

6.Укажите причины искажения профиля конических участков деталей при обработке фасонными резцами
При обработке конического участка детали призматическим резцом образуется погрешность, так как режущая кромка, образованная передней и задней поверхностями фасонного резца прямолинейна, а линия конической поверхности резца имеет гиперболу.
При обработке конической поверхности детали круглым резцом образуется двойная гиперболоидная погрешность. Для снижения погрешности необходимо поместить режущую кромку в диаметральную плоскость детали, то есть ввести угол .

7. Как определить профиль радиальных фасонных резцов графическим методом


Проводят биссектрису угла АВС
При пересечении прямой КР получают точку ОР
Проводят радиус R1
Проводят горизонтальную плоскость N-N
8. Перечислите, по каким кривым может производиться затылование и предъявляемые к ним требования. Приведите эскиз затылованной части фрезы.
Затылованный зуб – зуб, форма задней поверхности лезвия которого обеспечивает постоянство профиля режущей кромки и заднего угла при повторных заточках по передней поверхности.
Затылование производится по кривым:
1. По окружности: Не обеспечивается постоянством угла α.
2 Логарифмическая спираль: Не обеспечивается универсальность кулачка.
3 Архимедова спираль: Обеспечивается постоянство профиля зуба после переточек по передней грани. Простота изготовления кулачков для затылования.
В настоящее время затылование производится по спирали Архимеда (наиболее технологична). Процесс осуществляется на токарно-затыловочных станках с равномерным вращательным движением затылуемого инструмента и поступательным движением резца, которое производится от кулачка. Подъем кулачка равен величине затылования, поэтому он может использоваться для затылования фрез разного диаметра и с разным количеством зубьев.
9. Приведите схемы радиального и углового затылования зуба фрезы.


R – наружный радиус фрезы,
Х – точка на профиле резьбы.
tgαx = (R/Rx)tgαB
αв - угол на вершине фрезы,
φ - угол наклона режущей кромки.
В нормальном сечении к режущей кромки задний угол в любой точке αXN зависит от угла наклона режущей кромки
tgαxn = (R/Rx)tgαBsinφ
Если угол φ<5º , то задний угол в нормальном сечении к режущей кромке имеет неудовлетворительное значение (<2º), поэтому может происходить затирание задней поверхности. М. б. участки режущей кромки АВ, перпендикулярные оси фрезы, на этих участках задний угол в нормальном сечении = 0. Для увеличения заднего угла в нормальном сечении конструктивно увеличивают угол φ или применяют угловое затылование под углом τ = 3…5º величина этого углового затылования опрделяется:
Кугл = Кsinφ/sin(φ+τ)
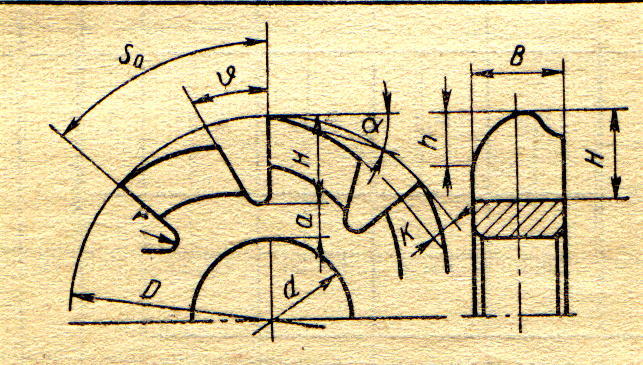
10. Укажите необходимость двойного затылования фасонных фрез и покажите на эскизе его параметры.
Для повышения точности и стойкости фрезы профиль фрезы шлифуют. Полностью весь профиль фрезы прошлифовать невозможно, так как мешают соседние зубья. Остается не снятый припуск - седловина, и после нескольких переточек этот припуск примет участие в обработке, что приведет к браку.
Нешлифованная часть затылуется резцом с помощью кулачка, величина спада которого К1 в 1,5-1,75 раза больше величины спада К кулачка, используемого для шлифованной части профиля зуба.
