

4. Способы и средства выявления дефектов автомобильных деталей
Скрытые дефекты – дефекты, которые невидимы невооруженным глазом. Выявление таких дефектов называется – дефектоскопией. Средства для их выявления – дефектоскопы – наблюдение за причинами неисправностей. Дефектоскопы различаются между собой в зависимости от способа выявления дефектов. Бывают:
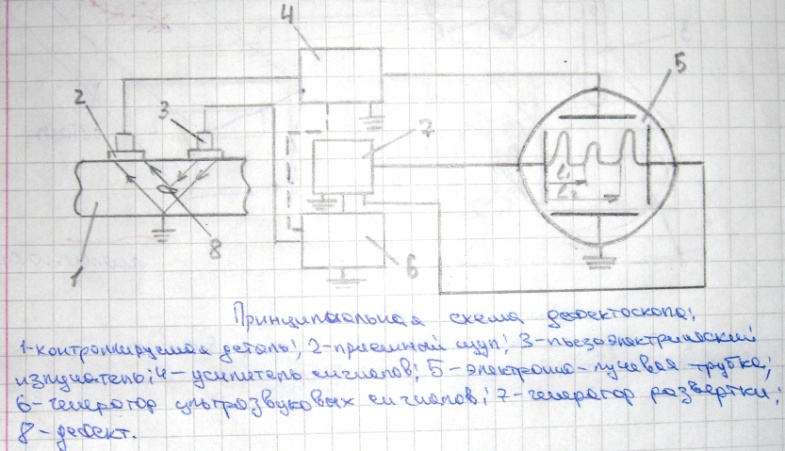
- ультразвуковая дефектоскопия. Она основана на использовании ультразвуковых волн. Главным рабочим элементом их является источники ультразвуковых волн, преобразователем ультразвуковых волн в электрические сигналы, преобразователи электрических сигналов в ультразвук. Способ применим к различным материалам.
- магнитная (порошковая) дефектоскопия – в детали создаются силовые линии. Деталь намагничивается. Пропускает ток, помещением детали в катушку. На поверхность детали наносится суспензия, состоящая из жидкости + металлической пыли (суспензия – смесь ферромагнитного порошка (железного сурика или магнезии) и масла с керосином (возможно использование воды) в пропорции 1:30-1:50). При наличии дефекта (микротрещены, пустоты) элетромагнитные силовые линии этот дефект будут огибать. Поскольку магнитная проницаемость зоны дефекта будет иной. На изгиб силовых линий среагирует металлический порошок. Способ применим только к черным металлам, с отшлифованной поверхностью.

- люминисцентная дефектоскопия – основана на способности некоторых материалов (красителей) – люминофоров – поглощать световую энергию, затем отдавать ее, т.е. светиться особо ярким светом при подаче на поверхность ультрафиолетового света. Способ применим для любых металлов, но обнаруживает только поверхностные дефекты.

- рентгеновская дефектоскопия – использует радиацию (проникающее излучение) и на фиксации этого излучения специальными устройствами (фотопленка, регистраторы и т.д. флюрография). Способ обладает высокой разрушительной способностью. Применим к различным материалам, но с вредными условиями труда, из-за чего используется в исключительных случаях.
5. Классификация методов и способов восстановления изношенных деталей
Такая классификация впервые была предложена профессором Казарцевым В.И. По нему существует 2 метода и несколько способов восстановления:
1.Метод изменения начальных размеров:
1.1. Способ ремонтных размеров;
1.2. Способ дополнительной ремонтной детали.
2. Метод восстановления начальных размеров:
2.1. Сварка и наплавка (ручная, газовая, электрическая, механизированные способы);
2.2. Металлизация напылением (электродуговая, газовая, высокочастотная, плазменная);
2.3. Электролитическое наращивание (осталивание, хромирование, никилирование, цинкование);
2.4. Электромеханические способы;
2.5. Восстановление неметаллическими деталями (эпоксидными композициями);
2.6. Способ пластического деформирования.
6. Восстановление деталей способами ремонтных размеров и дополнительной ремонтной вставки
Самый массовый и самый освоенный метод. Одна из деталей сопряжения, как правило, наиболее дорогая и металлоемкая, исправляется путем механической обработки, другая – меняется новой. У обеих деталей размеры не будут соответствовать первоначальным. Их и называют ремонтными размерами. Они фиксированы заводом-изготовителем. Допуска на размеры, как правило, не превышают допуска на первоначальные размеры.
d1pp = dн ± 2(И + Пр),
где И – износ, Пр – припуск на механическую обработку, + - для отверстия, - -для вала.
Некоторые детали (сопряжения) восстанавливаются (шлифуются) под свободный ремонтный размер. Он не фиксирован. Такие размеры используют при восстановлении кулачков распределительного вала. Обработка ведется при этом на спец шлифовальных станках с использованием копира (идеального профиля кулачка). С годами количество сопряжений имеющих ремонтные размеры сокращаются.
Поршень-зеркало-кольца – детали ремонтных размеров. КВ, РВ – детали свободных ремонтных размеров. А у клапанного стакана ремонтных размеров нет.
Достоинства:
- возможно использование освоенных технологий, техпроцессов и распространенного оборудования;
- небольшие затраты на ремонтные материалы;
- хорошее качество.
Недостатки:
- ограничивается взаимозаменяемость;
- расширяется номенклатура зап. частей;
- сокращается прочность и жесткость.
Пластинирование – один из частных случаев применения дополнительной ремонтной вставки. В изношенный цилиндр вставляется пластина длинной Lокр.в. = π·D, D = dр – Δср. Данная пластина удерживается за счет сил трения. Материал пластины - инструментальная сталь У8-У12.