

ЧГАУ
Кафедра «Технология металлов»
Методические указания
к лабораторной работе
«ПАЙКА»
составил:
ст. преподаватель
Шабанов А.С.
Зав. кафедрой:
Соловьев Н.М.
Челябинск
1998
ПАЙКА МЕТАЛЛОВ И СПЛАВОВ
Цель работы: 1. Изучить сущность процесса пайки металлов и сплавов, его отличие от сварки.
Ознакомиться с общей классификацией способов пайки, их применением и типами паяных соединений.
Изучить применяемые при паянии припои и флюсы; паяльники, горелки и другое оборудование.
Изучить технологию паяния мягкими и твердыми припоями.
Провести паяние образцов по заданию учебного мастера.
Оснащение рабочего места
Паяльники электрические 40 Вт, горелки газовые, баллоны газовые и кислородные, редукторы к баллонам, шланги.
Мягкие припои.
Твердые припои.
Образцы для пайки (провода, пластины).
Плакаты по теме работы.
Флюсы для пайки образцов (канифоль, хлористый цинк, нашатырь, бура).
Основные положения.
Пайкой называется процесс, получения неразъемного соединения заготовок различных материалов с нагревом ниже температуры их расплавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцеплением их при кристаллизации (охлаждении).
Пайка имеет некоторое сходство со сваркой плавлением, но основные отличие – в отсутствии расплавления основного металла.
Образование соединения без расплавления основного металла обеспечивает возможность распая изделия при необходимости.
Преимущество пайки
Незначительный нагрев деталей обеспечивает сохранение структуры и механических свойств основного материала.
Пайка дает чистые соединения с хорошим внешним видом, не требующим механической обработки.
Позволяет сохранить форму и размеры деталей.
Пайка относительно несложный по технологии и дешевый процесс.
Паять можно углеродистые и легированные стали всех марок, твердые сплавы, цветные металлы и сплавы, серые и ковкие чугуны.
Основной недостаток пайки – меньшая, чем при сварке, прочность соединений.
Классификация способов пайки
По условию заполнения зазора между заготовками пайку разделяют на 2 вида:
Капиллярную, когда припой заполняет зазор между соединяемыми
поверхностями и удерживается в нем за счёт капиллярных сил (при соединении внахлестку).
Капиллярная пайка по механизму образования шва подразделяется на:
пайку с готовым припоем, когда затвердевание шва происходит при охлаждении;
контактно- реактивную пайку;
реактивно- флюсовую;
диффузионную.
2. Некапиллярную - это пайка-сварка и сварка-пайка.
При сварке-пайке соединяют разнородные материалы с применением
местного нагрева, при котором более мягкоплавкий материал нагревается до плавления и выполняет роль припоя.
При пайке-сварке соединение образуется также как и при газовой сварке,
но роль присадочного материала выполняет припой.
Наибольшее применение получили капиллярная пайка с готовым
припоем и пайка-сварка.
Контактно- реактивная, диффузионная и реактивно-флюсовая пайки
более трудоемки, применяются реже, но обеспечивают высокое качество соединения.
Способы пайки классифицируют также в зависимости от используемых
источников нагрева.
В промышленности применяют: пайку в печах, индукционную пайку,
пайку погружением, газопламенную и паяльниками.
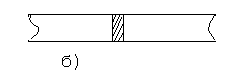
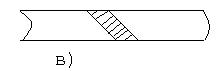
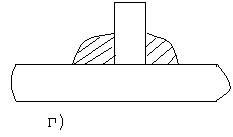
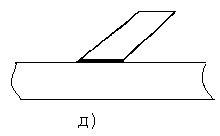
Типы паяных соединений
При пайке получают следующие типы неразъемных соединений:
а) внахлестку, б) встык, в) вкось, г) в тавр, д) в угол, е) соприкасающиеся.

Зазор между соединяемыми кромками должен быть малым, чтобы улучшить затекание припоя под действием капиллярных сил и увеличить прочность соединения. Так для серебряных припоев зазор до 0,05 мм, для меди до 0,012 мм. Для хорошего смачивания поверхностей необходимы их механическая очистка и обезжиривание.
Качество паяных соединений (прочность и герметичность) зависят не только от припоя, величины зазора, но и от правильного выбора типа соединения.
Соединения встык применяют в тех случаях, когда не требуется высокой прочности. В остальных случаях применяют соединения внахлестку, которые дают большую прочность. Чем больше площадь перекрытия соединяемых деталей, тем выше прочность.