

2. Процесс образования срезаемого слоя (стружки).
2.1. Деформация срезаемого слоя в процессе резания
Рассмотрим, как образуется срезаемый слой при обработке пластичных материалов.
Пусть режущий инструмент, положение передней поверхности которого определяется углом резания , перемещается в направлении V (рис. 2.1), входит в контакт с обрабатываемым материалом и продолжает движение, преодолевая действие сил трения и нормального давления, возникающих на передней поверхности. По мере перемещения резца объем пластически деформированного металла возрастает, и внутренние напряжения достигают значений, превышающих временное сопротивление (прочность) металла. Когда внутренние напряжения достигают предельной величины, весь упруго и пластически деформированный материал под действием сил резания сдвигается инструментом в виде окончательно сформированного элемента стружки по плоскости сдвига ОО, которая наклонена по отношению к плоскости резания на угол Ф (угол плоскости сдвига).


Рис. 2.1. Процесс образования срезаемого слоя при обработке пластичных материалов.
При пластической деформации в металлах средней твердости образуется плоскость или поверхность сдвига, а в хрупких металлах - плоскость скалывания; при этом деформируемое тело обычно разрушается, распадаясь на несколько частей. Плоскости и поверхности сдвига и складывания образуются, как известно из курса сопротивления материалов, по двум сопряженным, почти перпендикулярным направлениям, составляющим угол около 45 с направлением действия силы.
Когда первый элемент начинает перемещаться по направлению плоскости сдвига ОО, сила уменьшается. При дальнейшем перемещении резца цикл контактных взаимодействий повторяется, и с той же частотой, с которой образуются элементы сдвига, в материале срезаемого слоя изменяется уровень внутренних напряжений, сил действующих на поверхностях контакта и температуры в зоне резания.
Таким образом, процесс образования стружки полностью определяет все силовые и температурные характеристики механической обработки, степень и скорость деформаций в срезаемом слое, качество обработанной поверхности и интенсивность износа режущего инструмента, динамические характеристики работы оборудования. В реальных условиях образование элементов стружки происходит не в одной плоскости сдвига, как это следует из рис. 2.1, а в зоне деформации, ограниченной веером плоскостей, т.е. граница распространения пластической деформации впереди лезвия резца может проходить не только по плоскости скалывания, но и по некоторым криволинейным поверхностям, лежащим между кривыми АВ и АС (рис. 2.2).
Наиболее точно условия деформации срезаемого слоя отражают теоретические модели, но их использование существенно усложняет силовые расчеты. При высоких скоростях резания, когда ширина зоны деформации не превышает 0,1-0,4 мм достаточно высокая точность расчетов обеспечивается при использовании схемы с единственной плоскостью сдвига.
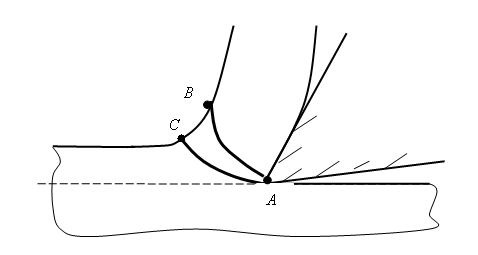
Рис. 2.2. Веер плоскостей в зоне деформаций
В процессе стружкообразования переход обрабатываемого металла в пластически деформированное состояние, выражающееся в образовании текстуры стружки, происходит в объеме тонкого слоя, расположенного вдоль плоскости скалывания (рис. 2.3). Толщина этого слоя колеблется в пределах от 0,1… 0,25 мм. Каждый элементарный объем металла срезаемого слоя сохраняет свое исходное структурное состояние вплоть до перехода к этому слою. При попадании в активный слой все элементарные объемы металла в последовательном порядке подвергаются интенсивной, строго ориентированной пластической деформации. Под действием внутренних сил сцепления и силы, развиваемой резцом, в каждом из элементарных объемов срезаемого слоя возникает сложная сбалансированная система растягивающих, сжимающих и сдвигающих напряжений. Эти напряжения вызывают пластическую деформацию металла по плоскостям сдвига, направленным под углам к плоскости скалывания. В зависимости от механических свойств обрабатываемого металла, значения переднего угла, толщины срезаемого слоя и скорости резания, а также некоторых прочих параметров изменяются как степень деформации, так и значение угла сдвига.

Рис. 2.3 Схема процесса деформирования материала при резании
После выхода из активной зоны деформированные элементарные объемы имеют вытянутую форму и одинаково ориентированы, в совокупности образуя типичное строение структуры стружки. За пределами активной зоны прекращается дальнейшая пластическая деформация, связанная со стружкообразованием, за исключением незначительной дополнительной деформации изгиба, связанной с образованием стружки винтовой формы и ее ломания внешними силами.