулом к созданию новой машины всегда является новый технологический процесс.
Создавая машину, человек ставит перед собой две задачи: создать машину качественной; затратить меньшее количество труда при создании машины.
Замысел новой машины возникает при разработке технологического процесса изготовления продукции, в производстве которой возникла потребность. Этот замысел выражается в формулировке служебного назначения, которая является исходным документом для проектируемой машины.
Процесс создания машины состоит из двух этапов: проектирование; изготовление.
В результате проектирования появляются чертежи машины. В результате изготовления с помощью производственного процесса появляется машина.
Второй этап составляет основную задачу технологии машиностроения. Изготовление машины связано с использованием различных способов обработки металлов.
Технология машиностроения – наука о производстве деталей машин и аппаратов – изучает технологические процессы, применяемые на машиностроительных предприятиях при изготовлении изделий требуемого качества, в установленном программой количестве и при наименьшей себестоимости.
Технологический процесс составляет основную часть производственного процесса. По технологическому процессу механической обработки заготовок можно судить о последовательности, способах, времени обработки и др.
Технологический процесс изготовления детали рекомендуется разрабатывать в следующей последовательности:
1)изучить по чертежам служебное назначение детали и проанализировать соответствие ему технических требований и норм точности;
2)выявить число деталей, подлежащих изготовлению в единицу времени и по неизменяемому чертежу, наметить вид и форму организации производственного процесса изготовления деталей;
3)выбрать полуфабрикат, из которого должна быть изготовлена деталь;
4)выбрать технологический процесс получения заготовки, если неэкономично или физически невозможно изготовлять деталь непосредственно из полуфабриката;
5)обосновать выбор технологических баз и установить последовательность обработки поверхностей заготовки;
6)выбрать способы обработки поверхностей заготовки и установить число переходов по обработке каждой поверхности исходя из требований к качеству детали;
7)рассчитать припуски и установить межпереходные размеры и допуски на отклонения всех показателей точности детали;
8) оформить чертеж заготовки;
9) выбрать режимы обработки, обеспечивающие требуемое качество детали и производительность;
10) пронормировать технологический процесс изготовления детали;
11)сформировать операции из переходов и выбрать оборудование для их осуществления;
12)выявить необходимую технологическую оснастку для выполнения каждой операции и разработать требования, которым должен отвечать каждый вид оснастки (приспособления для установки заготовки и режущего инструмента, режущий инструмент, измерительный инструмент и пр.);
13) разработать другие варианты технологического процесса изготовления детали, рассчитать их себестоимость и выбрать наиболее экономичный вариант;
14)оформить технологическую документацию;
15)разработать технические задания на конструирование нестандартного оборудования, приспособлений, режущего и измерительного инструмента.
При разработке технологического процесса используют чертежи сборочной единицы, в состав которой входит деталь, чертежи самой детали, сведения о количественном выпуске деталей, стандарты на полуфабрикаты и заготовки, типовые и групповые технологические процессы, технологические характеристики оборудования и инструментов, различного рода справочную литературу. Руководящие материалы, инструкции, нормативы.


![]()

Разработка технологических процессов изготовления корпусных деталей. Служебное назначение корпусных деталей и технические требования на их изготовление. Материал и методы получения заготовок для изготовления корпусных деталей. Типовой технологический маршрут для изготовления корпусных деталей. Обоснование выбора технологических баз для обработки большинства поверхностей детали.
К корпусным относят детали, содержащие систему отверстий и плоскостей, координированных друг относительно друга. К корпусным деталям относят корпуса редукторов, коробок передач, насосов, электродвигателей и т.п.
Основные технологические задачи при изготовлении корпусов заключаются в обеспечении в установленных пределах:
параллельности и перпендикулярности осей основных отверстий друг другу и базовым поверхностям;
соосности основных отверстий;
заданные межосевые расстояния;
точности диаметров и правильности формы отверстий,
перпендикулярности торцевых поверхностей осям отверстий;
прямолинейности плоскостей.
Схемы базирования корпусных деталей зависят от выбранной последовательности обработки. При обработке корпусов используются следующие последовательности:
а) обработка от плоскости, т.е. сначала обрабатывают окончательно установочную плоскость, затем ее принимают за установочную технологическую базу и относительно нее обрабатывают основные отверстия;
б) обработка от отверстия, т.е. сначала обрабатывают окончательно основное отверстие, оно принимается за технологическую базу, а затем от него обрабатывают плоскость.
Последовательность механической обработки корпуса призматического типа с плоским основанием и основным отверстием с осью, параллельной основанию:
1.Заготовительная.
Заготовки корпусов из серого чугуна отливают в песчано-глинистые, металлические (кокиль) или оболочковые формы, из стали- в песчано-глинистые формы, кокиль или по выплавляемым моделям. Заготовки из алюминиевых сплавов отливают в кокиль или литьем под давлением. В единичном и мелкосерийном производствах применяют сварные корпуса из стали. Корпуса могут быть сборными.
Заготовки корпусных деталей перед механической обработкой проходят ряд подготовительных операций:
- Термическая; отжиг (низкотемпературный) для уменьшения внутренних напряжений.
- Обрубка и очистка заготовки - у отливок удаляют литники и прибыли на прессах, ножницах, ленточными пилами, газовой резкой и т.д. Очистка отливок от остатков формовочных смесей и зачистка сварных швов у сварных заготовок производится дробеструйной или пескоструйной обработкой.
- Малярная - грунтовка и окраска необрабатываемых поверхностей (для деталей не подвергаемых в дальнейшем термообработке). Операция производится с целью предохранения попадания в работающий механизм корпуса чугунной пыли, обладающей свойством «въедаться»в неокрашенные поверхности при механической обработке.
- Контрольная - проверка корпуса на герметичность. Применяется для корпусов, заполняемых при работе маслом. Проверка производится ультразвуковой или рентгеновской дефектоскопией. В единичном производстве или при отсутствии дефектоскопии проверка может производиться при помощи керосина и мела. Для деталей, работающих под давлением, применяется проверка корпуса под давлением.
- Разметочная. Применяется в единичном и мелкосерийном производствах. В остальных типах производств может применяться для сложных и уникальных заготовок с целью проверки «выкраиваемости» детали.
Основные операции механической обработки:
2.Фрезерная (протяжная) - фрезеровать или протянуть плоскость основание предварительно и окончательно или с припуском под плоское шлифование (при необходимости).
Технологическая база - необработанная плоскость параллельная обрабатываемой поверхности. Оборудование:
- в единичном и мелкосерийном производствах - вертикально-фрезерный или строгальный станки;
- в серийном - продольно-фрезерный или продольно-строгальный станки;
- в крупносерийном и массовом - барабанно- и карусельно-фрезерные, плоскопротяжные, агрегатно-фрезерные станки
3. Сверлильная - сверлить и зенковать (при необходимости) отверстия в плоскости основания. Развернуть два отверстия, используемых при базировании.
Технологическая база - обработанная плоскость основания. Оборудование- радиально-сверлильный станок или сверлильный с ЧПУ, в массовом и крупносерийном производствах- многошпиндельный сверлильный станок или aгpeгатный станок.
4.Фрезерная. Обработка плоскостей, параллельных базовой (при их наличии).
Технологическая база - плоскость основания. Оборудование - аналогичное первой фрезерной операции.
Фрезерная. Обработка плоскостей, перпендикулярных базовой (торцы основных отверстий).
Технологическая база - плоскость основания и два точных отверстия. Оборудование - горизонтально-фрезерный или горизонтально-расточной станок.
5.Расточная - растачивание основных отверстий (предварительное и окончательное или с припуском под тонкое растачивание).
Технологическая база - та же. Оборудование:- единичное производство -универсальный горизонтально-расточной станок;
- мелкосерийное и среднесерийное - станки с ЧПУ расточно-фрезерной группы и многооперационные станки;
- крупносерийное и массовое - агрегатные многошпиндельные станки.
6.Сверлильная - сверлить, зенковать (при необходимости), нарезать резьбу в крепежных отверстиях,
Технологическая база - та же. Оборудование: радиально-сверлильный, сверлильный с ЧПУ, многооперационный, сверлильный многошпиндельный или агрегатный станки (в зависимости от типа производства).
7.Плоскошлифовальная - шлифовать (при необходимости) плоскость основания.
Технологическая база - поверхность основного отверстия или обработанная плоскость, параллельная базовой (в зависимости от требуемой точности расстояния от базовой плоскости до оси основного отверстия). Оборудование - плоскошлифовальный станок с прямоугольным или круглым столом.
8.Алмазно-расточная - тонкое растачивание основного отверстия.
Технологическая база - базовая плоскость и два отверстия. Оборудование - алмазно-расточной станок.
9.Моечная.
10.Контрольная.
11.Нанесение антикоррозионного покрытия.
Особенности обработки разъемных корпусов:
В маршрут обработки разъемных корпусов дополнительно к вышеприведенным операциям включают:
обработку поверхности разъема у основания (фрезерная);
обработку поверхности разъема у крышки (фрезерная);
обработку крепежных отверстий на поверхности разъема основания (сверлильная);
обработку крепежных отверстий на поверхности разъема крышки (сверлильная);
сборку корпуса промежуточную (слесарно-сборочная операция);
обработку двух точных отверстий (обычно сверлением и развертыванием) под цилиндрические или конические штифты в плоскости разъема собранного корпуса. Дальнейшая обработка корпуса производится в сборе.
Задачи, решаемые при выборе технологических баз на первой операции. Выявление и расчёт технологических размерных связей для обоснования вариантов базирования.
При выборе технологических баз на первой операции необходимо исходить из решения следующих задач:
1. Установление связей, определяющих расстояния и повороты поверхностей, получаемых в результате обработки, относительно свободных необрабатываемых поверхностей.
2. Обеспечение равномерного распределения фактического припуска на поверхностях, подлежащих обработке.
Первая задача определяется техническими условиями, вытекающими из служебного назначения детали.
Вторая задача определяется требованиями технологии. При решении второй задачи при выборе баз на первой операции руководствуются двумя основными положениями:
необходимостью сохранения наиболее качественного слоя материала на поверхностях детали, подвергающихся при ее работе в машине интенсивному износу;
необходимостью обеспечения равномерного распределения припуска на обработку поверхностей (прежде всего, отверстий). При обработке плоскостей равномерный припуск позволяет снять минимально необходимый слой материала и сохранить наиболее качественную зону поверхностного слоя материала.
При обработке отверстий равномерный припуск позволяет устранить колебания упругих отжатий инструмента и вызываемые ими погрешности геометрической формы и за счет этого уменьшить необходимое количество технологические переходов, необходимых для достижения заданной точности геометрической формы.
Таким образом, в качестве количественных критериев для сравнения вариантов базирования на первой или первых операциях принимают точность связи между обрабатываемыми и необрабатываемыми поверхностями и равномерность припуска на обработку.
Для выбора наиболее предпочтительного варианта базирования необходимо проанализировать возможные их схемы путем выявления и расчета возникающих технологических размерных связей. Для этого в первую очередь надо определять то место в технологическом процессе, где поставленная задача находит свое окончательное решение.
Так, если стоит задача обеспечения требуемой точности положения обрабатываемой поверхности относительно свободных необрабатываемых поверхностей, то ее решение следует искать на операции окончательной обработки этой поверхности.
Если же стоит задача обеспечения равномерного припуска при обработке определенной поверхности заготовки, то ее решение проявляется на операции обработки этой поверхности.
Определив операцию, на которой решается поставленная задача, т. е. место получения замыкавшего звана, необходимо выявить все составляющие звенья этой технологической размерной цепи. Для этого следует найти те межпереходные размеры, полученные на данной и предшествующих операциях, и те размеры заготовки, которые влияют на точность замыкающего звена.
Методы обработки заготовок плоских корпусных деталей и применяемое станочное оборудование при различной серийности производства.
Обработку плоских поверхностей можно производить различными методами на различных станках – строгальных, долбежных, фрезерных, протяжных, токарных, расточных, многоцелевых, шабровочных и др. (лезвийным инструментом); шлифовальных, полировальных, доводочных (абразивным инструментом).
Наиболее широкое применение находят строгание, фрезерование, протягивание и шлифование. Строгание находит большое применение в мелкосерийном и единичном производстве благодаря тому, что для работы на строгальных станках не требуется сложных приспособлений и инструментов, как для работы на фрезерных, протяжных и других станках.
Этот метод обработки является весьма гибким при переходе на другие условия работы. Однако он малопроизводителен: обработка выполняется однолезвийным инструментом (строгальными резцами) на умеренных режимах резания, а наличие вспомогательных ходов увеличивает время обработки. Кроме того, для работы на этих станках требуются рабочие высокой квалификации.
Строгание и долбление применяют в единичном и мелкосерийном производствах. При строгании применяют: поперечно-строгальные, а также одно- и двухстоечные продольно строгальные станки. Строгание на продольно-строгальных станках применяют в серийном производстве и при обработке крупных и тяжелых деталей практически во всех случаях. Объясняется это простотой и дешевизной инструмента и наладки; возможностью обрабатывать поверхности сложного профиля простым универсальным инструментом, малой его чувствительностью к литейным порокам, возможностью снимать за один рабочий ход большие припуски до 20 мм и сравнительно высокой точностью
При тонком строгании может быть достигнута шероховатость Ra = 1,6...0,8 мкм и неплоскостность 0,01 мм для поверхности 300 × 300 мм.
Для увеличения производительности процесса строгания заготовки устанавливают в один или несколько рядов; обрабатывают одновременно заготовки деталей различных наименований. Наиболее рационально применять строгание длинных и узких поверхностей. При обычной форме резца строгание производится с глубиной резания от 3 до 10 мм и подачей 0,8...1,2 мм на один двойной ход стола, обеспечивая IТ 13...11; Rа = 3,2...12,5.
Фрезерование в настоящее время является наиболее распространенным методом обработки плоских поверхностей. В массовом производстве фрезерование вытеснило применявшееся ранее строгание.
Фрезерование осуществляется на фрезерных станках. Фрезерные станки разделяются на горизонтально-фрезерные, вертикально-фрезерные, универсально-фрезерные, продольно-фрезерные, карусельно-фрезерные, барабанно-фрезерные и многоцелевые.
Существуют следующие виды фрезерования: цилиндрическое, торцовое, двустороннее, трехстороннее.
Широкое применение находит в настоящее время фрезерование торцовыми фрезами, а при достаточно больших диаметрах фрез (свыше 90 мм) – фрезерными головками (торцовыми фрезами со вставными ножами). Это объясняется следующими преимуществами данного фрезерования перед фрезерованием цилиндрическими фрезами:
– применением фрез больших диаметров, что повышает производительность обработки;
– одновременным участием в обработке большого числа зубьев, что обеспечивает более производительную и плавную работу;
– отсутствием длинных оправок, что дает большую жесткость крепления инструмента и, следовательно, возможность работать с большими подачами (глубинами резания);
– одновременной обработкой заготовок с разных сторон (например, при использовании барабаннофрезерных станков).
Фрезерование характеризуется высокой производительностью и сравнительно высокой точностью.
Фрезерование в два перехода (черновой и чистовой) позволяет достичь: по точности размеров – IТ9; по шероховатости – Ra = 6,3...0,8 мкм; отклонение от плоскостности 40...60 мкм.
Одним из наиболее производительных способов фрезерования является обработка плоскостей на карусельно-фрезерных, барабанно-фрезерных станках, что возможно по непрерывному циклу.
Одним из способов сокращения основного времени является внедрение скоростного и силового фрезерования.
Скоростное фрезерование характеризуется повышением скоростей резания при обработке стали до 350 м/мин, чугуна – до 450 м/мин, цветных металлов – до 2000 м/мин при небольших подачах на зуб фрезы Sz = 0,05...0,12 мм/зуб – при обработке сталей, 0,3...0,8 мм/зуб – при обработке чугуна и цветных сплавов. Силовое фрезерование характеризуется большими подачами на зуб фрезы (Sz > 1 мм).
Как скоростное, так и силовое фрезерование выполняется фрезами, оснащенными твердосплавными и керамическими пластинами.
Тонкое фрезерование характеризуется малыми глубинами резания (t ≤ 0,1 мм), малыми подачами (Sz = 0,05…0,10 мм) и большими скоростями резания.
Протягивание плоскостей реализуют на вертикально- и горизонтально-протяжных станках. Протягивание наружных плоских поверхностей благодаря высокой производительности и низкой себестоимости находит все большее применение в крупносерийном и массовом производстве.
Для этих типов производств протягивание экономически выгодно, несмотря на высокую стоимость оборудования и инструмента.
В настоящее время фрезерование часто заменяют наружным протягиванием (плоскости, пазы, канавки и т.п.). В массовом производстве для наружного протягивания применяют высокопроизводительные многопозиционные протяжные станки, а также станки непрерывного действия. Протягивание является самым высокопроизводительным методом обработки плоскостей, обеспечивающим точность размеров IТ7...IТ9, шероховатость Ra = (3,2…0,8) мкм.
Основными преимуществами протягивания по сравнению с фрезерованием являются: высокая производительность; высокая точность; высокая стойкость инструмента.
Ограничениями широкого применения протягивания являются его высокая стоимость и сложность инструмента.
Обычно при протягивании используются следующие режимы: подача на зуб Sz = 0,1…0,4 мм/зуб; скорость резания t = 6…12 м/мин с максимальными припусками до 4 мм с шириной протягивания до 350 мм.
Шабрение выполняют с помощью режущего инструмента – шабера – вручную или механическим способом. Шабрение вручную – малопроизводительный процесс, требует большой затраты времени и высокой квалификации рабочего, но обеспечивает высокую точность. Механический способ применяют на специальных станках, на которых шабер совершает возвратно-поступательное движение.
Точность шабрения определяют по числу пятен на площади 25 × 25 мм (при проверке контрольной плитой). Чем больше пятен, тем точнее обработка.
Сущность шабрения состоит в соскабливании шаберами слоев металла (толщиной около 0,005 мм) для получения ровной поверхности после ее чистовой предварительной обработки. Шабрение называют тонким, если число пятен более 22 и Rа < 0,08 мкм, и чистовым, если число пятен 6...10, Rа < 1,6 мкм.
Шлифование. Как и наружные цилиндрические поверхности деталей типа тел вращения, плоские поверхности обрабатывают шлифованием, полированием и доводкой. Шлифование плоских поверхностей осуществляют на плоскошлифовальных станках с крестовым или круглым столом как обычного исполнения, так и с ЧПУ. Плоское шлифование является одним из основных методов обработки плоскостей деталей машин (особенно закаленных) для достижения требуемого качества. В ряде случаев плоское шлифование может с успехом заменить фрезерование. Шлифование плоских поверхностей может быть осуществлено двумя способами: периферией круга и торцом круга.
Шлифование периферией круга может осуществляться тремя способами: 1) многократными рабочими ходами; 2) установленным на размер кругом; 3) ступенчатым кругом.
При первом способе поперечное движение подачи круга производится после каждого продольного хода стола, а вертикальное – после рабочего хода по всей поверхности длины деталей l.
При втором способе шлифующий круг устанавливается на глубину, равную припуску, и при малой скорости перемещения стола обрабатывают заготовку по всей длине. После каждого рабочего хода шлифовальный круг перемещается в поперечном направлении от 0,7...0,8 высоты круга. Для чистового рабочего хода оставляют припуск 0,01...0,02 мм и снимают его первым способом. Этот способ применяют при обработке на мощных шлифовальных станках.
При шлифовании третьим способом круг профилируют ступеньками. Припуск (Zi), распределенный между отдельными ступеньками, снимается за один рабочий ход.
Плоским шлифованием обеспечиваются следующие точность размеров и шероховатость поверхности:
– IТ8...IТ9, Ra = 1,6 мкм – черновое (предварительное) шлифование;
– IT7...IТ8, Ra = 0,4…1,6 мкм – чистовое шлифование;
– IT7...IТ8, Ra = 0,4…1,6 мкм – тонкое шлифование.
Шлифование обычно производится с применением СОЖ.
Полирование поверхностей является методом отделочной обработки. В качестве абразивных инструментов применяют эластичные шлифовальные круги, шлифовальные шкурки.
Доводка плоскостей осуществляется на плоскодоводочных станках. Тонкую доводку плоских поверхностей осуществляют притирами. Осуществляют доводку при давлении 20...150 кПа, причем, чем меньше давление, тем выше качество обработанной поверхности. Скорости при тонкой доводке небольшие (2...10 м/мин). С повышением давления и скорости производительность повышается.
Плоские поверхности корпусов в серийном производстве обрабатывают на продольно-фрезерных или продольно-строгальных станках, а в массовом — на протяжных станках, фрезерных станках непрерывного действия с карусельными столами или с барабанными устройствами.
Базовые поверхности корпусных деталей небольших размеров обрабатывают на обдирочно-шлифовальных станках. Плоские поверхности корпусов окончательно обрабатывают шлифованием на плоскошлифовальных станках, тонким строганием широким резцом, тонким фрезерованием и шабрением.
Методы обработки главных и мелких, резьбовых отверстий в корпусных деталях. Применяемое оборудование и режущий инструмент.
Обработку основных отверстий выполняют на горизонтально-расточных, координатно-расточных, сверлильных, агрегатных и многоцелевых станках. При обработке используют различный режущий инструмент: сверла, развертки, зенкера, резцы, расточные головки, расточные пластины.
Сверление применяют для получения отверстий в сплошном материале. Отверстия диаметром более 25 мм получают рассверливанием. Сверлением и рассверливанием отверстий обеспечивается точность диаметра по 11, 12 квалитету. Шероховатость поверхности составляет 12- 40 мкм.
Зенкерование применяют для обработки отверстий, полученных сверлением, а также отверстий в литых заготовках диаметром до 170 мм. Зенкеры по конструкции делятся на цельные и насадные. Зенкерованием исправляют погрешности формы и расположения отверстий, полученных сверлением. Зенкерованием обеспечивается точность диаметра по 10 квалитету. Шероховатость поверхности составляет 2,5 – 5 мкм.
Развертывание является основным методом чистовой обработки, которым обеспечивается 6-9 квалитет. Шероховатость поверхности составляет 0,63-1,25 мкм. Развертывание применяют после сверления, зенкерования или растачивания. Развертки могут быть цельными или насадными с пластинами из быстрорежущей стали или твердого сплава. Высокая точность обеспечивается только при совмещении осей развертки и отверстия. Для этого используют плавающие патроны и оправки. Для отверстий диаметром более 25 мм применяются самоцентрирующиеся развертки с плавающими пластинами.
В серийном производстве широко применяют комбинированный инструмент. При этом осуществляются различные виды черновой и чистовой обработки одной или нескольких поверхностей: сверление, зенкерования, развертывание, растачивание, подрезка торцов. Это повышает производительность, точность обработки и сокращает номенклатуру режущего инструмента.
Растачивание применяют для черновой и чистовой обработки. Расточные резцы оснащают твердосплавными пластинами. Достоинством резцов является их простота и универсальность. За счет регулировки вылета резца на оправке – борштанге можно получать отверстия разного диаметра, что важно в условиях мелкосерийного производства, когда не всегда имеется мерный инструмент. Для получения точных отверстий используют регулировку вылета резца с помощью микрометрических винтов.
Растачивание резцами лучше, чем любой другой метод обеспечивает прямолинейность оси и соосность отверстий. Чистовым растачиванием обеспечивается точность диаметра по 9 квалитету. Шероховатость поверхности составляет 2,5 – 5 мкм. Растачивание можно выполнять двумя резцами одновременно. При этом уменьшается изгиб борштанги, т.к. радиальные силы резания направлены навстречу друг другу.
Для черновой обработки отверстий в литых заготовках диаметром более 100 мм применяют многорезцовые расточные головки с твердосплавными пластинами. Перестановкой пластин можно изменять диаметр отверстия на10 – 20 мм. Головки могут быть цельными или разъемными. Последние можно перемещать вдоль борштанги и закреплять в любом месте.
Для чистовой обработки отверстий применяют расточные блоки с плавающими пластинами из быстрорежущей стали или с напайками из твердого сплава. Блок свободно устанавливается в паз оправки с возможностью перемещения в радиальном направлении и самоценрируется по отверстию аналогично пластинам развертки.
Горизонтально-расточные станки являются основным оборудованием для обработки отверстий. Точность расположения основных отверстий относительно технологических баз и точность межосевых расстояний при растачивании основных отверстий на горизонтально-расточных станках достигается одним из следующих способов: по разметке, методом пробных ходов, координатным методом и с помощью кондукторов.
При обработке по разметке кернением намечают центр и циркулем проводят окружность. Затем совмещают ось шпинделя с центром будущего отверстия, которое затем обрабатывается различным инструментом. Указанным методом обеспечивается точность межосевого расстояния в пределах 0,05 мм.
При обработке методом пробных ходов отверстия размечают и предварительно обрабатывают по 7 квалитету с некоторым припуском по диаметру. В отверстия вставляют оправки-калибры и измеряют положение отверстий относительно базы, а также межосевые расстояния. Затем отверстия растачивают снова, учитывая результаты замеров в виде поправок в положение шпинделя. Повторное растачивание производится в размер или с припуском для следующей корректировки положения отверстий с помощью оправок-калибров. Точность положения отверстий достигает 0,02 мм.
При координатном методе обработки отверстий выбирают систему координат, которая совпадает с технологическими базами. При настройке станка ось шпинделя совмещают с началом системы координат. Затем шпиндель устанавливают в нужное положение перемещением стола станка и шпиндельной бабки с помощью лимбов станка. Точность установки по лимбам составляет 0,08-0,2 мм.
Для повышения точности обработки в пределах цены деления лимба станка установку стола и шпиндельной бабки производят по индикатору. В данном случае стол и бабку в необходимое положение предварительно устанавливают по лимбу. Затем на специальную опору кладут концевую меру для контакта между столом и наконечником индикатора и по индикатору выводят стол и бабку на более точную позицию. Это позволяет повысить точность позиционирования шпинделя до 0,04 – 0,06 мм. Вышеуказанные методы достаточно трудоемки и применяются в мелкосерийном производстве.
При обработке отверстий в серийном и массовом производстве широко применяются кондукторы. Простейшим кондуктором является листовой металлический шаблон толщиной 10-12 мм, который накладывают на корпусную деталь или устанавливают перед ней на столе станка. При обработке ось шпинделя станка совмещают с осями отверстий в шаблоне. Точность линейных размеров при этом методе достигает 0,08 – 0,2 мм. Такие кондукторы используются в среднесерийном производстве.
В крупносерийном производстве используют более сложные кондукторы в виде специальных приспособлений. Эти кондукторы имеют точно расположенные отверстия в виде кондукторных втулок, установленных на опорах. Кондуктор закрепляется на столе станка. Кондукторные втулки могут устанавливаться до отверстия, за ним, до и после отверстия или создавать двойное переднее направление борштанги. В двух первых случаях необходимо обеспечить соосность шпинделя и кондукторной втулки, а борштанга должна быть жестко соединена со шпинделем. В третьем и четвертом варианте допускается несовпадение осей борштанги и втулки в пределах 1 – 2 мм. При этом борштанга шарнирно соединяется со шпинделем. При таком соединении точность расположения отверстий не зависит от точности станка, а определяется точностью приспособления. Точность линейных размеров при обработке по кондукторам достигает 0,08 – 0,2 мм.
Современные горизонтально-расточные станки оснащены оптическими системами отсчета перемещений с ценой деления 0,01 мм, что позволяет быстро устанавливать шпиндель станка в требуемое положение.
В настоящее время в широко используются станки с числовым программным управлением (ЧПУ), в которых установка шпинделя и стола осуществляется за счет управления электроприводом по программе, записанной на бумажном или магнитном носителе. Точность установки составляет ± 0,02 мм.
Большое распространение получили станки с автоматической сменой инструмента. Магазины этих станков содержат большой набор разнообразных инструментов (до 100 штук). Такие станки работают в автоматическом режиме. Извлечение необходимого инструмента из магазина, снятие и закрепление его в шпинделе, а также перемещение стола и бабки в рабочую позицию на этих станках осуществляется без участия обслуживающего персонала.
Координатно-расточные станки используются для получения отверстий, к точности расположения которых предъявляются повышенные требования. Отечественная промышленность выпускает координатно-расточные станки с вертикальной осью шпинделя. На этих станках можно выполнять те же операции, как и на горизонтально-расточных. Станки можно использовать в качестве измерительных машин для контроля линейных и угловых размеров, а также производить разметку поверхностей. Станки оснащены оптическими системами отсчета перемещений с точностью позиционирования в пределах 1 мкм.
Агрегатные станки являются специальными и создаются для обработки определенного вида заготовок, производимых в большом количестве, поэтому они применяются в крупносерийном и массовом производстве. Эти станки предназначены для одновременной обработки нескольких отверстий в корпусных деталях причем с разных сторон. Станки собирают из унифицированных узлов: силовых головок, столов, стоек и пр. Станки могут иметь различные компоновки: с горизонтальным, наклонным или вертикальным расположением шпинделей. Столы станков могут быть неподвижными, барабанными или поворотными. На агрегатных станках используют те же методы обработки, что и на горизонтально-расточных станках. Из-за узкой специализации этих их применение требует экономического обоснования.
Многоцелевые станки (МЦС) предназначены для выполнения большого количества переходов за одну операцию без переустановки обрабатываемых деталей и широко применяются при любом типе производства. Эти станки оснащены системами с ЧПУ и устройствами для автоматической смены инструмента. На МЦС выполняют те же операции, что и на расточных станках. Однако применение ЧПУ дает возможность вести обработку не только цилиндрических отверстий, но и отверстий с более сложной конфигурацией с применением фрезерования. Использование МЦС обеспечивается точность обработки по 6-7 квалитету. МЦС выпускаются с горизонтальным и вертикальным шпинделем.
Вспомогательными отверстиями являются крепежные и другие мелкие отверстия, например, под пробки масло указателей, для подачи смазки, установки штифтов и пр. Эти отверстия обрабатываются на горизонтально-расточных, агрегатных, многоцелевых, вертикально-сверлильных, радиально-сверлильных станках. При обработке отверстий используют различный инструмент, которым выполняют сверление, зенкерование, развертывание, нарезание резьбы, зенковку и цековку.
Отверстия в заготовках массой до 30 кг обычно обрабатывают на вертикально-сверлильных станках. При большей массе заготовок используют радиально-сверлильные или горизонтально-расточные станки. При единичном производстве сверление отверстий выполняют по разметке.
Для уменьшения отклонения оси отверстия от заданного положения сверление выполняют за два или три перехода. При этом отверстие центруют или сверлят сверлом, диаметр которого в 2 - 3 раза меньше отверстия. Отверстия диаметром более 25 - 30 мм после сверления зенкеруют или растачивание.
Обработку торцов выполняют цековками, фрезами или подрезными резцами с осевой подачей.
Диаметр отверстий под резьбу делают на 0,04 ... 0,1 мм больше внутреннего диаметра резьбы, тем самым учитывают подъем витков, возникающий при нарезании метчиками. Рекомендуемые диаметры сверл под резьбы с различным шагом и диаметром приводятся в нормативных таблицах.
Перед нарезанием резьбы в отверстиях снимают фаску с помощью конических зенковок, резцов или сверл большого диаметра. Фаску снимают под углом 90° до наружного диаметра резьбы.
Нарезание резьбы на станках выполняют машинными метчиками. Резьбу с шагом до 3 мм нарезают за один рабочий ход, резьбу с большим шагом нарезают комплектом метчиков за 2 - 3 рабочих хода. Резьбу нарезают с принудительной осевой подачей инструмента, равной шагу резьбы. Для предохранения метчиков от поломки применяют динамометрические патроны, отрегулированные на допустимое предельное значение крутящего момента.
В условиях серийного производства мелкие отверстия сверлят с применением кондукторов. Направляющими элементами для инструмента в кондукторах являются кондукторные втулки. Точность расположения отверстий при обработке по кондукторам составляет 0,1 – 0,2 мм.
В серийном производстве для одновременного сверления нескольких отверстий вертикально-сверлильные станки оснащаются многошпиндельными головками с регулируемым межосевым расстоянием. В конструкции головки, представленной на передача крутящего момента от ведущего шпинделя к ведомым шпинделям с патронами для крепления сверл осуществляется карданными валами.
Для сокращения вспомогательного времени на смену инструмента используются вертикально-сверлильные станки с револьверной головкой.
В крупносерийном и массовом производстве обработку мелких отверстий выполняют на многошпиндельных агрегатных станках различной компоновки.
Методы отделки плоских поверхностей и главных отверстий корпусных деталей.
Окончательную обработку - шлифование или другие отделочные операции производят в следующем порядке: сначала обрабатывают плоские поверхности, а затем основные отверстия. Этот способ обработки называется обработкой от плоскости.
Плоские поверхности обрабатываются фрезерованием, строганием, точением, протягиванием и шлифованием.
Фрезерование является наиболее распространенным методом обработки и применяется при любом типе производства. Обработка ведется цилиндрическими или торцевыми фрезами на универсально-фрезерных станках с вертикальным и горизонтальным расположением шпинделя, многошпиндельных продольно-фрезерных, карусельно- и барабанно-фрезерных станках.
Универсально-фрезерные станки используют для обработки заготовок небольших размеров в единичном и мелкосерийном производстве. Для повышения производительности за счет совмещения рабочих и вспомогательных ходов, обработку выполняют по схеме маятникового (челночного) фрезерования. Для этого на столе станка имеются две позиции. Пока очередная заготовка обрабатывается в одной позиции, в другой производится съем и установка следующей заготовки.
Многошпиндельные продольно-фрезерные станки используют для обработки крупногабаритных корпусных деталей или для групповой обработки деталей средних размеров в серийном производстве. Ход стола этих станков достигает восьми метров. Эти станки оснащены несколькими шпиндельными бабками, что позволяет обрабатывать одновременно несколько поверхностей. При групповой обработке заготовки устанавливаются на рабочем столе в один или два ряда и фрезеруют у них одни и те же поверхности. Однако можно вести обработку разных плоскостей фрезерованием в перекладку. При этом методе в позиции 1 идет фрезерование поверхностей К, Л. В позиции 2 производится фрезерование поверхностей М, Н. После рабочего хода заготовки из первой позиции перекладываются во вторую, а в первую позицию устанавливаются новые заготовки. Фрезерование в перекладку является разновидностью маятникового фрезерования.
При обработке на четырехшпиндельных продольно-фрезерных станках заготовок корпусных деталей с направляющими - кареток, столов, ползунов возможно применение набора фрез, которые устанавливают на общей оправке. Профиль набора фрез соответствует контуру направляющих. Таким образом, за один рабочий ход обрабатывается полный профиль направляющих. Недостатком является сложность комплектования набора фрез.
Карусельно- и барабанно-фрезерные станки применяют для обработки корпусных деталей небольших размеров в крупносерийном производстве. Карусельно-фрезерные станки с круглым вращающимся столом имеют несколько шпинделей, которые расположены вертикально. Заготовки устанавливают в приспособлениях, расположенных по окружности стола. Установка и съем детали осуществляется при непрерывном вращении стола, что позволяет получить высокую производительность. Диаметр фрез должен быть больше размера обрабатываемых поверхностей. На первой позиции ведут предварительную обработку. В последней позиции заготовку обрабатывают окончательно. Диаметр фрез по ходу технологического процесса увеличивается, что повышает скорость резания и уменьшает шероховатость поверхности.
На барабанно-фрезерном станке производят одновременную обработку в размер двух параллельных поверхностей. В остальном схема работы этих станков аналогична карусельно-фрезерным. Барабан, вращается вокруг горизонтальной оси и имеет от четырех до восьми позиций, на которых в приспособлениях закреплены заготовки. Общее число фрезерных головок с горизонтальным расположением шпинделей может составлять от двух до восьми. Это позволяет удалять за один оборот барабана большой припуск и совмещать черновую и чистовую обработку.
Строгание применяют для обработки наружных плоскостей корпусных деталей в мелкосерийном производстве. Обработку ведут на поперечно-строгальных и продольно-строгальных станках с вертикальными и горизонтальными суппортами. Производительность строгания ниже фрезерования из-за малых скоростей резания и обратного холостого хода стола. Производительность повышается применением групповой обработки заготовок, последовательно установленных в один или два ряда на столе станка, а также за счет многорезцовой обработки. Возможна параллельная обработка горизонтальных и вертикальных поверхностей заготовок с использованием одновременно вертикальных и боковых суппортов станка.
Строгальные резцы представляют собой прочный, простой и дешевый инструмент. Глубина резания за один рабочий ход может составлять 15 - 20 мм. Строганием обеспечивается высокая точность по прямолинейности обработанных поверхностей из-за высокой жесткости строгальных суппортов и относительно малых температурных деформаций системы ДИПС в процессе резания. Поэтому строгание применяют при обработке заготовок корпусных деталей с направляющими — столов, кареток и ползунов. Кроме того, при обработке пазов и канавок производительность строгания выше, чем фрезерования концевыми и дисковыми фрезами малого диаметра.
Точение осуществляют на токарно-карусельных станках при обработке крупных деталей типа тел вращения диаметром до 20000 мм, таких как корпуса паровых турбин, компрессоров, центробежных насосов, крупных электродвигателей, генераторов, крупногабаритных вентилей, а также планшайб станков. В условиях серийного производства на карусельно-токарных станках применяют групповую обработку деталей с плоскими поверхностями установленных по периметру стола. При этом обеспечиваются достаточно высокие требования к плоскостности и параллельности обрабатываемых поверхностей.
Протягивание применяют для обработки наружных поверхностей корпусных деталей. Этот метод обеспечивает большую производительность, а также высокую точность размеров и относительного расположения плоских поверхностей. Скорость протягивания составляет 60 м/мин. На мощных протяжных станках с усилием протягивания до 500 кН за один ход снимается припуск 3 - 5 мм. Длина протяжек со вставными зубьями достигает 2 - 3,5 м.
В массовом производстве протягивание наружных плоскостей корпусных деталей выполняют на специализированных протяжных станках горизонтального и вертикального типа. Высокая производительность обеспечивается применением станков непрерывного действия различной конструкции. Станки с цепным приводом имеют цепь, которая перемещает закрепленные на ней детали относительно протяжки, установленной сверху. На карусельно – и барабанно-протяжных станках детали размещаются по периметру стола или барабана, вращением которых осуществляется резание металла.
Протягивание наружных поверхностей осуществляется по двум схемам: прогрессивной и простой. Протяжки, работающие по прогрессивной схеме, имеют зубья одинаковые по высоте, но разные по ширине. Поэтому глубина резания для каждого зуба одинакова и равна припуску на механическую обработку, а по ширине каждый зуб обрабатывает свой участок заготовки. В этой связи износ рабочих участков является одинаковым для всех зубьев. Недостатком этих протяжек является малый припуск, удаляемый за один рабочий ход.
Протяжки, работающие по простой схеме, имеют зубья одинаковой ширины, которая равна ширине обрабатываемой поверхности. Высота зубьев постепенно увеличивается от начала протяжки к ее концу. В процессе обработки каждый зуб снимает слой металла, составляющий часть припуска. Поэтому первые зубья простых протяжек, которые работают по корке после литья, быстро изнашиваются. Неравномерность износа зубьев является недостатком этих протяжек.
Общими недостатками протягивания являются высокая стоимость режущего инструмента, а также значительные силы резания, что исключает возможность обработки нежестких деталей.
Шлифование наружных плоскостей корпусных деталей применяется для черновой и чистовой обработки. При чистовом шлифовании обеспечиваются повышенные требования к шероховатости и точности. Черновым шлифованием обрабатывают литые деталей с дефектами поверхностного слоя, когда лезвийный инструмент значительно изнашивается. Припуск, снимаемый за рабочий ход при черновой обработке, может достигать 4 мм. Шлифование применяют также при обработке прерывистых поверхностей чугунных деталей. Обработка лезвийным инструментом приводит к выкрашиванию кромок таких поверхностей. Для исключения перегрева металла шлифование ведут с использованием СОЖ. Шлифование выполняют на плоскошлифовальных станках с прямоугольным или круглым столом. Шлифование ведут периферией плоского круга, торцом чашечного круга или торцовой поверхностью составного сегментного круга.
Отделка основных отверстий
Для получения отверстий высокой точности по 6-7 квалитетам и низкой шероховатостью поверхности применяют отделочные операции (отделку отверстий). Методами отделки являются: развертывание, тонкое растачивание, планетарное шлифование, хонингование, раскатка роликами и притирка.
Развертывание является наиболее распространенным методом отделки основных отверстий. Ручное развертывание вообще не требует станочного оборудования. Для обработки соосных отверстий разного диаметра используются комбинированные развертки.
Тонкое или алмазное растачивание выполняют на алмазно-расточных станках, которые обладают высокой жесткостью и виброустойчивостью. Растачивание выполняют резцами с пластинками из твердого сплава, режущие кромки которых тщательно доведены на алмазных кругах. Применяются резцы из сверхтвердых материалов (СТМ), к которым относятся, гексанит и эльбор на основе нитрида бора, а также минералокерамика на основе окиси алюминия. Применяются алмазные резцы. Процесс растачивания характеризуется высокими скоростями резания - до 1000 м/мин при частоте вращения шпинделя до 12000 мин -1, малыми подачами - 0,01 – 0,15 мм/об и глубиною резания - 0,05 – 0,3 мм. Отклонения геометрической формы (овальность, конусообразность и пр.) после растачивания составляет 3 – 5 мкм при шероховатости поверхности 0,16 – 0,63 мкм.
Внутреннее планетарное шлифование применяют преимущественно для отделки крупных отверстий диаметром свыше 150 мм. Однако есть станки, на которых шлифуются отверстия от 10 мм и выше. На координатно-планетарно-шлифовальных станках обеспечивается точность положения осей до 0,01 мм. Недостатком метода является низкая производительность.
Хонингование применяют для отделки сквозных гладких отверстий диаметром 25 – 500 мм. Сущность хонингования заключается в механической обработке отверстий абразивными брусками, которые вращаются и совершают возвратно-поступательные движения вдоль оси отверстия. Бруски в количестве до девяти штук устанавливаются на хонинговальной головке – хоне. Хонинговальная головка состоит из корпуса 3 с брусками 5, штанги 2 с коническим хвостовиком, соединяющим головку со станком, а также штока 1, который перемещается вдоль оси механизмом подачи станка и раздвигает конусами 4 сухари 6, которые прижимают к поверхности отверстия абразивные бруски за счет осевого перемещения штока. Раздвижение брусков производится автоматически по мере снятия припуска. Хонингование осуществляется при интенсивной подаче в зону обработки СОЖ. Отклонения геометрической формы после хонингования находятся в пределах 0,003 – 0,004 мм, шероховатость поверхности составляет 0,004 - 0,16 мкм. Недостатком хонингования является невозможность исправить положение оси отверстия относительно базы.
Раскатка отверстий является методом обработки без снятия стружки. Раскатку выполняют на сверлильных, токарных, расточных или специальных станках. Инструментом являются различные по конструкции роликовые раскатки. Ролики размещаются в сепараторе и расположены равномерно по периметру. Материалом роликов является закаленная инструментальная сталь твердостью HRC 62 – 64. Производительность раскатки выше, чем хонингования примерно в пять раз. Раскатку применяют для отделки длинных отверстий в стальных корпусах гидроцилиндров, поршневых насосов и пр. Отклонения геометрической формы после раскатки находятся в пределах 0,005 – 0,008 мм, шероховатость поверхности составляет 0,008 - 0,016 мкм. Поверхностный слой при раскатке упрочняется и твердость увеличивается на 20%, что повышает износостойкость изделия. Раскатка также как и хонингование не исправляет положение оси, т.к. инструмент самоустанавливается по отверстию.
Притирка используется в мелкосерийном производстве для уменьшения шероховатости поверхности отверстий. При притирке используются порошки и пасты на основе окиси хрома, например, паста ГОИ. Погрешности формы притиркой не исправляются. Притирку осуществляют головками с чугунными или медными притирами, которые прижимаются к поверхности отверстий пружинами. Притирка производится качательным движением головки с перемещением ее вдоль оси отверстия. В качестве СОЖ используется керосин. Шероховатость поверхности после притирки составляет 0,01 – 0,05 мкм.
Особенности изготовления корпусных деталей в гибком автоматизированном производстве.
Для обработки корпусных и плоскостных деталей применяются обрабатывающие центры и модули на их основе.
Гибкость станочных модулей определяется тремя видами связей:
транспортировкой заготовок и деталей между складом, позицией установки (снятия) деталей, контрольно-измерительным модулем. Расстановка станочных модулей зависит от вида выбранного транспорта (конвейеры, рольганги, рельсовые тележки или робокары), а также организации централизованного или децентрализованного складирования заготовок (общий склад, общие накопители паллет, индивидуальные накопители у каждого станка и различные комбинации этих трех видов).
подачей режущего инструмента к станкам (наличие центрального инструментального склада, единого для всех станков; индивидуальные на каждый станок сменные магазины или индивидуальная подача инструмента на каждый станок с участка предварительной настройки инструмента и др.).
информационными потоками между ЭВМ, управляющими различными модулями системы, общим использованием различных пакетов программного обеспечения и пультами управления.
Простейший ГПМ включает станок типа ОЦ с одним или двумя инструментальными магазинами. Станок имеет два рабочих стола. Заготовку устанавливают на стол вручную, в то время как на другом столе производится обработка детали.
Более современным является ГПМ, содержащий станок типа ОЦ с одним или двумя магазинами и накопителями палет.
Из общего числа типоразмеров деталей, изготовляемых в механообрабатывающем производстве, наибольшая часть (более 2/3 общей номенклатуры) приходится на призматические, плоские, а также фигурные, профильные и другие детали сложной формы. Среди них призматические детали, количество наименований которых не превышает 15…20 % общей номенклатуры деталей, являются наиболее трудоемкими в изготовлении. Себестоимость обработки корпусных деталей, являющихся основным видом призматических деталей, составляет более половины общей себестоимости механообработки в машиностроении. Плоские и другие детали сложной формы, не относящиеся к телам вращения, при значительном числе наименований (более 50 % номенклатуры) составляют менее 20 % общей стоимости механообработки.
Характерной особенностью изготовления корпусных деталей является их мелкосерийный, а иногда и единичный характер производства. В связи с этим при комплексной автоматизации механообрабатывающего производства корпусных деталей наиболее эффективно используются ГПМ, ГАУ и ГАЛ на их базе.
При механообработке заготовок плоских, некоторых призматических и других деталей сложной формы, обычно имеющих небольшие габариты, используются РТК, РТУ и РТЛ на базе фрезерных, сверлильно-расточных, зубо-резьбообрабатывающих, электрофизических, электрохимических и других станков. Таким образом, создается возможность дополнительной автоматизации широко используемых в машиностроении универсальных станков с целью встраивания их в ГПС.
РТК, выполненный на базе горизонтально-фрезерного станка мод.6М80 (специальное исполнение), тактового стола и промышленного робота, напольного типа мод. МП96, предназначен для фрезерной обработки деталей типа пласт массой до 0,2 кг из штучных заготовок.
Контроль корпусных деталей по различным параметрам точности. Автоматизированный контроль корпусов.
При контроле корпусных деталей производят проверку размеров диаметров основных отверстий и их геометрической формы, а также отклонений от прямолинейности и взаимного положения поверхностей корпуса.
Размеры диаметров отверстий обычно контролируют предельными калибрами и реже микрометрическими или индикаторными штихмассами. Правильность геометрической формы отверстий проверяют индикаторными и рычажными нутромерами или пневматическим ротометром.
Для контроля отклонения от соосности обычно используют контрольные оправки (рисунок 10, а).
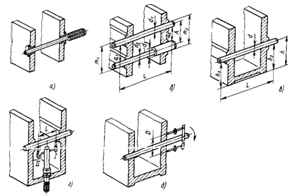
Рисунок 10 – Схема контроля корпусных деталей
Отклонение от соосности в крупногабаритных корпусах проверяют оптическими методами Отклонение от параллельности осей и межцектровое расстояние А (рисунок 10, б) проверяют измерением расстояний между внутренними образующими контрольных оправок (размеры а1 и а2) при помощи индикаторного нутромера, штихмаса или блока концевых мер, либо расстояний между внешними образующими контрольных оправок m1 и m2 при помощи микрометра или штангенциркуля. Зная диаметры оправок d1, d2 и d3, рассчитывают межцентровое расстояние.
Расстояние h от оси отверстия до базовой поверхности (рисунок 10, в) определяют на контрольной плите измерением расстояний h1 и h2 и диаметра оправки d. Разность значений h1 и h2 характеризует отклонение от параллельности оси отверстий относительно базовой поверхности.
Отклонение от перпендикулярности осей отверстий устанавливают при повороте оправки с индикатором (рисунок 10, г) из положения I в положение II, отстоящее одно от другого на расстояние L.
Отклонение от перпендикулярности торцовой поверхности корпуса относительно оси отверстия проверяют контрольной оправкой с индикатором, фиксированной от осевого перемещения угольником (рисунок 10, д), D — расстояние между I к II положениями индуктора).
Для контроля точности положения осей отверстий в одной плоскости, расположенных под углом, применяют два контрольных калибра.
Для измерения на станке достигнутый при обработке показателей точности детали и получения информации в целях управления точностью применяют информационно измерительную систему с использованием ИГ. Измерительный щуп помещается в одной из позиций инструментального магазина и при необходимости контроля отклонений автоматически устанавливается в шпиндель станка.
Оснащение многоцелевых станков измерительными системами даёт следующие преимущества:
возможность осуществления автоматического контроля на станке и проведения соответствующей коррекции по результатам измерений;
возможность реализации на станке гибких технологических циклов, направленных на достижение требуемой точности детали с учётом возникающих в технологической системе отклонений;
возможность получения информации о точности установки на станке заготовки и спутника, и точности установки режущего инструмента и его размерном износе;
возможность определения фактических размеров заготовки для определения автоматического числа ходов и соответствующих режимов обработки.
Измерительный щуп может быть одно-, двух- или трёх координатным с электромеханическим преобразователем, фиксирующим момент контакта измерительного наконечника с деталью или с измерительным датчиком, непосредственно определяющим отклонения в измеряемой точке. В первом случае для оценки отклонений используют измерительную систему ЧПУ станка. В момент контакта измерительного наконечника с деталью от щупа по каналам радиосвязи поступает команда на останов движения станка. Достигнутое относительное положение рабочих органов фиксируется путём считывания данных с соответствующих датчиков системы ЧПУ.
Процесс измерения выполняется по циклу, предусмотренному в программе станка. При этом измеряют координаты отдельных характерных точек обработанной поверхности детали и по алгоритмам, путём расчёта, на управляющей ЭВМ определяют достигнутые показатели точности детали. С этой целью различают плановые координаты характерных точек Xi, Yi, Zi, которые определяют расположение точек на контролируемой поверхности и нормальные координаты точек ΔXi, ΔYi, ΔZi, которые характеризуют отклонение точек по нормативам к измеряемой поверхности.
Отклонение показателей точности обрабатываемой заготовки рассчитывают с помощью вычислительного устройства. Отклонение компенсируется путём автоматической коррекции программ последующих чистовых переходов. Коррекция погрешности относительного поворота возникают при наличии в системе станок – приспособление – инструмент - деталь компенсирующих звеньев, например поворотных столов или глубокого щупа.
Эффективным способом повышения точности измерения является применение автоматической системы управления позиционированием связями станка. Использование такой системы позволяет компенсировать во всей рабочей зоне станка пространственные отклонения, обусловленные погрешностью геометрической точности оборудования и других систематически действующих факторов.
Разработка технологических процессов изготовления валов, ходовых винтов, шпинделей. Служебное назначение валов и технические требования на их изготовление. Материал и методы получения заготовок для валов.
Процесс проектирования ступенчатого вала. Служебное назначение ступенчатого вала – передача крутящего момента определенной величины с помощью зубчатого колеса. При передаче незначительного момента ступенчатый вал представляет собой вал-шестерню, и его исполнительной поверхностью является зубчатый венец. Во всех остальных случаях ступенчатый вал, учитывая конструктивную преемственность, должен иметь в качестве исполнительных поверхностей цилиндрическую поверхность с опорным торцом для базирования зубчатого колеса и шпоночный паз или шлицевую поверхность для передачи крутящего момента с вала на зубчатое колесо. Вместе с тем, крутящий момент от ступенчатого вала зубчатому колесу может быть передан исполнительными поверхностями другой формы, например поверхностями равноосного контура. В этом случае конструкция исполнительных поверхностей позволит избежать трудоемкой операции обработки шпоночного паза или шлицевой поверхности.
Затем разрабатываются конструктивные формы основных баз детали. Основные базы детали определяют ее положение в узле или машине и, следовательно, формируют систему координат детали в соответствии с ее служебным назначением. Так, служебное назначение ступенчатого вала требует, чтобы он имел возможность вращения и ось его вращения совпадала с геометрической осью исполнительных поверхностей. В соответствии с конструктивной преемственностью для выполнения этого условия вал должен устанавливаться в подшипниках качения или скольжения и в качестве основных баз иметь как минимум два комплекта торцевых и цилиндрических поверхностей, соосных с исполнительными поверхностями для установки подшипников.
Следующим этапом является разработка видов и конструктивных форм вспомогательных баз деталей. Виды и формы этих поверхностей разрабатываются в соответствии с требованиями служебного назначения детали и особенностями тех видов связей, которые они осуществляют. Следует отметить, что в ряде случаев вспомогательными базами детали могут являться ее исполнительные поверхности. Так в примере со ступенчатым валом поверхности, на которые базируется зубчатое колесо, являясь исполнительными, одновременно определяют положение зубчатого колеса на валу, т.е. формируют его систему координат и являются вспомогательными базами вала.
В последнюю очередь определяются конструктивные формы свободных поверхностей, при этом, поскольку они не выполняют никаких функций в соответствии со служебным назначением детали, основным условием при выборе их формы является простота их формообразования.
После того как спроектированы конструктивные формы деталей, их размеры определяются из кинематического и динамического расчета.
Валы предназначены для передачи крутящего момента и монтажа на них различных деталей. Конструктивно валы подразделяются на гладкие, ступенчатые, фланцевые и валы-шестерни. Одной из основных характеристик валов является жесткость. Вал считается жестким, если отношение длины к диаметру менее 12-15. При большем отношении вал является нежестким.
Геометрически, валы представляют собой сочетание цилиндрических, конических, резьбовых, зубчатых, шлицевых, шпоночных поверхностей. При переходе от одной ступени к другой предусматриваются канавки или галтели. Обработка галтелей является более сложной операцией, чем обработка канавок. Поэтому для повышения технологичности изготовления поверхности перехода между ступенями рекомендуется оформлять в виде канавок. В то же время, с точки зрения повышения усталостной прочности, применение галтелей более предпочтительно.
Сопрягаемые цилиндрические (посадочные) поверхности валов выполняют по 6 – 8 квалитетам с шероховатостью поверхности 0,63 – 2,5 мкм. Отклонения формы и расположения поверхностей определяются служебным назначением изделия и назначаются при конструировании.
Заготовки для валов получают из проката, ковкой, штамповкой, высадкой на горизонтально-ковочных машинах (ГКМ), обжатием на ротационно-ковочных машинах, поперечно-винтовой и поперечно-клиновой прокаткой.
Валы изготавливают из углеродистых и легированных сталей: 45, 40Х, 45ХНМ, 38Х2МЮА и пр. В зависимости от назначения валы подвергают различным видам термической и химико-термической обработки: нормализации, улучшению, закалке, цементации, азотированию и пр.
Типовой технологический маршрут изготовления валов. Выбор технологических баз на операциях. Токарная обработка валов.
Типовой технологический процесс изготовления валов из проката включает в различном сочетании следующие операции:
правку, обдирку и резку проката;
Правка проката диаметром свыше 50 мм осуществляется на прессах пластическим знакопеременным изгибом. Прутки меньшего диаметра правят на роликовых машинах с продольной подачей проката без его вращения (рис. 2.37, а) или с винтовой подачей проката. В последнем случае правка производится роликами глобоидальной формы, которые расположены под углом к оси проката. При вращении роликов заготовка получает поступательное и вращательное (винтовое движение).
Обдирка проката (грубое точение) производится с целью удаления дефектного слоя. Обдирка производится на бесцентрово-токарных станках. Процесс резания осуществляется за счет вращения резцов вокруг заготовки.
Резку проката осуществляют на приводных ножовках; пилах: дисковых, ленточных, фрикционных, электрофрикционных, с абразивным кругом; на токарно-отрезных станках; ножницах, прессах. Приводные ножовки разрезают прокат ножовочным полотном, которое прижимается режущей частью к прокату и совершает возвратно-поступательные движения от механического привода. Ленточная пила представляет собой бесконечную ленту с зубьями, натянутую на диски, один из которых является приводным. Резка фрикционной пилой производится за счет сил трения. Пила представляет собой тонкий стальной диск, который вращается со скоростью до 150 м/сек. При контакте с металлом он от трения нагревается и плавится. Резка электро-фрикционной пилой осуществляется за счет совместного действия трения и вольтовой дуги, которая зажигается при подключении пилы и проката к разным полюсам источника электрического тока.
обработку центровых отверстий;
При изготовлении валов центровые отверстия являются базой для ряда операций: обтачивания, нарезания резьбы, шлифования, нарезания шлицев, контроля и пр.
В мелкосерийном производстве при отсутствии специального оборудования центровые отверстия обрабатывают на токарных станках за два этапа. Сначала подрезают торец и сверлят отверстие с одной стороны, затем заготовку переустанавливают и переходы повторяют. При смене баз за счет переустановки возникает погрешность расположения осей центровых отверстий, что может оказать влияние на точность последующей обработки.
В крупносерийном и массовом производстве для обработки центровых отверстий применяют фрезерно-центровальные полуавтоматы. Применяются также станки, оснащенные торцеподрезным инструментом которым одновременно производится подрезка торца и сверление отверстия.
черновое и чистовое точение;
В мелкосерийном производстве токарную обработку осуществляют на универсальных токарно-винторезных станках. При черновом точении один конец вала закрепляют в кулачковом патроне, который установлен на планшайбе шпинделя станка. Опорой другого конца вала является вращающийся задний центр, установленный в пиноль задней бабки.
При чистовом точении валы обрабатывают в центрах. Для передачи крутящего момента левый конец вала закрепляют в поводковом патроне. При обработке нежестких валов применяются люнеты, которые являются дополнительной опорой. Люнеты бывают неподвижными или подвижными. Неподвижный люнет устанавливается на направляющих продольного суппорта. Подвижный люнет устанавливается на продольном суппорте и перемещается в процессе обработки вместе с суппортом. Подвижным люнетом создается дополнительная опора, всегда расположенная напротив резца. Поэтому деформации вала под действием силы резания меньше, чем при использовании неподвижного люнета.
В серийном производстве для токарной обработки применяются токарно-винторезные станки с ЧПУ.
В крупносерийном производстве для обработки валов применяются токарные многорезцовые полуавтоматы и токарные гидрокопировальные полуавтоматы. Применение многорезцовой обработки сокращает машинное время т. к. длина перемещения суппорта уменьшается. В то же время увеличиваются затраты времени на наладку станка, т.к. возрастает доля подготовительно-заключительного времени и времени технического обслуживания.
В массовом производстве применяются шести или восьми шпиндельные токарные полуавтоматы вертикального типа.
сверление и растачивание центрального отверстия;
нарезание резьб;
фрезерование шлицев, шпоночных пазов и лысок;
нарезание зубьев для вал-шестерни;
сверление радиальных отверстий;
термообработку;
черновое и чистовое шлифование шеек, зубьев, шлицев и резьб;
отделочную обработку посадочных поверхностей: суперфиниширование, притирку и полирование;
контроль размеров.
Базами при обработке валов являются центровые отверстия и посадочные поверхности. Для исключения погрешности базирования ступеней вала по длине используют плавающий передний центр. В этом случае базой является торец заготовки, опорой которого является планшайба поводкового патрона.
Нарезание шлицевых и шпоночных пазов. Нарезание резьбы на валах. Методы отделки валов.
Шпоночные и шлицевые соединения служат для передачи крутящего момента. Шпоночные соединения осуществляются призматическими, клиновыми и сегментными шпонками. Шпоночные канавки для призматических шпонок могут быть закрытыми с двух сторон (глухими), закрытыми с одной стороны и сквозными. Сквозные и закрытые с одной стороны шпоночные канавки изготовляют фрезерованием дисковыми фрезами на горизонтально-фрезерных станках за один или два рабочих хода. Применение этого способа обеспечивает достаточную производительность и точность ширины шпоночной канавки. Сквозные канавки можно обрабатывать на строгальных станках.
Глухие шпоночные канавки изготавливают концевой фрезой на вертикально-фрезерных станках с продольной или маятниковой подачей. В первом случае производится врезание фрезы вертикальной подачей на полную глубину шпоночной канавки, а затем включается продольная подача и канавка обрабатывается по всей длине. Точность паза по ширине при такой схеме обработки невысокая, т.к. припуск удаляется за один рабочий ход и фреза изнашивается довольно быстро. С целью облегчения работы фрезы часто предварительно сверлят отверстие меньшего диаметра, чем фреза, на глубину шпоночного паза, а затем осевой подачей вводят фрезу и обрабатывают паз. Для получения точных по ширине шпоночных канавок применяют маятниковую подачу. В этом случае производится врезание фрезы на 0,1-0,3 мм с последующей продольной подачей. В конце канавки фреза снова врезается на ту же глубину, и канавка фрезеруется в обратном направлении. В этом случае точность паза по ширине соответствует 8, 9 квалитету, а шероховатость боковой поверхности составляет 5 мкм.
Канавки под сегментные шпонки изготавливаются фрезерованием на горизонтально-фрезерных станках дисковыми фрезами с вертикальной подачей.
Шлицевые соединения бывают с прямобочными, эвольвентными и треугольными зубьями. Центрирование втулки относительно вала осуществляется по наружному диаметру вала, по внутреннему диаметру вала и боковой поверхности зубьев. При центрировании по внутреннему диаметру вала применяют для шпоночного паза исполнение – I. При центрировании по наружному диаметру и боковой поверхности зубьев для шпоночного паза применяют исполнение – II.
Шлицы на валах нарезают фрезерованием, строганием, протягиванием и холодным накатыванием.
Фрезерование шлицев осуществляют в основном двумя способами: с применением делительных механизмов одной или двумя дисковыми фасонными фрезами или методом обкатки червячной фрезой. Применение второго способа обеспечивает более высокую производительность, а также точность по ширине паза и шагу зубьев. Однако требует использование специальных шлицефрезерных станков. Ввиду более высокой производительности второй способ применяют в крупносерийном и массовом производстве. При центрировании втулки по внутреннему диаметру вала дисковая и червячная фрезы должны иметь «усики» для образования канавок у основания зуба, которые необходимы для выхода круга при шлифовании боковой поверхности и дна впадины шлицев. Точность обработки после фрезерования соответствует 9, 10 квалитетам, шероховатость 5-10 мкм.
Строгание шлицев производят методом копирования с помощью многорезцовой головки на специальном станке. Резцы имеют форму впадины шлицев и установлены в корпусе головки, с возможностью синхронного перемещения в радиальном направлении. При строгании за один двойной ход (вперед-назад) осуществляется радиальная подача резцов на глубину резания. Эта подача обеспечивается конструкцией головки. Данным методом обрабатывают сквозные и глухие шлицы высотою 25-30 мм. В последнем случае в конструкции вала предусматривается канавка для выхода резцов. Точность обработки обеспечивается геометрией резцов, а также точностью позиционирования резцов в головке. Шероховатость поверхности шлицев составляет 1,25 – 2, 5 мкм.
Протягивание шлицев производится двумя блочными протяжками, установленными напротив друг друга. Таким образом, одновременно обрабатываются две впадины с последующим поворотом вала на один шаг шлицев и процесс повторяется. Зубьями протяжки являются резцы, установленные в корпусе и подпружиненные в направлении от оси вала. Задняя часть резцов соединена с роликами, которые при перемещении протяжки перекатываются по копиру. Форма копира обеспечивает отвод резцов под действием пружин в конце обрабатываемого участка. Точность и шероховатость при протягивании шлицев такая же, как и при строгании. Производительность строгания и протягивания выше, чем фрезерования в 5 – 8 раз.
После механической обработки валы подвергают закалке или улучшению. При термической обработке возникают деформации детали. Для исправления погрешностей термообработки применяют шлифование шлицев. При центрировании втулки по наружному диаметру вала его шлицевую часть шлифуют по наружной поверхности на круглошлифовальных станках. При центрировании втулки по внутреннему диаметру вала или по боковым поверхностям шлицов шлифуют эти поверхности и дно впадин. Шлифование производится следующими способами: фасонным кругом, раздельно двумя кругами, одновременно тремя кругами. После шлифования точность повышается до 8, 9 квалитета, а шероховатость составляет 0,63 – 1,25 мкм.
Накатывание шлицев производится пластической деформацией металла в холодном состоянии, т. е. без его нагрева. Накатку производят зубчатыми роликами, рейками и гладкими роликами. При накатывании зубчатыми роликами и рейками имитируется процесс зубчатого зацепления с выдавливанием металла из впадин шлицев. При накатывании гладкими роликами каждым роликом обрабатывается одна впадина. Накаткой зубчатыми роликами и рейками получают эвольвентные шлицы. Прямоугольные шлицы накатывают гладкими роликами. Накаткой получают мелкие шлицы высотою до 2,5 мм при большом их количестве. Упрочнение металла при накатывании повышает его механические свойства. Это позволяет отказаться от термической обработки и шлифования шлицев. При накатке обеспечивается высокая точность и низкая шероховатость обрабатываемой поверхности. Производительность при накатке в 10 раз выше, чем при фрезеровании.
Нарезание резьбы.
Наружную резьбу нарезают резьбовыми резцами, плашками, гребенками, резьбовыми фрезами и резьбонакатными головками. Внутреннюю резьбу нарезают резцами и метчиками.
Нарезание резцами наружной и внутренней резьбы в мелкосерийном производстве производят на токарно-винторезных станках. Из-за низкой прочности рабочей части резца нарезание выполняют за несколько рабочих ходов. Перемещение суппорта при нарезании резьбы осуществляется от ходового винта. После каждого рабочего хода резец отводят от детали и реверсом винта перемещают суппорт в исходное положение. Затем резец снова подводят к заготовке, устанавливают требуемую глубину резания и рабочий ход повторяют. Точность резьбы при обработке резцами соответствует шестой степени точности с полем допуска. При этом вал или отверстие под резьбу обрабатывают по 7 квалитету.
Нарезание резьбы круглыми плашками производят на токарных, токарно-револьверных станках и токарных автоматах. Точность резьбы невысокая и соответствует восьмой степени точности.
Нарезание резьбы самооткрывающимися головками с плоскими и круглыми гребенками производят на тех же станках. Гребенки размещаются в корпусе головки вокруг обрабатываемой детали. При нарезании резьбы гребенкой припуск распределяется между ее зубьями, высота которых постепенно увеличивается от одного края гребенки к другому. Производительность при нарезании резьбы головками примерно в два раза выше, чем при нарезании плашками, т. к. в конце рабочего хода головка автоматически раскрывается, гребенки раздвигаются, и время на свинчивание инструмента не затрачивается. Точность резьбы выше, чем при нарезании плашками.
Фрезерование резьбы производится на резьбофрезерных станках дисковыми и гребенчатыми фрезами. Дисковыми фрезами нарезают резьбу с шагом более 4 мм. Профиль фрезы соответствует профилю резьбы. Ось фрезы располагается под углом к оси детали, равным углу подъема резьбы. Фреза имеет поступательное движение вдоль оси детали и перемещается за один оборот детали на величину, равную шагу резьбы. Фрезерование гребенчатыми фрезами применяется для получения короткой резьбы с мелким шагом. Длина фрезы обычно на 2 – 5 мм больше длины резьбового участка. Фреза устанавливается параллельно оси детали. Сначала производится врезание фрезы на глубину впадины резьбы, затем за 1,2 оборота детали резьба нарезается полностью.
Внутреннюю резьбу нарезают метчиками, которые бывают ручными и машинными. Ручные метчики применяются в комплекте из двух – трех штук. Ручными метчиками нарезают метрическую резьбу диаметром 1 – 52 мм, а также другие типы резьбы: трубную, дюймовую и пр. В машинном варианте, как правило, используется один метчик, которым нарезают короткую резьбу. Точность метрической резьбы нарезанной метчиками соответствует 6 – 8 степени точности. Для нарезания внутренней резьбы на револьверных станках и автоматах применяют резьбонарезные головки с раздвижными плоскими плашками. Принцип действия этих головок аналогичен принципу действия головок для нарезания наружных резьб.
Накатывание резьбы осуществляется пластической деформацией металла в холодном состоянии без снятия стружки. Резьбу накатывают плоскими плашками или роликами. Резьба после накатки имеет высокую точность и низкую шероховатость поверхности. Станки для накатки резьбы плоскими плашками имеют высокую производительность и совершают до 280 двойных ходов в минуту.
Накатка резьбы роликами осуществляется на токарных станках и специальных автоматах по различным схемам. Накатка резьбы одним роликом применяется на токарно-винторезных и токарно-револьверных станках. Резьба на ролике имеет обратное направление, чем резьба на заготовке, т. е. Правая резьба накатывается роликом с левой резьбой и наоборот.
При накатке резьбы одним роликом возникает изгиб детали, что снижает точность резьбы. В этой связи большее распространение получило накатывание резьбы двумя роликами с винтовыми или кольцевыми канавками. В первом случае оси роликов и заготовки параллельны. Во втором - наклонены под углом подъема резьбы. Заготовка совершает относительно роликов винтовое движение.
Методы обработки валов
Шлифование производится абразивными кругами при обильной подаче в зону резания СОЖ и является основным методом чистовой обработки наружных поверхностей. Различают предварительное, чистовое и тонкое шлифование. Предварительным шлифованием обеспечивают точность по 8-9 квалитету. Шероховатость поверхности составляет 0,4 – 6,3 мкм. Чистовое шлифование осуществляют после термической обработки. Им обеспечивают точность по 6 – 7 квалитету с шероховатостью поверхности 0,2 – 3,2 мкм. Более высокая точность достигается тонким шлифованием с шероховатостью поверхности 0,025 – 0,1 мкм. Шлифование делится на вида: круглое и бесцентровое.
Круглое шлифование наружных цилиндрических и конических поверхностей выполняют, на круглошлифовальных станках. Деталь устанавливается в центрах, патроне или цанге. Существует два основных метода круглого шлифования: с продольной подачей и методом врезания.
Шлифование с продольной подачей осуществляется возвратно-поступательным перемещением детали относительно шлифовального круга. На каждый двойной ход стола круг перемещается к центру заготовки на 0,005 – 0,02 мм.
Шлифование методом врезания производится кругом, ширина которого больше длины обрабатываемого участка. В данном случае круг имеет только поперечную подачу. Одновременное шлифование нескольких поверхностей методом врезания может быть осуществлено фасонным кругом. Данный метод более производителен чем шлифование с продольной подачей, поэтому его применяют в массовом и крупносерийном производстве.
Бесцентровое шлифование осуществляется на бесцентрово-шлифовальных станках. Здесь также применяются два метода шлифования: с продольной подачей и врезанием.
Бесцентровое шлифование с продольной подачей применяют для обработки гладких валов. Деталь при шлифовании не закрепляется, а свободно перемещается между двумя шлифовальными кругами вдоль своей оси. Круг большего диаметра является шлифовальным, а круг меньшего диаметра является ведущим. Этот круг устанавливается под углом 1 – 5о к оси шлифовального круга и вращает деталь с подачей в осевом направлении. Деталь опирается на нож со скосом, благодаря которому она прижимается к ведущему кругу. Детали при шлифовании одна за другой поступают в зону обработки с одной стороны, а выходят с другой.
Бесцентровое шлифование врезанием применяют для обработки валов с буртиком. Перед обработкой ведущий круг отводят на некоторое расстояние от опоры и устанавливают деталь на опору сверху или сбоку. Затем круг подводят к детали для обработки. Шлифование осуществляется с подачей ведущего круга к шлифовальному кругу. Этим методом можно шлифовать детали с конической поверхностью, применяя ведущий круг, заправленный на конус.
В процессе резания шлифовальный круг теряет форму и режущую способность, т.е. круг засаливается. Для восстановления формы и режущей способности шлифовальных кругов их подвергают правке. Правку осуществляют алмазами в оправах, алмазными карандашами, роликами и пр. Алмазный карандаш представляет собой абразивный инструмент, в котором мелкие алмазы, синтетические или естественные, закреплены в связке. Связка представляет собой затвердевший полимерный материал. Масса отдельных алмазов в карандаше находится в пределах 0,03 – 0,5 карата (1 карат равен 0,2 грамма). Алмазы в оправах могут также иметь искусственное или естественное происхождение. Они, как правило, крупнее, чем алмазы в карандашах. Их масса достигает 2 карат. Правка производится периодически перемещением алмаза по копиру. Недостатком правки широких кругов по копиру является необходимость перерывов в работе станка для правки. Это время может составлять 10 – 15% от основного.
Правка круга алмазными роликами осуществляется также периодически, но одновременно по всей его образующей, т.к. форма роликов соответствует профилю круга. Это сокращает время правки в 2 – 3 раза.
Особенности изготовления ходовых винтов. Технические требования, материал и заготовки для ходовых винтов. Методы нарезания винтовой поверхности на ходовых винтах.
Ходовые винты в металлорежущих станках предназначены для преобразования вращательного движения в поступательное прямолинейное перемещение при помощи связанной с ним гайки различных деталей и узлов станка с требуемой точностью.
Ходовой винт включается в размерную цепь технологической системы, определяющей точность перемещения суппорта, а, следовательно, точность обработки.
Профиль резьбы ходовых винтов может быть трапецеидальный, треугольный, прямоугольный. Наибольшее распространение получила трапецеидальная резьба, т.к. технология ее изготовления проще и обеспечивается возможность регулирования осевых зазоров. При прямоугольной резьбе погрешности перемещения, обусловленные радиальным биением ходового винта, будут меньше, чем у трапецеидальной резьбы и поэтому она применяется в точных передачах.
Резьбы нормальной и пониженной точности изготовляют с нормальным и крупным шагом, резьбы высокоточных станков – с мелким шагом для снижения деформации, а тем самым погрешности перемещения.
Исходя из служебного назначения, различают 5 классов точности ходовых винтов: 0, 1, 2, 3, 4. Винты нулевого и первого класса применяют в резьбошлифовальных, высокоточных токарно-винторезных, координатно-расточных, координатно-шлифовальных станках. Резьбы второго класса точности – в токарно-винторезных станках повышенной точности, токарно-затыловочных и других станках. Резьбы третьего класса – в токарно-винторезных, зубофрезерных и других станках. Резьбы четвертого класса – в консольно-фрезерных и других станках.
Основные технические требования на изготовление ходовых винтов определяются классом точности.
Например, основными техническими требованиями при изготовлении ходовых винтов нормальной точности (3 класса точности) являются:
0,012 мм.Допускаемая ошибка шага не более
Наибольшая накопленная ошибка шага не более 0,03 мм на длине 300 мм и не более 0,08 мм на всей длине резьбы.
Допускаемая овальность сечения, соответствующая среднему диаметру резьбы при длине винта 1 - 2 м не более 0,15 мм, при длине 2 - 4 м не более 0,2 мм.
Отклонение половины угла профиля резьбы при шаге 6 – 10 мм не более 25’, при шаге 3 – 5 мм не более 30‘.
Радиальное биение наружной поверхности резьбы относительно оси вала не более 0,2 мм.
Шероховатость рабочих поверхностей резьбы Ra = 1,6 – 0,63 мкм.
К материалам ходовых винтов предъявляются повышенные требования по однородности и стабильности структуры, высокой износостойкости, хорошей обрабатываемости.
Нетермообрабатываемые винты станков нормальной точности (3 класс) изготовляют из среднеуглеродистой стали А40Г с добавлением серы для улучшения обрабатываемости и снижения шероховатости и стали 45 с добавлением свинца для улучшения обрабатываемости.
Термообрабатываемые ходовые винты высокоточных станков изготовляют из инструментальных сталей У10А и У12А, характеризуемых небольшими деформациями после термообработки. Упрочняемые азотированием ходовые винты изготовляют из легированных сталей, например 18ХГТ и др.
Гайки ходовых винтов изготовляют из бронзы.
Заготовки получают резкой горячекатанного или калиброванного проката. Биение заготовок ходовых винтов не должно превышать 0,5 мм.
Технологический маршрут изготовления ходовых винтов.
За технологические базы на большинстве операций обработки винтов принимают поверхности центровых отверстий.
Для снижения деформаций ходовых винтов длиной больше 1 метра от сил резания и собственного веса предусматривается дополнительная двойная направляющая технологическая база под люнет, получаемая обтачиванием с последующим шлифованием.
Технологический маршрут изготовления ходовых винтов третьего класса точности станков типа 16К20 из калиброванного проката включает в себя следующие основные этапы:
Подрезание торцов, снятие фасок и зацентровка (обычно за два установа).
Протачивание малой шейки и прорезка канавки для выхода шлифовального круга.
Протачивание шейки для захода резьбы.
Предварительное шлифование большой опорной шейки.
Черновое нарезание резьбы.
Получистовое нарезание резьбы.
Окончательное шлифование большой опорной шейки.
Контроль прямолинейности винта и при необходимости его правка. Допускаемое биение 0,05 мм.
Окончательное нарезание резьбы.
Окончательное шлифование малой опорной шейки.
В технологическом маршруте может предусматриваться неоднократная правка винта для обеспечения требуемой прямолинейности. Однако правка может вызывать перераспределение остаточных напряжений, что, в свою очередь, может вызвать деформацию изготавливаемого ходового винта.
Токарная обработка наружных поверхностей ходового винта аналогична обработке валов.
Нарезание резьбы на ходовых винтах может производиться резьбофрезерованием, вихревым нарезанием, нарезанием резцами, иногда резьбошлифованием.
Резьбофрезерование применяют для нарезания винтов 3 - 4 классов точности или для предварительного нарезания высокоточных винтов.
Вихревое нарезание предусматривается на специальных или модернизированных токарных, резьбофрезерных станках с помощью вращающихся резцовых головок с 2, 4 и 6 резцами, профиль которых соответствует профилю нарезаемой резьбы.
Производительность вихревого нарезания выше резьбофрезерования, при этом получается меньшая шероховатость, снижается деформация резьбовой части винта. Нарезание резьбы производится за один рабочий ход.
Наибольшее распространение получило нарезание резьбы резцами вследствие универсальности метода. Резцами можно нарезать резьбы 2, 3 и 4 классов точности.
Отделочная обработка резьбы производится на токарно-винторезных станках повышенной точности твердосплавными резцами (Т15К6) и тщательно доведенными режущими кромками.
При изготовлении ходовых винтов могут применяться операции термической обработки для снятия остаточных напряжений и стабилизации размеров детали.
Так как термические операции вызывают деформации винтов, то в технологический процесс включают операции контроля и проверки правильности центровых отверстий с выполнением при необходимости их перецентровки путем шлифования центровых отверстий на центрошлифовальных станках или их притиркой чугунными притирами на токарных станках.
Особенности изготовления шпинделей. Технические требования, материал и методы получения заготовок. Выбор технологических баз. Термическая обработка и методы отделки шпинделей. Контроль валов, ходовых винтов и шпинделей.
Шпиндель является одной из наиболее ответственных деталей металлорежущего станка. Качество обрабатываемых на станке деталей в значительной степени зависит от качества самого шпинделя. Основное назначение шпинделя станка — сообщать обрабатываемой детали или режущему инструменту вращательное движение с определенной частотой.
Шпиндели станков относятся к деталям типа валов с уступами. По конструктивной форме различают шпиндели: а) без осевого отверстия , применяемые в шлифовальных станках, б) с несквозным отверстием, применяемые в сверлильных станках и многошпиндельных сверлильных головках; в) со сквозным осевым отверстием, имеющие наибольшее применение в токарных и револьверных станках различных типов, фрезерных, резьбофрезерных, шлифовальных, резьбошлифовальных фланцев (шпиндели токарных автоматов и полуавтоматов) целесообразно использовать трубы соответствующих размеров.
Точность изготовления шпинделя зависит от станка, на которой он будет использован. Таким образом, шпиндели различают в зависимости от класса точности станков: 1) нормальной точности; 2) повышенной точности; 3) высокой точности; 4) особо высокой точности; 5) особой точности. Овальность и конусообразность опорных шеек шпинделя для станков нормальной точности не должна превышать 50% допуска на диаметр шеек. Для станков повышенной точности эти величины не превышают 25%, а для станков высокой и особой точности — 5—10% допуска на диаметр шеек. Шпиндели шлифовальных станков имеют овальность не выше 0,3—0,5 мкм, конусообразность не выше 1,25—1,5 мкм, на длине 300 мм при допуске на диаметр шейки 1,5—3 мкм. Радиальное биение конусного отверстия относительно подшипниковых шеек не должно превышать для станков нормальной точности 5—10 мкм, для станков повышенной точности 3—5 мкм и для более точных станков — 1—3 мкм.
Наиболее сложно изготовлять шпиндели со сквозным отверстием. Базами при черновом обтачивании шпинделя являются центровые отверстия. Для растачивания конусных отверстий в обоих концах шпинделя базами служат его опорные шейки, обточенные в предыдущих операциях. Затем базами являются центровые отверстия пробок, вставляемых в конусные отверстия шпинделя. Обработка таких шпинделей начинается с фрезерования торцов и сверления в них центровых отверстий. Эти отверстия служат технологической базой для чернового и получистого обтачивания наружных поверхностей. В серийном производстве обтачивание осуществляют на гидрокопировальных станках за Один-два хода. Число ходов определяется размерами шпинделя, а главное припусками на обработку. Для обтачивания наружных поверхностей используют многорезцовые станки.
Термическая обработка не должна вызывать заметных деформаций шпинделя. Эта задача решается применением поверхностной закалки с нагревом с помощью ТВЧ. Сущность этого процесса заключается в кратковременном нагреве и быстром охлаждении поверхностного слоя на глубину 1—3 мм, который подвергается закалке. Остальная часть металла не нагревается, что исключает деформацию шпинделя. Нагрев и охлаждение закаливаемых поверхностей происходит с помощью специальных индукторов. Закалке подвергают поверхности наружного конуса под патрон и конического отверстия в переднем конце шпинделя. При изготовлении шпинделей из стали 20Х их подвергают цементации с последующей закалкой и отпуском.
Разработка технологических процессов изготовления деталей зубчатых передач: цилиндрических колес, конических колес, червячных передач. Служебное назначение и технические требования. Материал и методы получения заготовок. Типовой технологический маршрут обработки цилиндрических зубчатых колес. Выбор технологических баз при изготовлении зубчатых колёс.
Зубчатые колеса подразделяются на цилиндрические, конические и червячные.
По технологическому признаку зубчатые колеса делятся на:
а) цилиндрические и конические без ступицы и со ступицей, с гладким или шлицевым отверстием;
б) многовенцовые блочные с гладким или шлицевым отверстием;
в) цилиндрические, конические и червячные типа фланца;
г) цилиндрические и конические с хвостовиком. Червячные колеса при небольших размерах выполняются целыми со ступицей, а при больших размерах — с венцами.
Материал зубчатого колеса выбирается в зависимости от сил, передаваемых колесом.
Слабонагруженные зубчатые колеса изготовляются из низкоуглеродистой стали, чугуна и пластмасс.
Несущие значительную нагрузку зубчатые колеса изготовляются из цементируемых закаливаемых углеродистых и легированных сталей.
Материалом для червяков служат низкоуглеродистые и легированные стали. Червячные колеса изготовляются из бронзы, антифрикционного чугуна и т. п.
Заготовки и материал зубчатых колес.
Заготовки зубчатых колес в серийном производстве выполняются на ковочных молотах и подкладных штампах; в крупносерийном и массовом производствах - на штамповочных молотах в закрытых штампах. В массовом производстве заготовки диаметром до 175 мм изготовляются также на горизонтально-ковочных машинах в разъемных штампах; этот способ особенно выгоден, когда контур заготовки имеет сложный профиль или выемки между венцами.
Стальные нагруженные зубчатые колеса и червяки диаметром не более 50 мм изготовляются из калиброванных прутков. Заготовки червяков диаметром более 50 мм получаются штампованием, а заготовки червячных колес - литьем.
Припуски на заготовках: на ковочных молотах — 5 мм; на штамповочных молотах - 3-4 мм; на горизонтально-ковочных машинах- 2-3 мм на сторону.
Точность заготовок, полученных на штамповочных молотах, соответствует 9-му классу, на прессах – 7-8-му классам точности.
Штамповочные уклоны в заготовках допускаются до 7°.
Термическая обработка заготовок зубчатых колес, подвергающихся цементации, заключается в нормализации; не подвергающихся цементации - в улучшении до твердости НВ 220-280.
Основные технические требования, предъявляемые к зубчатым колесам заключаются в следующем:
отклонение от концентричности начальной окружности зубчатого колеса относительно посадочных поверхностей (эксцентриситет) до пускается не более 0,05—0,1 мм;
не перпендикулярность торцов к оси отверстия или вала (биение торцов) обычно принимается не более 0,01—0,015 мкм на 100 мм диаметра.
центральное отверстие рекомендуется выполнять по 2-му классу точности, посадочные шейки зубчатых колес-валов также обычно выполняют по 2-му классу точности.
шероховатость обработки указанных поверхностей- по 7-8-му классам.
В результате термической обработки поверхностная твердость зубьев цементируемых зубчатых колес должна быть в пределах НRС 55-60 при глубине слоя цементации 1,0-2,0 мм. При цианировании твердость НRС 42-53; глубина слоя должна быть в пределах 0,5- 0,8 мм.
Твердость не закаливаемых поверхностей обычно находится в пределах НВ 180-270.
Заготовки зубчатых колес для автомобиле-, тракторо- и станкостроения обычно изготовляются по 7-й и 8-й степеням точности.
Технологические методы обработки зубчатых колес
Основными факторами, влияющими на характер технологического процесса обработки зубчатых колес, являются: конструкции и размеры зубчатого колеса; вид заготовки и материал; требования к точности и качеству термической обработки колеса; годовая программа производства.
Конструкция колеса существенно влияет на последовательность его обработки и подбор необходимого оборудования.
Вся первичная обработка венцового зубчатого колеса производится в трехкулачковом патроне с зажатием специальными кулачками по коническим поверхностям колеса.
Зубчатое колесо со ступицей, как правило, обрабатывается в начальной стадии на оправке, а зубчатое колесо с валиком — в центрах.
Конструкция колеса влияет на способ нарезания зубьев. Например, при незначительном промежутке между двумя зубчатыми венцами блочного колеса обработку венцов производят на зубодолбежном станке, при достаточном расстоянии между венцами применяют фрезерование зубьев. Это в равной степени относится и к отделочным операциям - шлифованию и шевингование зубьев.
Зубчатые колеса с наружным диаметром 50-55 мм и более изготовляются из поковок и штамповок на станках патронного типа с предварительной обработкой отверстия.
Характер технологического процесса обработки зубчатых колес зависит от требуемой точности, качества поверхности и термической обработки зубчатого колеса. Технологический процесс изготовления зубчатого колеса можно разделить на четыре основных этапа: 1) черновая и чистовая обработка заготовки; 2) нарезание зубьев; 3) термическая обработка; 4) отделочные и доводочные операции после термической обработки.
Методы нарезания цилиндрических зубчатых колёс. Нарезание шевронных зубчатых колёс. Нарезание колёс внутреннего зацепления. Методы отделки зубчатого венца цилиндрических колёс. Контроль точности зубчатых колёс.
Нарезание зубьев производится методами копирования и обкатки. Метод копирования применяется в единичном производстве, а также для нарезания крупномодульных колес. Он обладает низкой производительностью и точностью (9 – 11 степень). Нарезание цилиндрических зубчатых колес с прямыми и косыми зубьями производится модульными дисковыми или пальцевыми фрезами. Профиль фрезы соответствует профилю впадины зубъев. Фрезы изготавливаются набором из 8 или 15 штук для каждого модуля. Такое количество фрез в наборе необходимо потому, что для различного числа зубьев одного модуля размеры впадин между зубьями различны. Каждая фреза предназначена для определенного интервала числа зубьев. Обычно применяют набор из 8 фрез, обработка которыми позволяет получать зубчатые колеса 9 степени точности. Для изготовления более точных колес применяется набор из 15 или 26 фрез.
Нарезание зубьев производится на универсально-фрезерных станках с помощью делительной головки. Делительная головка устанавливается на столе фрезерного станка. С ее помощью имеется возможность точно поворачивать зубчатое колесо на угол, соответствующий шагу зубьев.
Метод обкатки получил широкое применение, т.к. обеспечивает высокую точность и производительность. При нарезании имитируется процесс зубчатого зацепления. Нарезание зубьев производится червячными фрезами, долбяками и рейками.
Червячными фрезами нарезают прямые и косые зубья на зубофрезерных полуавтоматах моделей 5303ПТ, 5304В, 53А20 и пр. Наибольший диаметр заготовок, обрабатываемых на этих станках, изменяется в диапазоне 20 – 3200 мм, модуль от 1 до 35 мм. При нарезании косозубых колес фрезу устанавливают так, чтобы углы подъема винтовых линий зубьев фрезы и колеса совпадали. Фрезерование зубьев ведут с осевой или с радиальной подачей. В первом случае фрезу устанавливают сразу на полную высоту зубьев и она имеет одно движение подачи вдоль оси колеса. Во втором случае фреза работает сначала с радиальной подачей, а затем с осевой подачей. Нарезание зубьев с модулем до 5 мм производится за один рабочий ход. Зубья с большим модулем нарезают за два или три перехода с промежуточными припусками. Точность зубофрезерования соответствует 7 – 8 степени точности зубчатых колес с шероховатостью поверхности до 0,63 мкм.
Недостатком зубофрезерование является неравномерность износа зубьев фрезы, т.к. почти весь припуск удаляется первыми двумя-тремя зубьями. Для более равномерного износа зубьев кинематикой станка задают фрезе дополнительное перемещение вдоль ее оси или переустанавливают фрезу в осевом направлении после нарезания определенного количества зубчатых колес.
Долбяками нарезают прямые и косые зубья на зубодолбежных полуавтоматах моделей 5111, 5122, 5М161 и пр. Наибольший диаметр заготовки обрабатываемых на этих станках изменяется в диапазоне 80 – 1250 мм, модуль – в пределах 1 – 12 мм. Зубчатое колесо и долбяк в процессе обработки вращаются. Долбяк при этом совершает возвратно-поступательное движение вдоль своей оси с числом двойных ходов в минуту от 33 до 1600 в зависимости от типоразмера станка. При нарезании косозубых колес зубья долбяка расположены также по винтовой линии с тем же углом подъема, что и у зубчатого колеса. В этом случае при нарезании долбяк получает добавочное вращение по винтовой линии от специального копира. Нарезание зубьев ведется за один, два или три рабочих хода. Под рабочим ходом понимается один оборот заготовки в процессе обработки. При обработке за один рабочий ход долбяк устанавливается на полную высоту зубьев. При большем числе ходов долбяк в процессе резания постепенно перемещается к центру зубчатого колеса от копира или при помощи винтовой передачи. Преимуществом обработки зубьев долбяком является возможность нарезания колес для передач с внутренним зацеплением, а также многовенцовых колес с близко расположенными венцами, когда нет выхода для червячной фрезы. Точность и шероховатость поверхности при обработке на зубодолбежных станках та же, что и на зубофрезерных.
Рейками или гребенками нарезают прямые и косые зубья на зубострогальных станках. При нарезании косозубых колес рейка поворачивается на угол наклона зубьев. Технология изготовления и переточки изношенных реек проще, чем фрез и долбяков. Однако производительность нарезания рейками ниже, чем фрезами и долбяками. Поэтому широкого применения этот инструмент при нарезании зубьев не получил.
Для достижения высокой точности и малой шероховатости поверхности зубьев после нарезания производится их отделка.
Способы отделки зубьев:
- шлифование - производится методом копирования или обкатки шлифовальным кругом;
- шевингование - выполняется специальным инструментом шевер-шестерней или шевер-рейкой (обкатывая обрабатываемое колесо, шевер отделывает зубья до требуемых точности и шероховатости поверхности);
- притирка - производится с помощью специального чугунного колеса (притира), находящегося в зацеплении с обрабатываемым колесом.
Точность зубчатых колес существенно влияет на уровень шума в передаче, плавность и долговечность ее работы. Основными показателями точности зубчатых колес являются:
Кинематическая точность - характеризуется погрешностью угла поворота колеса за один оборот шестерни и связана с накопленной ошибкой шага. Важна для механизмов, где требуется точность передаточного отношения.
Плавность работы – характеризуется колебаниями скорости вращения колеса при равномерном вращении шестерни в пределах одного оборота. Связана с ошибками шага и профиля зубьев. Влияет на динамические нагрузки и шум при работе передачи.
Пятно контакта зубьев – размер пятна влияет на величину контактных напряжений на боковой поверхности зубьев. Оказывает влияние на долговечность работы передачи.
Боковой зазор между нерабочими поверхностями зубьев при их контакте по рабочим поверхностям характеризуется свободным вращением колес без заклинивания зубьев. Этот зазор важен для реверсивных передач, а также для работающих при высокой температуре.
По ГОСТ 1643—81 установлено 12 степеней точности зубчатых колес передач (в порядке убывания точности): от 1 до 12. Для степеней точности 1 и 2 допуски в стандарте не указаны. Эти степени оставлены для дальнейшего развития, чтобы не вводить как в других стандартах обозначения с нулем (0 или 01). Наиболее широко в машиностроении применяются колеса 6 – 8 степени точности. В приборостроении и станкостроении используются колеса 5 степени точности. В открытых передачах используются колеса 9 степенью точности.
Независимо от степени точности стандартом установлены нормы точности на боковой зазор, который обозначен в порядке увеличения: Н, Е, Д, С, В, А. Зазор в сопряжении Н минимален и равен нулю. Обычно рекомендуется сопряжение В.
Точность зубчатых колес в силовых передачах выбирается в зависимости от скорости вращения, а точность зубчатых колес в кинематических передачах выбирается в зависимости от назначения этих передач. Для точных зубчатых колес нормируется также торцевое и радиальное биение. Посадочное отверстие выполняется по 7 квалитету, а для прецизионных колес по 5 – 6 квалитету.
Служебное назначение конических колёс. Технические требования, материалы и методы получения заготовок. Особенности нарезания конических зубчатых колёс. Контроль конических колёс.
Конические зубчатые колеса, как и цилиндрические, могут относиться к деталям классов «втулка» и «вал», что определяет выбор технологического процесса их изготовления. Вместе с тем конструкции конических зубчатых колес имеют свои специфические особенности, существенно влияющие на построение отдельных операций технологического процесса. Условием правильной работы конической зубчатой пары является совмещение вершин делительных конусов в одной точке; смещение ведет к нарушению правильности зацепления с искажению формы и положения пятна контакта.
У заготовок конических зубчатых колес нормируются следующие параметры: посадочное отверстие d у насадных колес или базовые шейки d1 и d2 у валковых шестерен, опорные торцы; расстояние МK от базового торца по линии пересечения переднего и заднего конусов; наружный диаметр De; ширина венца В; угол переднего jB и заднего j3 конусов.
Допуски на диаметр базового отверстия (или шейки) для заготовок конических колес, а также предельные отклонения наружного диаметра заготовки и торцевое биение базового торца назначаются исходя из тех же соображений, что и при назначении допусков на заготовки для цилиндрических колес.
Наиболее значимой на первом этапе является чистовая токарная обработка заготовки зубчатого колеса. В большинстве случаев чистовая токарная обработка конических колес производится или в две операции, или, по крайней мере, за два установа. Первая чистовая токарная операция (или первый установ) состоит из обработки базового торца и наружной поверхности колеса; во второй токарной операции (или втором установе) производится обточка конусов и других поверхностей. При этом за базу принимают торцевые поверхности, обработанные в первой операции. Для конических зубчатых колес с косыми зубьями, имеющих опорный монтажный торец со стороны малого дополнительного конуса, обработка опорных поверхностей производится во второй операции. Для уменьшения перестроек резцов на размер иногда обтачивание наружного конуса выделяют в отдельную операцию.
В некоторых случаях, когда обработка наружных поверхностей конического зубчатого колеса выполняется с использованием гидрокопировальных устройств, допускается одновременная обработка конусов и опорных торцов.
Правильность угла и расстояние от вершины наружного конуса до монтажного торца в массовом и крупносерийном производстве проверяют предельными скобами — проймами; в мелкосерийном и единичном производстве — шаблонами на углы.
Конические зубчатые колеса класса «втулка» в первой чистовой токарной операции обтачивают обычно на разжимной шпиндельной оправке; вторую чистовую операцию выполняют также на шпиндельной разжимной или центровой оправке с упором.
Изготовление деталей червячных передач. Служебное назначение, технические требования. Материал и методы получения заготовок. Типовой технологический маршрут изготовления червяков. Методы нарезания и отделки винтовой поверхности червяков.
Распространены червяки: архимедовы, эвольвентные, конволютные и глобоидные. Архимедовы червяки чаще всего нарезаются на токарных станках, при этом прямолинейные режущие кромки резцов располагаются в осевом сечении так же, как при нарезании трапецеидальной резьбы. Винтовая поверхность такого червяка называется архимедовой, так как с торцовой поверхности его она образует архимедову спираль. Такие червяки представляют обычный винт с трапецеидальной резьбой.
При крупносерийном производстве архимедовы червяки фрезеруют дисковыми фрезами с криволинейными режущими кромками. Шлифование таких червяков осуществляют дисковым конусным или тарельчатым кругом с припуском 0,1—0,2 мм на сторону в зависимости от модуля червяка. В крупносерийном и массовом производстве шлифование профиля витков червяка с крупным модулем (3 и более) осуществляется на специальном червячно-шлифовальном станке коническим дисковым кругом большого диаметра (800 мм и более). Этот метод обеспечивает большую производительность. Таким кругом можно получить разные профили червяка путем его перемещения в горизонтальной плоскости. Шлифование производится при трех движениях: вращении круга, медленном вращении червяка и поступательном перемещении круга на величину одного шага (хода для многозаходных червяков) за один оборот изделия.
Для отделки витков червяков ответственных передач применяют притирку их чугунными или фибровыми притирами, имеющими форму червячного колеса. В качестве абразивного материала применяют микропорошки с маслом, а для получения высокой чистоты поверхности — пасты ГОИ.
Эвольвентные червяки нарезаются на токарных станках с раздельной обработкой каждой стороны витка при смещении прямолинейных режущих кромок резцов на величину радиуса основного цилиндра винтовой эвольвентной поверхности.
Такие червяки обычно фрезеруют фасонными дисковыми, пальцевыми фрезами и фрезами-улитками, а шлифуют их плоской стороной тарельчатого шлифовального круга.
Эвольвентный червяк можно рассматривать как цилиндрическое зубчатое колесо с малым числом спиральных зубьев, имеющих большой угол наклона.
В крупносерийном и массовом производстве нарезают архимедовы и эвольвентные червяки обкаточными дисковыми резцами, подобными зуборезным долбякам, на специальных станках. Подача осуществляется инструментом в осевом направлении заготовки червяка при вращении его и резца.
Червяк с прямосторонним профилем в нормальном сечении витка называют конволютным. Нарезают его резцами, расположенными нормально к боковым поверхностям витка.
Нарезание глобоидных червяков требует применения специальных устройств на зубофрезерных станках. С помощью ходового винта головка по нониусу устанавливается на требуемый радиус нарезки. Пальцевая фреза имеет прямолинейный профиль с углом конусности, равным двойному профильному углу впадины червяка. Предварительное фрезерование червяка производится обычно в один или два прохода с припуском 0,3 — 0,5 мм на толщину витка под чистовые проходы.
При нарезании многозаходного червяка деление на заходы осуществляется вручную через гитару дифференциала по цепи круговой подачи.
Предварительное и окончательное нарезание глобоидного червяка можно осуществлять специальной многорезцовой головкой. Профилирующие резцы 1 и 3 обтачивают боковые стороны витка, а резец 2 обтачивает заготовку червяка по наружному глобоиду с круговой подачей головки. Чистовое нарезание глобоидкого червяка можно производить универсальной резцовой головкой с круговой подачей при точно выдержанном межосевом расстоянии.
После нарезания витков червяк обычно подвергают термообработке с последующим шлифованием опорных шеек и витков. Отделку червяков осуществляют притиркой либо обкаткой закаленным роликом.
Диаметральные и линейные размеры червяков проверяются обычными способами при помощи предельных скоб, микрометров и т. п. Наиболее сложной операцией контроля червяков является проверка среднего диаметра витков, концентричности оси их с осью опорных шеек, угла профиля витков и равномерности шага. Средний диаметр червяка проверяется специальной индикаторной скобой, у которой два неподвижных зуба 2 вводятся во впадины червяка, а верхний подвижный зуб 1, находящийся также во впадине, связан с индикатором.
Угол профиля витков проверяется при помощи нормальных угловых шаблонов с базой от наружного диаметра. Осевой шаг червяка проверяется на приборе с индикатором.
Типовой технологический маршрут изготовления червячных колёс. Методы нарезания червячных колёс. Контроль деталей червячных передач.
По своему служебному назначению червячные передачи подразделяются на кинематические и силовые.
Кинематические червячные передачи применяют в различных механизмах делительных цепей металлорежущих станков и других случаях для обеспечения высокой точности относительного поворота.
Силовые червячные передачи применяют в редукторах, коробках скоростей и других механизмах для передачи крутящих моментов при больших передаточных отношениях.
Различают 12 степеней точности червячных передач, для соответствующей степени точности регламентируются нормы точности на червяки, червячные колеса и на сборку червячных передач.
Кинематические червячные передачи изготовляют по 3-6 степени точность. Силовые – 5-9 степень точности.
Червячные колеса целиком или их венец изготовляют из различных бронз. Заготовки червяков в зависимости от программы выпуска получают ковкой, штамповкой, поперечно-винтовой прокаткой, из проката. Заготовки червячных колес получают литьем или из проката.
Технологический маршрут изготовления червяков и червячных колес.
Типовой технический маршрут изготовления червяков включает в себя следующие основные операции:
Фрезерование торцов и их зацентровка.
Черновая и чистовая токарная обработка наружных поверхностей.
Черновое и чистовое нарезание витков червяка.
Черновое шлифование наружных поверхностей и торцов.
Черновое шлифование витков червяка.
Термическая обработка (цементация, закалка).
Чистовое шлифование наружных поверхностей и торцов.
Чистовое шлифование профиля витков червяка.
Контроль.
Технологическими базами при обработке червяков–валов являются центровые отверстия, а при обработке червяков–втулок отверстия, при обработке на оправке.
Технологический процесс изготовления червячного колеса незначительно отличается от технологического изготовления цилиндрических зубчатых колес.
Окончательная обработка и нарезание составных червячных колес производится в сборе.
Токарная обработка наружных поверхностей червяков–валов производится на токарных станках с ЧПУ. В крупносерийном и массовом производстве – на одношпиндельных или многошпиндельных токарных полуавтоматах.
Нарезание витков червяка в единичном и мелкосерийном производстве производится профильными резцами на токарно-винторезных станках. Требуемый профиль витка обеспечивается за счет соответствующей установки резца. Нарезание профильными резцами является малопроизводительным методом, но получило широкое распространение вследствие простоты наладки и относительно невысокой стоимости режущего инструмента.
Фрезерование витков может производиться на универсально-фрезерных, резьбофрезерных и на специальных станках для нарезания червяков. В качестве режущих инструментов применяется дисковые и пальцевые фрезы. Фрезерование используется главным образом для чернового нарезания витков. Пальцевые фрезы применяют для нарезания крупномодульных червяков в единичном и мелкосерийном производстве. Нарезание червяков червячными фрезами может производиться на универсальных, зубофрезерных и шлицефрезерных станках. Метод является производительным и обеспечивает 8-9 степень точности.
В крупносерийном и массовом производстве нарезание червяков может производиться круглыми долбяками на специальных станках или на универсальных зубофрезерных, оснащенных суппортом для осевого перемещения долбяка. При обработке долбяк и червяк вращаются, и одновременно происходит перемещение долбяка вдоль оси червяка.
Метод обеспечивает высокую производительность и достаточную точность обработки.
В крупносерийном производстве нарезание червяков может производиться вихревым методом с помощью кольцевых резцовых головок аналогично нарезанию резьбы на токарных станках. Метод может применяется для нарезания червяков большого модуля и имеет высокую производительность.
Накатывание витков червяка является наиболее производительным методом и производится на роликовых накатных станках, где получение червяков производятся в холодном состоянии, при использовании двухроликовых станков, и с нагревом заготовки ТВЧ на трехроликовых станках. При холодном накатывании обеспечивается 8 степень точности.
Нарезание червячных колес производится на зубофрезерных станках по методу радиальной, тангенциальной или комбинированной подачи.
Метод радиальной подачи обеспечивает высокую производительность и применяется для чернового нарезания зубьев червячной фрезой, при этом фреза и колесо вращаются, а фреза также поступательно перемещается к центру нарезаемого колеса.
При нарезании колес с тангенциальной подачей фреза устанавливается на заданном межосевом расстоянии и получает движение подачи вдоль своей оси. Метод обеспечивает высокую точность и применяется для чистового нарезания зубьев червячной фрезой.
При нарезании с комбинированной подачей фреза получает радиальную подачу (черновой ход), а затем тангенциальную (чистовой ход).
В условиях единичного и мелкосерийного производства, а также при обработке колес крупного модуля, зубья получают с помощью резцов-летучек по методу тангенциальной подачи. Нарезание обычно производится последовательно двумя резцами (черновым и чистовым) закрепленными на оправке. Они представляют собой как бы однозубую фрезу. Метод удобен при обработке небольших партий колес нестандартного модуля, когда стоимость резцов немного меньше червячных фрез.
Черновое нарезание зубьев червячного колеса может производиться дисковыми фрезами на универсально-фрезерных станках с делительной головкой.
Шевингование является заключительной операцией обработки червячного колеса с получением 6-ой степени точности и выше. Оно производится методом радиальной подачи, при беззазорном зацеплении, и методом окружной подачи. В обоих случаях вращение колеса осуществляется вращением фрезы-шевера или червячного шевера. Шевингование выполняется после фрезерования или нарезания резцом-летучкой. После шевингования одной стороны зуба направление вращения шевера изменяется и производится обработка другой частью шевера.
Окончательная обработка поверхностей червяка может выполняться шлифованием, притиркой, полированием.
Боковые поверхности витков червяка шлифуют на специальных станках для червяков и универсальных резьбошлифовальных станках дисковыми, чашечными и пальцевыми кругами.
Для уменьшения шероховатости поверхностей витков червяка применяется притирка на специальных или универсальных токарных станках. В качестве притира используется чугунное или текстолитовое червячное колесо, устанавливаемое на валу и вводимое в зацепление с вращающимся червяком. Для обработки всех витков по длине суппорт совершает возвратно-поступательные движения вдоль червяка, а в зону зацепления подается абразивная смесь. Витки сильно нагружаемых червяков для снижения шероховатости полируются с помощью фетровых или войлочных кругов, насыщенных полировальной пастой.
Контроль червячных передач можно разделить на три этапа: раздельный контроль колеса и червяка после их окончательной обработки, контроль комплекта (пары) колеса и червяка перед сборкой, контроль червячной передачи в собранном агрегате.
У червячного колеса контролируют: погрешность шага и накопленную погрешность шага, толщину зуба, форму и расположение пятна контакта в паре с червяком, кинематическую точность на приборе в однопрофильном зацеплении с сопряженным червяком или со специальным эталоном для передач высокой точности и комплексную погрешность в двухпрофильном зацеплении для передач невысокой точности.
Погрешность окружного шага червячного колеса чаще определяют специальным прибором непосредственно на зуборезном станке в процессе нарезания зубьев. Во время медленного вращения стола станка с обрабатываемым червячным колесом два измерительных штифта прибора последовательно вводятся в соседние впадины зуба на полный оборот колеса. Результаты измерения автоматически вычисляются и записываются; на одном графике - погрешность шага от зуба к зубу, на другом - накопленная погрешность. Контроль погрешности шага и накопленной погрешности выполняют также на специальных приборах вне станка.
У червяка контролируют: форму профиля, погрешность угла подъема витка, шаг между витками, толщину зуба, радиальное биение.
Основные параметры контролируют на приборе для контроля червячных фрез. Ряд параметров можно контролировать на эвольвентомере, шагомере и т. д. Перед сборкой у червячного колеса и сопряженного червяка в паре контролируют форму и расположение пятна контакта на зубьях колеса и кинематическую точность. Первый параметр определяет качество зацепления, второй - точность изготовления червячной передачи.
Пятно контакта и кинематическую точность червячной передачи в однопрофильном зацеплении проверяют на специальном контрольном приборе с электронным и записывающим устройствами при номинальном межосевом расстоянии. Перед контролем пятна контакта зубья колеса покрывают тонким слоем краски (суриком с маслом), затем при легком торможении передачу вращают в обоих направлениях.
Пятно контакта, характеризующее правильность зацепления, должно располагаться в средней части ширины зубчатого венца без выхода на головку, ножку и концы зубьев. Для высоконатруженных передач длина пятна контакта равна примерно половине ширины зубчатого венца колеса. У скоростных передач больших ограничений в размере пятна контакта не делают, чтобы не вызвать повышения уровня звукового давления вследствие уменьшения коэффициента перекрытия.
При изготовлении точных червячных передач особое значение приобретает контроль кинематической точности в однопрофильном зацеплении. Этот метод позволяет сравнивать точность и равномерность вращательного движения контролируемой передачи с точностью и равномерностью почти идеальной исходной передачи. Измерение осуществляют с помощью двух электронных устройств: одно устанавливают на шпинделе червячного колеса, другое - на шпинделе червяка. Сравнение проводят с предварительно установленным передаточным числом. Отклонения регистрируются на графике, по которому можно определить погрешности отдельных параметров зубчатого зацепления.
Контроль кинематической точности червячной передачи в сочетании с проверкой пятна контакта позволяют выявить погрешности зубчатого зацепления и иметь представление о характеристике червячной передачи в рабочих условиях. На приборе можно контролировать боковой зазор в червячной передаче и погрешности межосевого угла. Сборка является наиболее ответственной операцией, которая в значительной степени определяет работоспособность червячной передачи в собранном агрегате. При сборке высоконагруженных червячных передач главное внимание уделяют форме и расположению пятна контакта. Контакт проверяют после определенного периода прикатки, он должен быть таким же, как при обкатке червячной передачи на контрольном приборе перед сборкой. На этом этапе пятно контакта зависит не только от качества изготовления передачи, но и от правильности сборки передачи в корпусе и точности изготовления деталей агрегата.
Разработка технологического процесса сборки машин. Служебное назначение машины, анализ технических требований. Соответствие и достаточность технических требований служебному назначению.
Задачей каждого технологического процесса является экономичное изготовление машин, отвечающих их служебному назначению. Для успешного решения этой задачи разработку технологического процесса изготовления машины нужно вести в следующей последовательности:
изучение служебного назначения машины, технических требований, норм точности и критический анализ их соответствия служебному назначению;
ознакомление с намечаемым количественным выпуском машин в единицу времени и по неизменяемым чертежам;
изучение рабочих чертежей машины и их критический анализ с точки зрения возможности выполнения машиной ее служебного назначения, методов достижения геометрической точности, заложенных в конструкцию, технологичности конструкции машины;
разработка технологии общей сборки машины и сборки ее сборочных единиц;
изучение служебного назначения деталей, технических требований, норм точности и критический анализ их соответствия своему служебному назначению, а также анализ технологичности конструкции деталей;
выбор наиболее экономичных способов получения заготовок, обеспечивающих требуемое качество деталей;
7) разработка технологических процессов изготовления деталей;
8) планировка оборудования и рабочих мест;
9) оформление заказов на проектирование и изготовление оборудования, приспособлений и инструментов;
10) внесение в технологический процесс коррективов и устранение допущенных ошибок и недочетов.
Под служебным назначением машины понимается четко сформулированная и предельно уточненная задача, для решения которой создается машина.
Формулировка служебного назначения машины должна содержать не только общую задачу, для решения которой создается машина, но и все дополнительные условия и требования, которые эту задачу максимально уточняют и конкретизируют.
Формулировка служебного назначения машины должна в первую очередь содержать следующие сведения:
1. Данные о продукции, которая будет производиться машиной – чертежи изделий, их подробное описание.
2. Показатели производительности, которой должна обладать машина – программа выпуска изделий, их количество.
3. Описание технологических процессов изготовления изделий на данной машине.
4. Эстетические, эргономические, требования, требования техники безопасности, которые должны быть учтены при проектировании машины.
5. Требования к экономической эффективности, долговечности и надежности машины.
6. Перечень условий, в которых машине предстоит работать и производить продукцию требуемого качества с заданной производительностью.
При этом по каждому показателю служебного назначения должно быть установлено численное значение с указанием его допустимых отклонений.
Анализ технических требований и норм точности. Технические требования и нормы точности являются результатом преобразования качественных и количественных показателей служебного назначения изделия в показатели размерных связей его исполнительных поверхностей. Так как технические требования и нормы точности являются отражением служебного назначения изделия, то, приступая к разработке технологического процесса, необходимо глубоко понимать смысл тех требований, которые предъявляются к качеству изготовляемого изделия, и иметь уверенность в том, что они разработаны правильно.
Разработка технических требований и норм точности на создаваемое изделие является сложной задачей. Нередки случаи, когда конструкторы задают технические требования в неявном виде. Технологам в таких случаях приходится уточнять и даже дополнять недостающие технические требования или переводить на язык цифр условия, заданные лишь на качественном уровне.
Анализ соответствия технических требований и норм точности служебному назначению изделия основывается: на теоретических исследованиях физической сущности явлений, сопутствующих работе изделия: на проведении экспериментов на опытных образцах, макетах или первых экземплярах изделия; на изучении опыта эксплуатации изделия аналогичного типа; на основании опыта, которым обладает технолог, выполняющий анализ.
Сформулированные технологом предложения по уточнению как служебного назначения, так и технических требований должны быть доведены до сведения конструктора и заказчика.
Анализ соответствия норм точности и технических требований служебному назначению изделия, так же, как и разработка их при конструировании, предполагает решение прямой задачи. Только переходя от служебного назначения изделия к техническим требованиям и нормам точности, можно понять логику их разработки и установить правильность и достаточность. Поэтому технолог, как и конструктор, должен владеть методом разработки норм точности и технических требований к изделию.
Исходными данными для установления норм точности изделия могут являться требования к качеству продукции, которую должно производить изделие, производительности и долговечности изделия и др. В конечном счете соблюдение этих требований зависит от точности формы, размеров, относительного положения и движения исполнительных поверхностей изделия, т.е. от точности размерных и кинематических связей исполнительных поверхностей.
Разработка схемы сборки. Выбор организационной формы технологического процесса сборки. Определение числа рабочих-сборщиков. Циклограмма сборки. Выбор средств механизации и автоматизации технологического процесса сборки. Объединение сборочных переходов в операции. Планировка сборочного участка.
Технологическая схема сборки показывает, в какой последовательности необходимо выполнять соединение и закрепление деталей и узлов, из которых состоит изделие. Схему общей сборки изделия строят следующим образом.
-Лист бумаги делят на зоны: деталей, комплектов, подузлов и узлов.
- Каждый элемент, входящий в изделие, обозначается прямоугольником, разделенным на три части, в которых записывают: наименование элемента; количество данных элементов; индекс элемента.
В качестве индекса для детали принимают ее номер по спецификации. Для сборочных единиц – групп (узлов) – номер базовой детали по спецификации, перед которым ставят буквы СБ (например, СБ.5).
Для подгрупп (подузел) различных порядков – номер базовой детали по спецификации, перед которым ставят цифру, обозначающую порядок подгруппы и буквы СБ (например, 1СБ.16).
Местоположение условных обозначений деталей и сборочных единиц показывает последовательность из поступления на сборку.
Линии со стрелками обозначают направление их движения и характер выполняемого процесса сборки или разборки.
Технологическая схема сборки снабжается надписями, поясняющими основные работы, выполняемые при сборке. Короткие надписи делают на выносимых линиях, которые проводя от линии сборки. Длинные надписи выносят в примечания, которые обозначают порядковыми номерами, проставленными у места присоединения соответствующих прямоугольников к линии сборки.
Выявляют работы, выполняемые при сборке изделия, на основе анализа узловых чертежей деталей, а также конкретных условий, в которых выполняется сборка. При выявлении сборочных работ необходимо определить, какие из них можно и целесообразно выполнить вне общей и узловой сборки как подготовительные. К таким работам относятся: большинство работ по механической обработке, выполняемой в сборочном цехе: ряд работ из группы б) (распаковка и др.), если это не приводит к ухудшению качества поступающих на сборку узлов и деталей: изготовление отдельных простых деталей, когда оно не связано с работой «по месту».
Остальные работы: выполнение соединений деталей и узлов; работы, обусловленные методами пригонки, регулировки и проверки правильности соединений деталей и узлов в процессе сборке, - составляют основное содержание узловой и общей сборки.
После выявления сборочных работ составляют их перечень в последовательности, предусмотренной схемой сборки и определяют затраты времени на их выполнение. Перечень должен быть настолько подробным, чтобы можно было нормировать по имеющимся нормативам. Для этого необходимо предварительно изучить структуру и содержание используемых нормативов.
Уточнение типа и организационной формы производства.
Для заданной программы рассчитывается номинальный темп выпуска (мин.);
TН = 60Фгод/ N год
где: Фгод – годовой фонд рабочего времени, ч: принимается: при односменной работе номинальный фонд Фгод = 2070ч, при двух сменной – Фгод = 4140ч, Nгод – годовая программа, шт.
Затем, исходя из технологической схемы сборки, определяют характерные операции, из которых должен состоять проектируемый технологический процесс сборки, и приближенно рассчитывают продолжительность, используя составленный перечень работы.
Операция должна представлять собой технологически законченный этап сборки.
Одним из признаков, характеризующих законченность этапа, является то, что выполненная на данной операции сборка не нарушается при изменении положения и транспортировке объекта.
Если темп выпуска значительно выше средней продолжительности характерных сборочных операций, то сборку ведут по принципам серийного производства. В этом случае на каждом рабочем месте в течении года будет выполнятся сборка различных изделий или узлов.
По форме организации сборка может быть поточной, подвижной или стационарной (при малом выпуске изделий). В случае подвижной сборке решают вопрос выбором типа транспортного средства исходя из конструкции, веса и габаритов изделия. Если темп близок или меньше средней длительности операции, то сборку ведут по принципам массового производства, закрепив за каждым рабочим местом определенную сборочную операцию. В этом случае сборку выполняют поточным методом, при чем приемлемой величиной средней продолжительности сборочных операций можно сочетать токую, при которой средний коэффициент загрузки по точной линии не ниже 0,85.
Проектирование операций условий среднего производства
1. Объединив выявленные сборочные работы, выполняют компоновку сборочных операций, учитывая:
− количество рабочих – сборщиков
− содержание операции как технологический законченного этапа сборки, выполняемого на одном рабочем месте.
Количество рабочих, необходимое для выполнения заданной программы, может быть рассчитано по формуле
Р = (Тр - Тс)/(tH - tп)р
где Тр – расчетная суммарная трудоемкость всех переходов сборки; Тс – расчетная трудоемкость совмещенных во времени переходов; tН – номинальный такт выпуска; tП – расчетное время перемещение собираемого объекта с одного рабочего места на другое; р – количество параллельных потоков, необходимых для выполнения заданной производственной программы.
Выбор средств механизации сборки производится по заданной программе выпуска и комплекса работ, выполняемого при сборке изделия: комплектование и транспортирование деталей и сборочных единиц к месту сборки, координирование их с заданной точностью, соединение, проверку достигнутой точности положения и движения монтируемых деталей, регулирование, пригонку, фиксацию относительных положений деталей и сборочных единиц, транспортирование самого собираемого объекта, испытание отдельных узлов и изделия в целом, окраску.
4.Определяются схемы установки, закрепления, повороты и перестановки базового элемента в процессе сборки.
5. Выполняются технологические расчеты, необходимые для выбора сборочного оборудования или определения режимов его работы: усилий запрессовки, клепки, развальцовки, температуры нагрева или охлаждения присоединяемых деталей и пр.
6. Уточняется составленный перечень сборочных работ и время их выполнения. Спроектированные операции записываются в технологические карты сборки. В картах указывается норма времени на каждый укрупненный переход операции по всем приемам откорректированного перечня работ.
7. В случае необходимости к технологическим картам прилагаются эскизы, поясняющие выполнение указанных в карте сборочных работ, проверок, испытаний.
Построение циклограммы сборки
После разработки схемы сборки, составления сборочных работ, т.е. перечня сборочных работ и их нормирования, стоят циклограмму сборки.
Циклограмма сборки позволяет:
1 установить возможно более короткий цикл сборки путем совмещения во времени выполнения отдельных переходов;
2 наиболее рационально выполнить компоновку операции сборки из намеченных переходов, обеспечить их синхронизацию, т.е. равенство или кратность их длительности темпу сборки;
3 внести необходимые изменения в конструкцию изделия, совершенствующие ее технологичность, а также в технологический процесс сборки.
Последовательность выполнения работ при разработке общей компоновки и планировки оборудования сборочного цеха определяется руководящими материалами отрасли и состоит из следующих этапов.
Первый этап – предварительная компоновка отделений цеха (без планировки цеха). В этой стадии решается предварительно вопрос о расположении сборочного цеха и его отделений относительно пролетов механического цеха.
Второй этап – планировка оборудования по делениям цеха на основе разработанной технологии и уточнение площадей от делений.
Третий этап – компоновка и планировка оборудования цеха в целом с учетом уточнений площадей по планировки оборудования всех отделений и участков.
Планировку сборочного цеха (участка) разрабатывают в следующем порядке:
1. выбранную сетку колонны наносят на миллиметровую бумагу в масштабе 1:100 или 1:200.
2. определяют ширину (количество пролетов) сборочного цеха или участка исходя из подчитанных площадей от делений .
3. выполняют компоновку площадей отделений и участков на площади всего сборочного цеха.
4. наносят на план расположения сложного оборудования и магистральных проездов.
5. определяют расположение основных производственных вспомогательных участков.
6. на сетку колонны наносят грузопотоки цеха с учетом их связей с размещением основных производственных участков.
На планировке цеха (участка) показывают:
1)сетку колонн, их оси, конструктивные размеры колонн фундаментов;
2) стенды для общей сборки изделия, его обкатки и испытания, если оно не производится на испытательной станции;
3) рабочие места (верстаки слесарей сборки комплектов и узлов сборки, стеллажи для хранения деталей и сборочных единиц), резервные сборочные места и рабочие места контролеров;
4)сборочное оборудование для выполнения соединений, металлорежущие станки в соответствии с технологическим процессом сборки;
5) оборудование для выполнения вспомогательных работ, вынесенных из узловой и общей сборки;
6) площади для хранения запасов деталей в специальной таре и сборочных единиц, крупных деталей (рам, станин, плит, полов) в количестве обеспечивающем бесперебойную сборку машин;
7)проходы и проезды (исходя из габаритных размеров транспортных средств и перевозимых деталей и узлов);
8)вспомогательное оборудование грузоподъемные и транспортные средства;
9)Места подвода воды, сжатого воздуха, пара и т.д.
Оборудование, а также устройство на рабочих местах и участков обозначается порядковыми номерами и вносятся в спецификацию, которая помещается в расчетно-пояснительной записки или на плане. В спецификации указываются:
− номер обозначений на плане;
− наименование оборудований или устройства;
− характеристика оборудования (основные размеры, грузоподъемности, площадь и т.д.);
− мощность электродвигателей оборудования и устройств.
При разработке общей компоновки и планировки сборочного цеха (участка) необходимо руководствоваться методическими положениями по разработке технологических планировок, нормами технологического проектирования, руководящими материалами по охране труда и техники безопасности, производственной санитарии и пожарной безопасности, а так же системой стандартов безопасности труда.
Задача достижения требуемой точности машины. Выявление и расчет конструкторских и технологических размерных цепей. Особенности достижения требуемой точности при сборке типовых узлов машин. Монтаж валов на опорах скольжения. Уменьшение осевого и радиального биения валов на опорах скольжения. Монтаж валов на опорах качения. Уменьшение осевого и радиального биения. Обеспечение заданного натяга в опорах качения. Достижение требуемой точности положения вала относительно основных баз корпусной детали.
Обеспечение точности создаваемой машины сводится к достижению требуемой точности замыкающих звеньев размерных цепей, заложенных в ее конструкцию, и размерных цепей, возникающих в процессе изготовления машины. Также точность сборки может быть обеспечена методами полной взаимозаменяемости, неполной (частичной) взаимозаменяемости, групповой взаимозаменяемости, регулирования и пригонки.
Сборка методом полной взаимозаменяемости может быть осуществлена, если допуск замыкающего звена рассчитывают по предельным значениям допуска на размеры составляющих звеньев. Метод целесообразен в серийном и массовом производстве при коротких размерных цепях и отсутствии жестких допусков на размер замыкающего звена.
Сборка методом неполной (частичной) взаимозаменяемости заключается в том, что допуски на размеры деталей, составляющие размерную цепь, преднамеренно расширяют для удешевления производства. Метод целесообразен в серийном и массовом производствах для многозвенных цепей.
Сборка методом групповой взаимозаменяемости заключается в том, что детали изготавливают с расширенными полями допусков, а перед сборкой сопрягаемые детали сортируют на размерные группы для обеспечения допуска посадки.
Сборка методом регулирования заключается в том, что необходимая точность размера замыкающего звена достигается путем изменения размера заранее выбранного компенсирующего звена. Метод целесообразен в мелкосерийном производстве.
Сборка методом пригонки заключается в достижении заданной точности сопряжения путем снятия с одной из сопрягаемых деталей необходимого слоя материала шабрением, притиркой или другим способом. Метод трудоемок и целесообразен в единичном и мелкосерийном производстве.
Конструкция опор качения, правильное составление и монтаж подшипников существенно влияют на надежность и долговечность работы подшипников качения. Подшипники монтируют, чтобы обеспечивалось нужно радиальное и осевое фиксирование вала, но при этом они не должны дополнительно загружаться силами от высоких натяжений в посадках колец, температурных деформаций, перетяжки при монтаже, перекосов колец.
Монтаж валов на опорах скольжения
Подшипники скольжения являются опорами вращающихся деталей, работающих в условиях скольжения через слой смазки с охватывающей неподвижной поверхностью втулки или вкладыша. Втулки и вкладыши, установленные в корпусе подшипника, принимают передаваемую нагрузку и являются наиболее ответственными деталями подшипника.
Наиболее важным требованием при монтаже таких валов является создание требуемого радиального зазора между опорными шейками вала и рабочей поверхностью подшипника, величина которого определяется выбранной посадкой. Посадки с меньшим зазором обеспечивают лучшее центрирование. Посадки c большим зазором применяют для скоростных валов с меньшим удельным давлением в опорах.
По конструкции подшипники скольжения бывают следующих основных видов: втулочные, вкладышные, разъемные, конические и специальные.
Для уменьшения влияния перекосов при установке вала применяют также самоустанавливающиеся подшипники, в которых вкладыши выполняют со сферической опорной поверхностью. Специальные подшипники применяют для создания пневмо и гидростатических опор с малым коэффициентом трения. В подшипниках имеется несколько полостей (карманов), в которые под давлением подается сжатый воздух или масло. В результате в опоре создается гидро- или аэродинамический эффекта, при котором отсутствует непосредственный контакт между шейкой вала и вкладышем.
Гидростатические опоры применяют для создания высокой точности вращения, а также для тяжело нагруженных валов. Аэростатические подшипники применяют для валов с малыми нагрузками и высокими скоростями вращения.
Втулочные подшипники конструктивно могут быть выполнены в виде гладкой втулки или втулки с буртиком. Их устанавливают в корпус с натягам путём запрессовки с помощью пневмопрессов или из под молотка с использованием универсальной выколотки. Возможна постановка втулок с зазором на специальные самотвердеющие смеси на эпоксидной основе. Последнее применяют для малонагруженных соединений. Возможна также безударная постановка втулки. С этой целью ее предварительно охлаждают в термостате с сухим льдом до температуры 70-80С.
Для исключения перекоса и возможности образования задоров, запрессовку выполняют с использованием приспособлений для центрирования, обеспечивающих совмещение оси втулки с осью отверстия.
При установке втулки с натягом, особенно, при запрессовке, происходит ее деформация и потеря геометрической точности базового отверстия.
Для устранения коробления на поверхности отверстия оставляют припуск для чистового растачивания или развёртывания (последнее может быть выполнено вручную). Развёртывание обеспечивает требуемую точность диаметрального размера отверстия, однако оно не исправляет положение его оси относительно базы. С целью исключения возможного поворота втулки в отверстии ее закрепляют путем постановки штифтов или стопорных винтов, для этого необходимо выполнить сверление отверстия и нарезание резьбы метчиком.
Вкладышные разъёмные подшипники по конструкции могут иметь взаимозаменяемые и не взаимозаменяемые вкладыши. Взаимозаменяемые вкладыши представляют собой тонкостенные стальные полукольца (1,5…3 мм), покрытые с внутренней стороны тонким слоем баббита. Эти вкладыши после монтажа не подвергают механообработке, а к базовым поверхностям корпуса подшипника и его крышке предъявляют повышенные требования (овальность не более 0.015…0,02 мм, конусность не более 0,01… 0.015 мм на длине 100 мм). При выполнении ремонта эти вкладыши заменяют комплектом на новые.
Не взаимозаменяемые вкладыши изготавливают толстостенными (3…5 мм), после монтажа их базовое отверстие обрабатывают путем чистовой расточки и развёртывания. В случае замены таких вкладышей на новые также предусматривается чистовая обработка отверстий.
При монтаже вкладышей необходимо обеспечить их плотное прилегание по периметру полукольца. В противном случае под действием циклической нагрузки может произойти отслаивание антифрикционного слоя. Плотность прилегания обеспечивается за счёт натяга, создаваемого при превышении плоскости вкладыша над плоскостью разъема подшипника (0,05…0,1 мм).
Подшипники качения, как и подшипники скольжения, предназначены для поддержания вращающихся осей и валов. Подшипники качения состоят из двух колец - внутреннего и наружного, тел качения (шариков или роликов) и сепаратора. В зависимости от: формы тел качения различают подшипники шариковые и роликовые. Разновидностью роликовых подшипников являются игольчатые подшипники.
Основными элементами подшипников качения являются тела качения — шарики или ролики, установленные между кольцами и удерживаемые сепаратором на определенном расстоянии друг от друга.
Особенности монтажа подшипников качения
1. Радиальные роликоподшипники с одним съемным кольцом без бортов монтируют раздельно - съемное кольцо и кольцо в комплекте с роликами. При наличии на валу в обеих опорах подшипников такого типа необходима дополнительная опора (подпятник) для фиксации вала в осевом направлении. При наличии одного бурта на съемном кольце с целью фиксации вала в обоих направлениях роликоподшипники ставят враспор, т.е. с буртами в разных направлениях.
2. Игольчатый подшипник без колец (т.е. комплект игл) устанавливают на шейку вала, предварительно обильно покрытую пластичным смазочным материалом, а затем надевают корпус. При установке игольчатого подшипника без внутреннего кольца сначала в наружное кольцо набивают пластичный смазочный материал, устанавливают в нее иглы, вводят внутрь монтажную втулку диаметром на 0,1-0,2 мм меньше диаметра вала, затем в таком виде подводят к торцу вала и надвигают с втулки на вал.
3. Подшипники, устанавливаемые на вал на разрезной закрепительной втулке, фиксируют затягиванием гайки. Степень затяжки во избежание защемления тел качения из-за деформации внутреннего кольца проверяют свободным вращением от руки наружного кольца.
4. Одинарные упорные подшипники монтируют следующим образом: кольцо с меньшим внутренним диаметром устанавливают на вал, а с большим - в корпус. У двойного упорного подшипника промежуточное кольцо с меньшим внутренним диаметром монтируют на вал, а боковые кольца с большим внутренним диаметром - в корпус. При установке упорных подшипников зазор между наружным диаметром колец и корпусом в целях обеспечения самоустановки подшипника должен составлять от 0,5 до 1 мм.
5. Радиально-упорные подшипники со съемным наружным кольцом монтируют раздельно: в корпус - наружное кольцо, на вал - внутреннее кольцо с телами качения и сепаратором.
6. Радиально-упорные подшипники с целью восприятия ими осевой нагрузки обоих направлений ставят парами навстречу друг другу.
Предварительный натяг в подшипниках создается с целью устранения радиального и осевого биений узла (например, шпинделя) для повышения точности и виброустойчивости осуществляется следующими способами:
1. установкой прокладки нужной толщины между внутренними (или наружными) кольцами двух радиально-упорных шарикоподшипников с последующим стягиванием наружных (или внутренних) колец до исчезновения просвета между ними;
2. применением сдвоенных радиально-упорных шарикоподшипников, у которых одна пара колец соприкасается, а между другой парой колец имеется зазор, путем стягивания этих колец до исчезновения зазора;
3. установкой между наружными и внутренними кольцами пары шарикоподшипников двух втулок или прокладок различной высоты и последующим стягиванием колец до выборки зазора;
4. нажатием на наружное кольцо подшипника при неподвижном внутреннем с помощью витых или тарельчатых пружин.
Величину натяга в подшипниках контролируют по моменту сопротивления проворачиванию вала; момент может быть найден как произведение усилия, приложенного к динамометру, закрепленному на конце намотанной на вал веревки, на половину диаметра вала.
Условием монтажа валов является обеспечение перпендикулярности оси вала основным базом корпусной детали в заданных пределах в двух координатных плоскостях.
При монтаже подшипников на валы, их нагревают в масляных электрических ваннах до температуры 70-80С.
При монтаже в корпус их охлаждают твердой углекислотой или нагревают корпус. Собранный узел контролируют на нагрев и уровень шума.
Сборка цилиндрических зубчатых передач. Технические требования, методы достижения точности зацепления зубчатых колес. Контроль качества зацепления зубчатых колес. Сборка конических зубчатых передач. Технические требования. Методы достижения точности при монтаже конических колес. Контроль качества зацепления.
В редукторах широко применяются цилиндрические и конические зубчатые передачи с прямым и винтовым зубом различной степени точности. Технические условия на сборку зубчатых передач (6-8 степени точности) предъявляют повышенные требования к точности монтажа и зацеплению зубьев по сравнению с соответствующими параметрами зубчатых передач в агрегатах и машинах (8-11 степени точности для обработанных и 12 степень точности для необработанных.
Точность зубчатого зацепления определяется показателями кинематической точности, плавности работы и контакта зубьев. Задается также вид сопряжения, определяемый боковым зазором. Для зубчатых передач кинематическая точность оценивается наибольшей кинематической погрешностью передачи (до 8 степени точности колес), плавность работы - циклической погрешностью передачи, контакт зубьев - пятном контакта, непараллельностью осей, перекосом осей, боковой зазор - предельными, отклонениями межосевого расстояния или гарантированным боковым зазором. Точность каждой передачи определяется комплексом показателей (из числа перечисленных выше), установленных техническими условиями на сборку.
Сборка зубчатых передач включает установку и закрепление колес на валу, установку валов с колесами в корпусе, проверку и регулировку зацепления. При выполнении всех этих работ должны быть учтены требования к точности передачи.
Зубчатые колеса могут соединяться с валом при помощи цилиндрического или шлицевого соединения. Обычно для этого используются переходные посадки. Для передачи крутящего момента в цилиндрическом соединении устанавливается шпонка.
В коробках скоростей широко применяются передвижные шестерни и блоки шестерен, устанавливаемые на шлицевых валах с использованием посадок с зазором. Встречаются также зубчатые колеса (промежуточные), свободно вращающиеся на оси (пальце).
Зубчатое колесо, напрессованное на вал, может иметь следующие погрешности: радиальное биение, перекос на валу, перекосы в шпоночном соединении, неплотное прилегание ступицы к упорному буртику вала. Радиальное и осевое биения определяются с помощью индикаторных устройств.
При проверке радиального биения между зубьями последовательно закладывается цилиндрический калибр; диаметром 1,68 m, где m - модуль зубчатого зацепления. Для колес 7-8 степеней точности при диаметре 120-200 мм радиальное биение допускается 0,058-0,095 мм, а торцовое биение - до 0,05- 0,08 мм на 100 мм диаметра колеса.
До укладки валов с зубчатыми колесами в ответственных передачах должны быть проверены межосевое расстояние, параллельность и перекос осей. Проверка производится индикаторными приборами с контрольными скалками, устанавливаемыми в отверстия корпусной детали. Предельно допустимые отклонения межцентрового расстояния для колес диаметром 120—200 мм обычно составляют ±(0,065-0,105) мм. Допуски на непараллельность и перекос осей зубчатых колес 7 - 8 степени точности находятся в пределах от 0,0,17 до 0,060 мм, для колес 11 степени точности - от 0,042 до 0,120 мм.
Пятно контакта проверяется по краске (лазурь) вращением меньшего колеса. Пятна краски сопряженного колеса должны располагаться на средней части боковой поверхности зубьев.
Боковой зазор проверяется щупом, индикаторным устройством или свинцовыми проволочками диаметром 1,4-1,5S (где S - боковой зазор). Гарантированный боковой зазор (минимальный) для колес диаметром 120- 200 мм составляет обычно 0,085 - 0,170 мм. Для определения бокового зазора свинцовая проволочка сгибается в виде П-образной скобы, надевается на зуб, после чего поворачивается колесо. Боковой зазор в зацеплении равен сумме толщин сплющенных частей проволочки с обеих сторон зуба.
Одним из комплексных показателей точности зацепления зубчатой передачи является производимый ею шум. Наиболее существен этот показатель для быстроходных передач. Шум измеряется в децибелах (дБ). При окружной скорости от 5 до 10 м/с уровень шума передачи может достигать 80-100 дБ.
Сборка конических зубчатых передач имеет свои особенности, заключающиеся в том, что оси колес должны быть взаимно перпендикулярны или расположены под углом, а боковой зазор регулируется перемещением вдоль оси одного или обоих колес. Для изменения зазора применяются прокладки или регулировочные гайки.
Точность конической зубчатой передачи оценивается теми же показателями, что и цилиндрической. Значения этих показателей регламентированы в зависимости от степени точности соответствующими стандартами.
Контроль пятна контакта и бокового зазора осуществляется так же, как и при контроле цилиндрических зубчатых колес. Гарантированный боковой зазор в зацеплении конических колес при длине образующей делительного конуса от 80 до 120 мм обычно равен от 0,065 до 0,130 мм.
Сборка червячных передач. Технические требования, методы достижения точности при монтаже передач. Контроль качества зацепления.
Сборку червячной передачи начинают с проверки межцентровых расстояний корпуса редуктора. На рис. 121, а показан пример проверки угла скрещивания осей червяка и червячного колеса. Скалка 1 устанавливается вместо вала червяка, а скалка 2 - вместо вала колеса. Рычаг 3 устанавливается так, чтобы ножка индикатора 4 касалась в точках m и n скалки 1. Если угол скрещивания осей равен 90°, то показания индикатора в точках m и n должны быть одинаковы.
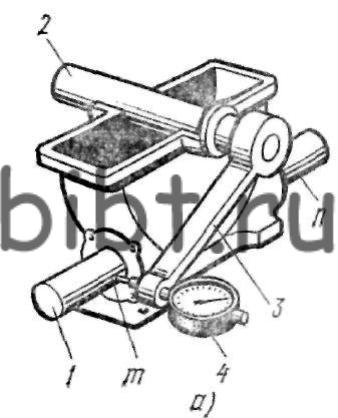
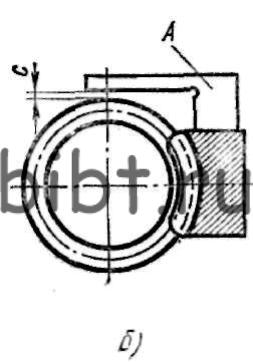
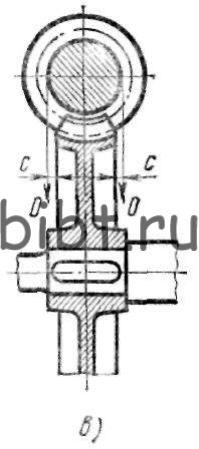
Контроль угла скрещивания осей червяка и червячного колеса
а - контрольными скалками и индикатором, б - специальным шаблоном, в - отвесом и нутромером
Правильность установки червячного колеса по отношению к червяку проверяют следующим образом.
На рис. 121, б показан специальный шаблон А. Шаблон прикладывают к ободу червячного колеса и щупом замеряют зазор С между шаблоном и витками червяка. На рис. 121, в проверку выполняют отвесами: от вала червяка опускают отвесы О и нутромером замеряют расстояние С, которое должно быть одинаковым с обеих его сторон.
Для обеспечения нормальной работы передач необходимо, чтобы расстояние между осью червяка и осью колеса находилось в пределах допусков, а средняя плоскость совпадала с осью червяка.
На рис. 122, а показана сборка червячного колеса 1, закрепленного на призматической шпонке 2, и дополнительно с обеих сторон гайками 3 и 4, которыми можно регулировать положение средней плоскости колеса (ослабляя одну или подтягивая другую). На рис. 122, б ступица колеса 1 зажимается распорными втулками 5 и 6, а по торцам устанавливаются компенсаторные кольца 7 и 8 различной толщины. Меняя эти кольца, можно добиться сдвига колеса в ту или другую сторону.
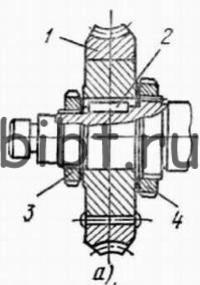
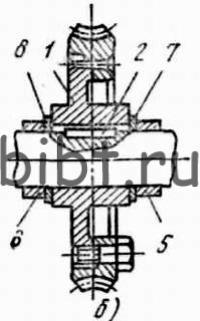
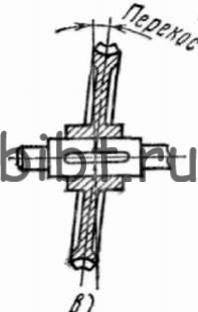

Приемы сборки и проверка червячных передач:
а, б - закрепление червячных колес на валах, в - перекос колес, г - сдвиг колес
При сборке зубчатого колеса может быть перекос (рис. 122, в) или сдвиг колеса по оси (рис. 122, г). Перекос можно легко проверить индикатором путем установки червячного колеса с валом в центрах. Правильность зацепления червячного колеса с зубьями червяка проверяют следующим образом. На винтовую поверхность червяка наносят тонкий слой краски, затем медленно поворачивают червяк в одном направлении. При правильном зацеплении червяка с червячным колесом краска должна покрывать поверхность зуба червячного колеса не менее 50-60% по длине и по высоте.
Автоматизация сборочных операций. Сущность процесса автоматического соединения деталей. Технологичность сборочной единицы и деталей при автоматической сборке. Выявление условий собираемости деталей при автоматической сборке. Методы достижения точности и режимы сборочного процесса. Формирование размерных и кинематических связей в процессе автоматической сборки. Автоматизация технологического процесса сборки с использованием автоматических сборочных машин. Автоматизация технологического процесса сборки с использованием промышленных роботов.
Сборочные процессы в механосборочном производстве характеризуются высокой трудоёмкостью, достаточно большим объёмом ручных работ, а также недостаточной механизацией и автоматизацией. Трудоёмкость сборочных работ в среднем в машиностроении составляет 25-30%, в приборостроении 40-50% всей трудоёмкости изготовления изделия.
В общем случае процесс сборки содержит следующие основные операции:
Ориентация с требуемой точностью опорных поверхностей деталей, подлежащих сборке и находящихся в любом положении на рабочем месте.
Захват детали и перемещение её в пространстве к сопрягаемой детали.
Базирование детали подлежащей монтажу с требуемой точность относительно поверхностей сопрягаемой детали.
Присоединение устанавливаемой детали к ранее смонтированной с требуемой точностью.
Таким образом, для осуществления автоматической сборки необходимо иметь сборочную машину, которая на основе заложенной в ней программы производит все перечисленные выше действия, заменяя сборщика и решая при этом пространственную задачу. Следовательно, в общем случае любая сборочная машина должна решать пространственную задачу сборки с помощью размерных цепей, замыкающими звеньями которых являются расстояния или относительные повороты поверхностей сопрягаемых при сборке деталей. Таким образом, для разработки автоматической сборочной машины следует использовать все положения теорий кинематических и размерных цепей, а также все методы достижения требуемой точности.
Большое значение для обеспечения возможности автоматической сборки имеет определённость базирования детали. В качестве примера рассмотрим схемы различных соединений валика и втулки при разных способах базирования. При их соединении сопряжение возможно в случае определённости базирования обеих деталей, при которых смещение осей не превышает наименьшей величины зазора плюс удвоенная величина фаски валика.
Неопределённость базирования вызывает необходимость предусматривать мероприятия по исключению этого явления в процессе сборки. Наиболее удачен способ базирования в том случае, когда сборочными базами являются поверхности сопряжения. В этом случае можно обеспечить минимальную погрешность установки.
Основные операции автоматической сборки выполняются на следующих переходах:
Загрузка сопрягаемых деталей в бункерные или другие загрузочные устройства и подача их в захватывающие, отсекающие и подающие устройства в предварительно или окончательно ориентированном виде.
Захват, отсекание и подача сопрягаемых деталей в ориентирующее и базирующее устройство сборочного приспособления.
Ориентация с требуемой точностью относительного положения поверхностей сопрягаемых деталей на базирующих сборочных устройствах.
Соединение и фиксация сопряженных деталей с требуемой точностью.
Контроль требуемой точности относительного положения сопряженных деталей или сборочной единицы.
Выгрузка и транспортирование готовой сборочной единицы.
Процесс сопряжения представляет собой этап, при котором производится сборка, т.е. одна или несколько деталей соединяются с основной базирующей, обычно неподвижной деталью.
Процесс фиксации достигнутой точности сопряжения в зависимости от типа соединения может иметь или не иметь дополнительных сборочных операций (стопорение и т.д.).
Контроль наличия сопрягаемых деталей на сборочных и базирующих устройствах и контроль требуемой точности относительного положения сопряженных деталей являются необходимыми элементами сборочных устройств, от которых зависит качество сборки и работоспособность сборочных устройств. Наличие контроля позволяет своевременно устранять возникшие в процессе сборки дефекты бункерных, отсекающих и подающих устройств и обычно при отсутствии хотя бы одной детали работа сборочного устройства останавливается.
Из всего многообразия соединений, входящих в сборочные единицы выделяются типовые соединения детали по цилиндрическим и коническим поверхностям (40%), резьбовым (20-25%) и плоским поверхностям (10-12%).
Сборку типовых, наиболее распространенных изделий можно рассматривать как ряд типовых задач соединения деталей по перечисленным видам поверхностей. При разработке последовательности технологического процесса автоматизированной сборки изделия в первую очередь производится анализ технических требований на изготовление изделия, сборку которого предполагается автоматизировать. Анализируются те требования, которые в той или иной степени могут оказать влияние на процесс автоматической сборки, на выполнение отдельных сборочных операций и качество сборки в целом. В ходе анализа выясняется возможность автоматизации сборки изделия. Собираемое изделие разбивается на отдельные сборочные единицы и соединяемые по отдельности детали и разрабатывается маршрутная карта и технологическая схема автоматической сборки.
Технологическая схема автоматической сборки определяет базовую деталь, ее перемещение по позициям сборки, выбор загрузочных и других устройств, устанавливает последовательность выполнения всех переходов и операций. Одновременно производится анализ сборочной единицы и составляющих ее отдельных элементов на технологичность с точки зрения автоматической их сборки. Большая роль при разработке технологического процесса автоматической сборки принадлежит собираемости деталей сборочных единиц.
Условия собираемости деталей – такие условия, максимально допустимого несовпадения или несовмещения поверхностей соединяемых деталей, при которых сопряжение возможно, например, при соединении деталей по их цилиндрическим поверхностям должны быть установлены допустимые смещения осей и их относительные повороты. При отсутствии гарантированного зазора в сопряжении, относительный поворот осей или поверхностей сопрягаемых деталей должен быть минимальным, т.е. таким, который допускается погрешностью изготовления поверхностей исполнительных и базирующих устройств, но при этом должно соблюдаться обязательно следующее условие: в процессе сопряжения одна из деталей должна иметь возможность смещения и поворота в пределах ее относительного положения для полного совпадения осей или полного смещения сопрягаемых поверхностей.