

5. Сборка с базированием по координатно - фиксирующим отверстиям
В процессе сборки детали I поперечного набора - шпангоуты (рис. 84) устанавливают в вилки 2 приспособления и фиксируют по координатно - фиксирующим отверстиям фиксаторами 3. Затем части шпангоута соединяют между собой накладками 4 при помощи заклепок или болтов. На подготовленный каркас устанавливают панель 5 с продольным набором, прижимают силами Q к каркасу и соединяют со шпангоутом.
Размер по внешнему обводу собранного агрегата согласно схемы размерной цепи можно представить
![]()
а отклонения размера по внешнему обводу
![]() ,
,
где НКФО-П — размер между координатно-фиксирующими отверстиями в вилках приспособления,
ТН кфо-п — погрешность размера НКФО-П.
При этом методе базирования сборка производится в приспособлениях упрощенной конструкции, не имеющих рубильников и ложементов.
Точность получаемых обводов зависит от точности обвода каркаса, точности расположения координатно-фиксирующих отверстий в деталях и оснастке и точности обшивок по толщине.
Положение координатно-фиксирущих отверстий выбирается кратным 50 мм относительно конструкторских баз изделия, а сверление и разделка их в деталях каркаса выполняется в заготовительно – штамповочных цехах

Рис. 84. Сборка по координатно - фиксирующим отверстиям
на плаз-кондукторах или координатно-расточных станках.
Помимо простоты конструкции приспособления, метод создает удобства для работы и обеспечивает высокую производительность труда.
6. Сборка с применением специальных сборочных приспособлений
Сборка с применением сборочных приспособлений – процесс, при котором базовые поверхности деталей совмещают с опорными поверхностями приспособлений. При таком методе детали на сборку поступают в законченном виде, т.е. отформованными по обводам и обработанными по контуру в окончательные размеры.
Различают:
1) Сборку по базе поверхность каркаса,
2) Сборку по базе внешняя поверхность обшивки,
3) сборку по базе внутренняя поверхность обшивки.
При всех возможных процессах сборки приспособление определяет взаимное положение собираемых деталей, размеры и форму сборной единицы.
а) Сборка по базе поверхность каркаса
При такой сборке обшивка (панель) устанавливается на базовую поверхность каркаса и прижимается к ней на период выполнения соединения (рис. 85).
Размер агрегата или отсека по внешнему обводу согласно схемы размерной цепи определяют по выражению
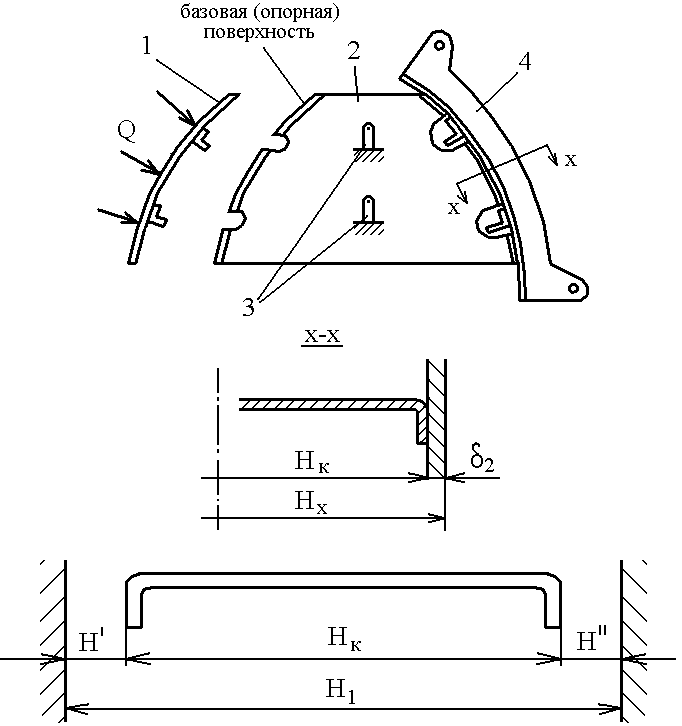
Рис. 85. Сборка по базе поверхность каркаса:
1 - панель,
2 - каркас,
3 - фиксирующие элементы приспособления,
4 – рубильник
![]() ,
,
а отклонение по обводу
![]() ,
,
а так как
![]() ,
,
то в окончательном виде
![]() ,
,
где Н1 — номинальный размер между обводами рубильника,
Нк — номинальный размер каркаса,
Н`, H`` — зазоры (неплотности прилегания) между обводами каркаса и рубильника.
Таким образом, погрешность воспроизведения обвода при сборке по поверхности каркаса зависит от точности входящих деталей и поэтому требует высокой точности их изготовления
Несмотря на эту особенность порядка 40...50% изделий производства ЛА собирается по этому методу.