9. Канавки (проточки) для виходу шліфувального круга
(витяг з ГОСТ 8820-69; рис.10)
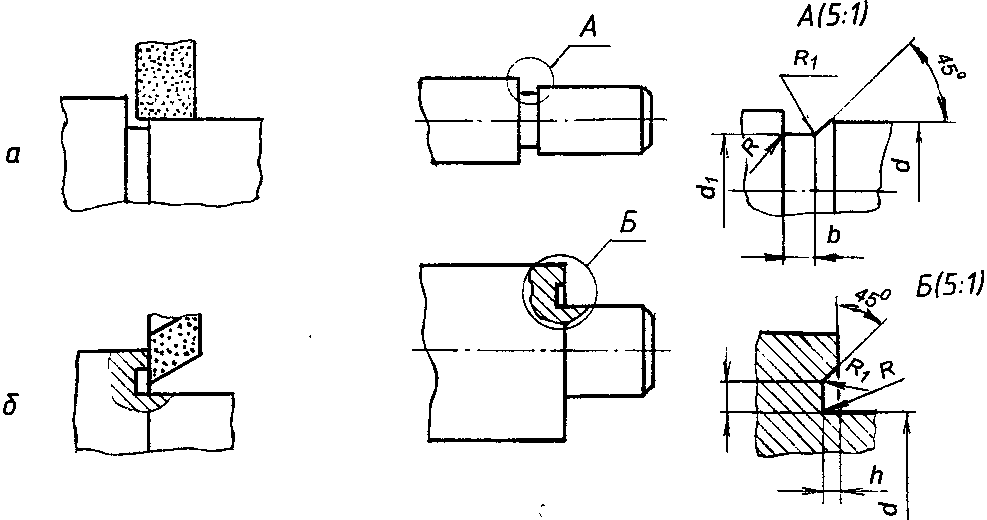
Рис.10
Таблиця 9
Діаметр вала, мм |
Розмір канавки, мм |
||||
B |
D |
h |
R1 |
R |
|
До 10 10 …50 50 …100 Більше 100 |
1 3 5 8 |
d-0,3 d-0,5 d-1,0 d-1,0 |
0,15 0,25 0,50 0,50 |
0,3 0,5 1,5 2,0 |
0,3 0,5 0,5 1,0 |
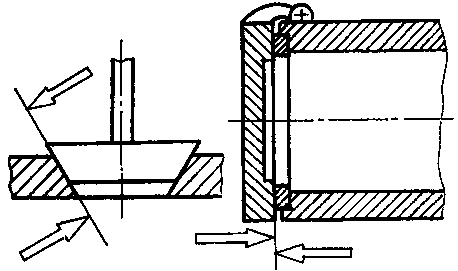
10. Центрові отвори (витяг з ГОСТ14034-74; рис.11)
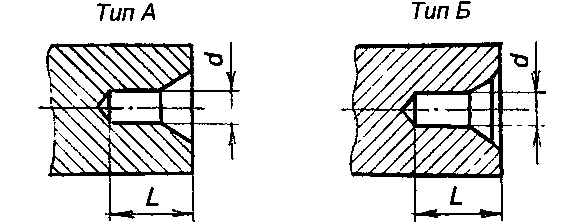
Рис.11
Таблиця 10
d, мм |
1 |
1,5 |
2 |
2,5 |
3 |
4 |
5 |
6 |
8 |
12 |
L, мм |
2,5
|
4 |
5 |
6 |
7,5 |
10 |
12,5 |
15 |
20 |
30 |
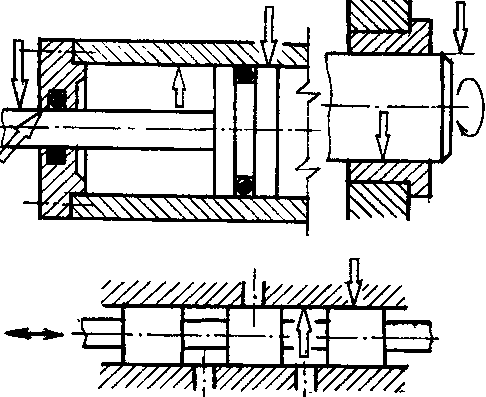
11. Канавки під ущільнювальні кільця (витяг з ГОСТ 9933-75; рис.12)
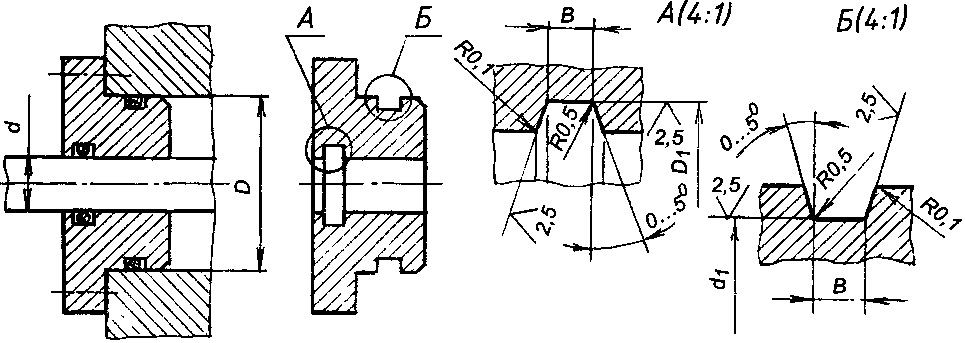
Рис.12
Таблиця 11
Діаметр перерізу кільця D, мм |
Розміри канавки під кільце круглого перерізу, мм |
|||||||
d |
D |
Рухоме з'єднання |
Нерухоме з'єднання |
|||||
D1 |
D1 |
B |
d1 |
D1 |
B |
|||
2,5 |
10 12 14 16 18 |
14 16 18 20 22 |
10 12 14 16 18 |
14 16 18 20 22 |
3,3 |
10,3 12,3 14,3 16,3 18,3 |
13,7 15,7 17,7 19,7 21,7 |
3,6
|
3,0 |
20 22 25 30 32 35 40 45 |
25 27 30 35 37 40 45 50 |
20 22 25 30 32 35 40 45 |
25 27 30 35 37 40 45 50 |
3,7 |
20,3 22,3 25,3 30,3 32,3 35,3 40,3 45,3 |
24,7 26,7 29,7 34,7 36,7 39,7 44,7 49,7 |
4,0 |
4,6 |
50 |
58 |
50 |
58 |
5,2 |
50,6 |
57,4 |
5,6 |
Додаток 3
Приклади призначення шорсткості поверхонь деталей
№ п/п |
Призначення поверхні |
Значення шорсткості, Rа, мкм |
Характе-ристика поверхні |
1 |
2 |
3 |
4 |
1 |
Вільні поверхні деталей, виготовлених литтям у кокіль (металічні форми) або за виплавними моделями
|
12,5…6,3
|
Добре помітні шорст-кості
|
2 |
Поверхні деталей, виготовлених штампуванням
|
1,6…0,4 |
Мало помітні шорст-кості |
3 |
Поверхні отворів після свердління
|
12,5…6,3
|
Добре помітні сліди обробки |


Продовження дод. 3
1 |
2 |
3 |
4 |
4 |
Поверхні зеньковок (конічних заглиблень під потайні головки гвинтів і заклепок)
|
3,2…1,6 |
Мало помітні сліди обробки |
5 |
Поверхні різьб: а) виготовлених плашкою або метчиком; б) виготовлених різцем
|
6,3…1,6 3,2…1,6 |
Мало помітні сліди обробки
|
6 |
Фрезовані поверхні шпоночних пазів
|
6,3…3,2
|
Мало помітні сліди обробки
|
7 |
Фрезовані поверхні лисок і граней
|
12,5…6,3
|
Добре помітні сліди обробки
|
Продовження дод. 3
1 |
2 |
3 |
4 |
8 |
Фрезеровані привалочні поверхні
|
6,3…1,6
|
Добре помітні сліди обробки
|
9 |
Фрезеровані опорні поверхні
|
12,5…3,2
|
Добре помітні сліди обробки
|
10 |
Вільні поверхні точених деталей, поверхні торців і фасок
|
12,5…3,2
|
Від добре помітних до мало помітних слідів обробки
|
11 |
Поверхні відповідальних нерухомих спряжень (точення тонке, шліфування чистове)
|
3,2…0,8
|
Сліди обробки ледь помітні
|

Закінчення дод. 3
12 |
Поверхні відповідальних рухомих спряжень (поверхні тертя)
|
0,8…0,1
|
Сліди обробки не помітні неозброє-ним оком |
13 |
Робочі поверхні клапанів і клапанних сідел, циліндрів і поршнів компресорів та двигунів внутрішнього згоряння, вимірювальних інструментів, інші поверхні вищої ступені чистоти (притирочні і доводочні операції)
|
0,1…0,01
|
Сліди обробки не видимі неозброє-ним оком
|