

Машины для мойки тары и инвентаря
На мясокомбинатах применяют различные машины для мойки тары и инвентаря (роликов, разног, крючков, тележек, тазиков, ящиков, бочек и т. д.). Подавляющая часть этих устройств представляет собой простые закрытые вентилируемые камеры с душами для промывной воды под давлением или разбрызгивающими форсунками, устанавливаемыми под разными углами. Некоторые машины имеют устройства для механической очистки в виде вращающихся щеток или скребков.
Машина
для мойки ящиков. Машина
(рис. 107) предназначена для мойки и
сушки металлических ящиков размером
750x3
00
х 155 мм, в которых перевозят котлеты,
мясные полуфабрикаты и колбасные
изделия в торговую сеть. Эта машина
непрерывного действия, производительность
ее 2000
ящиков за смену. Она выполняет следующие
технологические операции: замочку
ящиков водой, мойку их горячим щелочным
раствором, ополаскивание горячей водой
и сушку горячим воздухом.
Соответственно
этому машина состоит из секции замочки
9, щелочной секции 10 и секции ополаскивания
11с коллекторами 5 и 6
и форсунками 7, установленными на
станине 1. Всего в машине 118 форсунок,
из них в зоне замочки 20 вертикальных
и 8
боковых, в зоне мойки 40 вертикальных и
12 боковых и в зоне ополаскивания 30
вертикальных и 8
боковых.
Форсунки являются основным механизмом для промывки и очистки ящиков от крошек и остатков продукции при помощи струй воды Форсунки расположены так, что обмывают ящик со всех сторон как снаружи, так и внутри. Ящик продвигается через машину при помощи транспортера 3, состоящего из двух цепей, соединенных между собой круглыми штангами. Транспортер приводится в движение от электродвигателя 14 мощностью 1 кВт и числом оборотов 1000 в минуту через приводную станцию 4, причем цепи движутся импульсивно, посредством муфты свободного хода. Скорость движения ящиков составляет 0,03 м/сек, расстояние между ящиками 418 мм.
Цепи транспортера натягиваются при помощи двух звездочек, надетых на вал 2. Ящики устанавливают вверх дном на направляющие трубы 22, по которым они продвигаются круглыми штангами цепей транспортера. В первой секции — замочки — из форсунок подается вода температурой 30—40°С, которая подогревается при помощи парового инжектора 23. Для сбора воды, стекающей с ящиков, внизу секции замочки имеется поддон. Вода подается центробежным насосом 17
3 2
типа 2К6 производительностью 20 м /ч и напором 300 н/см . Насос приводится в движение от электродвигателя 18 мощностью 4,5 квт.
Во
второй секции — мойки щелочным раствором
— последний подается центробежным
насосом 19 типа ЗК6
производительностью 45 м /ч и напором
560 н/см , который приводится в движение
от электродвигателя 20 мощностью 14 кВт
и числом оборотов 3000 в минуту Поступающая
вода очищается при помощи фильтра 13, а
щелочной раствор — при помощи фильтра
12.
Фильтры применяют сетчатые с песко-жироуловителями Количество подаваемой воды и щелочного раствора регулируется при помощи поплавковых регулирующих вентилей 24.
Промытые водой и обработанные щелочным раствором (температурой 60—70°С) ящики поступают в третью секцию — сушки,— где они обсушиваются теплым воздухом, подаваемым центробежным вентилятором 16 через патрубок 15, соединенный с машиной. Вентилятор приводится в движение от электродвигателя 21 мощностью 1 квт и числом оборотов 1500 в минуту.
.Рис. 107. Машина для мойки ящиков:
- станина-каркас; 2 - вал транспортера; 3 - транспортер; 4 - приводная станция; 5,6 - коллекторы; 7 - форсунки для воды;
8- ящики; 9 - секция замочки; 10 - щелочная секция; 11 - секция ополаскивания; 12 - фильтр для щелочи; 13 - фильтр для воды; 14, 18 - электродвигатели; 15 - воздуховод; 16 - центробежный вентилятор; 17, 19 - центробежные насосы; 20 - электродвигатель насоса; 21 - электродвигатель вентилятора; 22 - направляющие трубы; 23 - паровой инжектор; 24 - поплавковый регулирующий вентиль; 25 - запорный клапан.
24
9Обсушенные ящики выходят с другого конца машины Расход свежей воды в такой машине составляет 10 тыс л/ч, расход пара для подогревания воды 50 кг/ч.
Машина обеспечивает хорошую промывку и санитарную обработку ящиков.
На Московском мясокомбинате сконструирован подобный агрегат для мойки и дезинфекции деревянных ящиков (авторы тт Дорожкин и Евдокимов), состоящий из трех секций.
В первой секции ящики, поступившие из торговой сети, смачиваются и отмываются от загрязнений при помощи водовоздушной смеси, которая распыляется комбинированными форсунками Температура воды 45—50°С.
Во второй секции ящики обрабатывают раствором силиката натрия— 0,5—0,25%, который является моющим, дезинфицирующим и антикоррозирующим средством.
Рис.
108. Машина для мойки палок:
1
- ванна; 2 - крышка ванны; 3 - загрузочный
люк; 4 - разгрузочный люк; 5 - подшипники;
6
- барабан-ротор; 7 - электродвигатель;
8
- зубчатая муфта; 9 - штурвал; 10
- пусковые кнопки.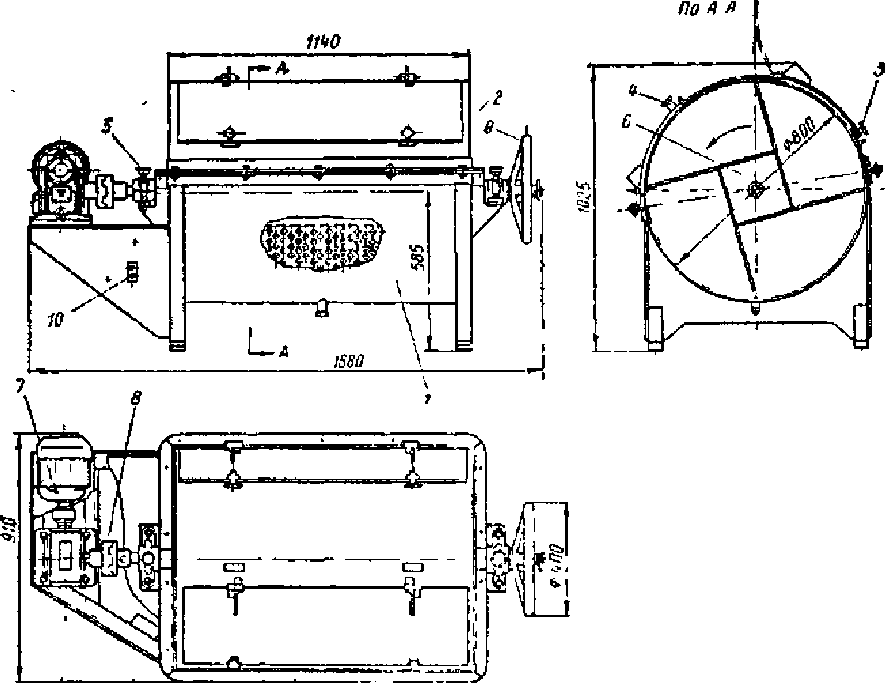
В третьей секции производится окончательная промывка ящиков чистой водой температурой 45—50° С Чистые ящики поступают в сушильною камеру, где обсушиваются горячим воздухом Давление воды и воздуха в форсунках регулируется так, что струя получается пульсирующей Производительность опи- санного аппарата 1000 ящиков в час, расход воды при температуре 50°С 5000 л/ч, расход сжатого воздуха при давлении 4 атм 210 кг/ч, расход пара при давлении
атм 34 кг/ч.
На машине такой же конструкции моют деревянные вкладыши к котлетным ящикам, лотки для пельменей, тазики алюминиевые для фарша.
Производительность таких машин конвейерного типа определяют по формуле
= 3600— шт/ч, (ІІ-65)
а
где: V — скорость движения транспортера, м/сек.
а — расстояние между ящиками (или тазиками, вкладышами и т. д.) на транспортере, м.
Машина
для мойки палок. Машина
(рис. 108) предназначена для мойки палок,
используемых для навешивания колбасных
изделий. Деревянные палки для навешивания
колбасных изделий в процессе термической
обработки колбас покрываются жиром,
загрязняются смолой и копотью. В машине
осуществляется санитарная обработка
палок путем промывки их в 2—3%-ном
растворе щелочи, трения палок одна о
другую и стенки ванны.
Машина
состоит из ванны 1 полукруглой формы,
сделанной из листовой стали. Сверху
ванна закрыта крышкой 2, имеющей
загрузочный люк 3 и разгрузочный люк
4. Внутри ванны помещен барабан-ротор
6,
могущий вращаться в двух выносных
подшипниках 5, помещенных в корпусах,
приваренных к стенам ванны. Ротор имеет
четыре лопасти из перфорированной
листовой стали, расположенных под
углом 90° одна к другой, с небольшим
наклоном в сторону разгрузки. Ротор
приводится в движение от электродвигателя
7 мощностью 1,7 кВт и числом оборотов 930
в минуту через червячный редуктор и
зубчатую муфту 8.
С
другой стороны, противоположной ротору,
смонтирован штурвал 9, который связан
тягой через полые цапфы ротора с зубчатой
муфтой 8.
Штурвал 9 служит для включения и
выключения муфты 8
и привода в действие или остановки
ротора. Во включенном положении муфта
удерживается давлением пружины на
штурвал; для разъединения муфты
поворачивают штурвал «на себя» и выводят
муфту из зацепления, в результате чего
ротор останавливается.
Привод включают и выключают при помощи кнопок 10, расположенных около электродвигателя.
Машина
работает следующим образом. В ванну
заливают теплый 2—3%- ный раствор щелочи
примерно на 1/3 сечения ванны, после чего
открывают люк и загружают ротор палками.
Затем люк 3 закрывают, вращают штурвал
в направлении «от себя», включают
муфту 8
и ротор, который начинается вращаться
со скоростью 34 об/мин.
Палки
промываются щелочным раствором и хорошо
очищаются: грязный отработанный раствор
удаляется внизу ванны через патрубок.
Мойка длится примерно 10—12
мин, после чего привод останавливают,
открывают разгрузочный люк 4 и,
поворачивая штурвал, постепенно
выгружают палки на стол, установленный
рядом с машиной.
Производительность машины 400—500 шт/ч. Машина несложна в обслуживании и эксплуатации.
На мясокомбинатах применяют также различные индивидуальные конструкции машин для мойки, изготовленные в мастерских предприятия, часто в одном экземпляре и не распространенных на других мясо- и птицекомбинатах
.Глава VII. ОБОРУДОВАНИЕ ДЛЯ ПРЕССОВАНИЯ
Прессованием называют механическое воздействие па продукт при помощи давления, создаваемого в прессах.
На мясокомбинатах прессование применяют для выделения жидкой части из продукта (жира из шквары, влаги из крови и каныги, экстрактов из жмыхов и т. д.), или для уплотнения продукта и придания ему определенной формы (прессование сухих кишок, бекона, окороков, брикетов из яичного и мясного порошка и т. п.).
Прессы могут быть периодического и непрерывного действия. По роду привода прессы делятся на ручные, механические, гидравлические и пневматические.
По конструкции прессы могут быть винтовые, поршневые, плунжерные или шнековые.
Для выделения жидкой части путем прессования продукт помещают в цилиндр и воздействуют на него давлением. При этом из продукта по капиллярным каналам вытекает жидкость, сначала быстро, затем медленнее, пока в продукте не осыпется то минимальное количество жидкости, дальнейшее удаление которой путем повышения давления и увеличения длительности прессования будет нерационально.
Эта остаточная влажность различна и зависит от рода отпрессовываемой жидкости и самого продукта, способа прессования, конструкции оборудования и т. д.
Выделение жидкости начинается тогда, когда давление прессования становится вьтттте силы сопротивления течения жидкости по капиллярам.
Давление, воспринимаемое прессуемой массой, составляет
Р0= РЖ+Рс П/М, (П-66)
где: ро — общее давление на прессуемою массу, н/м2; рж, — давление, воспринимаемое жидкостью, н/м2; рс — давление, воспринимаемое соединительной тканью, н/м2.
Для
выделения жидкости путем прессования
необходимо, чтобы давление, при котором
осуществляется отжим жидкой фракции,
было больше давления, воспринимаемого
соединительной тканью, т. е. ро > рс,
или Ар == р0
— рс.
Если принять, что течение жидкости по капиллярам подчиняется законам ламинарного движения по трубам, то согласно уравнению Пуайзеля
V
= (д м/сек- (Д-67)
32// - /
где: V — скорость вытекания жидкости из прессуемого продукта, м/сек;
Р1
— давление прессования, которому
подвергается продукт, н/м2;
Р2
— давление среды, в которую вытекает
жидкость, н/м2;
|1
— вязкость жидкости, н сек/м2;
1
— длина капилляра, м; с1
— диаметр капилляра, м
Из формулы (П-67) видно, что скорость вытекания жидкости (продолжительность прессования продукта) будет тем больше, чем больше давление прессования и диаметр капилляра и чем меньше вязкость продукта и длина капилляра.
Следовательно, для ускорения прессования продукта можно увеличить давление, уменьшить толщину прессуемого слоя продукта (сократить длину капилляра) или уменьшить вязкость продукта путем нагревания.
Однако беспредельное увеличение давления прессования без нарушения структуры продукта не возможно, так же как и нагревание выше допустимой температуры. Поэтому указанные параметры выбирают в соответствии со свойствами прессуемого продукта.
Продолжительность, или время, прессования выражается зависимостью
Т
= —
сек, (П-68)
V
где:
1
— толщина слоя, подвергаемого прессованию,
м;
— скорость вытекания жидкости, м/сек.
Соответственно этим положениям и конструируются прессы для отжима жидкой фракции продукта.
Прессы, как правило, состоят из приводной части (электродвигатель, передача) и рабочей части, где происходит непоссредственно прессование при помощи плунжера, поршня, плиты пли шпека Давление прессования воспринимается цилиндром, упором, площадкой, конусом.