

2.2 Режимы термической обработки стали у7а
Слитки из стали У7А, подвергаемые для переделу на блюминге, передаются для нагрева под прокатку непосредственно после затвердевания в изложнице в горячем состоянии.
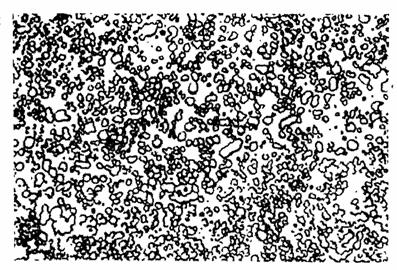
После прокатки сталь У7А охлаждается на воздухе (с температуры конца прокатки). Она имеет структуру пластинчатого перлита различной степени дисперсности (рис. 2.4а), а следовательно, и различную твердость (229-285 НВ). Пластинчатая форма перлита обусловлена тем, что прокатку проводят при температурах выше Ас3 и при последующем охлаждении всегда происходит образование пластинчатого перлита. Сталь с такой структурой имеет повышенную твердость и плохо обрабатывается резанием.
Снижение твердости и улучшение обрабатываемости резанием этих сталей достигается за счет получения структуры зернистого перлита (рис. 2.4,б). Зернистый перлит, кроме того является оптимальной исходной структурой для последующей закалки, так как карбиды зернистой формы при нагреве медленнее переходят в твердый раствор, уменьшают склонность к росту зерна аустенита и обеспечивают оптимальное сочетание свойств прочности и вязкости за счет равномерного их распределения в мартенсите [10, 18, 23].

а) б)
Рисунок 2.4 - Схема микроструктур стали У7А после прокатки (а) и после отжига на зернистый перлит (б)
Для получения структуры зернистого перлита в углеродистых сталях температура нагрева при отжиге должна лишь ненамного превышать АС1. В этом случае в образующемся негомогенном аустените остаются частицы цементита, являющиеся центрами кристаллизации, и легче происходит образование новых центров.
Оптимальная температура отжига инструментальных углеродистых сталей для получения структуры зернистого перлита АС1 + (10 - 20°С). Нагрев выше этого интервала приводит к получению более гомогенного аустенита, и при дальнейшем формировании структуры наряду с зернистым перлитом образуется и пластинчатый. При пониженных температурах отжига сохраняется большое количество нерастворенных частичек цементита, обуславливающих образование мелкодисперсной структуры. В случае сочетания с повышенной скоростью охлаждения это приводит к образованию точечного перлита, имеющего повышенную твердость.
Скорость охлаждения при отжиге должна обеспечить полноту распада переохлажденного аустенита в верхнем температурном интервале 700 - 600°С. Охлаждение со скоростью 20-30°С/ч до 600°С при отжиге углеродистой инструментальной стали У7А способствует завершению распада переохлажденного аустенита в верхней области перлитного превращения и коагуляции цементита.
Сталь У7А имеет узкий температурный интервал отжига Ас1 + (10 - 15°С) или Т = 740-745°С, поскольку ее состав близок к эвтектоидному.
Твердость углеродистой инструментальной стали У7А после отжига должна быть не более 187 НВ.
Режим отжига сортового проката углеродистой инструментальной стали У7А приведен на рисунке 2.5.

Рисунок 2.5 - Режим отжига на зернистый перлит сортового проката из стали У7А (для профилей диаметром до 40 мм) [2]
Для формирования окончательных свойств, определяющих рабочую стойкость, режущий инструмент из углеродистой инструментальной стали У7А подвергают закалке с отпуском. Эта обработка обеспечивает заданную высокую твердость, износостойкость и прочность инструмента.
Температура нагрева под закалку должна обеспечить аустенитизацию стали с достаточным насыщением твердого раствора углеродом и легирующими элементами при сохранении мелкозернистого строения. Недогрев стали приводит к пониженной твердости, ухудшая износостойкость и режущие свойства инструмента. Перегрев, приводящий к росту зерна крупнее 10-го балла вызывает снижение вязкости и прочности стали и недопустим для инструмента.
Для инструмента из инструментальной углеродистой стали проводят неполную закалку с нагревом до температур на 30-50°С выше Ас1 Нерастворенные при нагреве частицы цементита или карбидов предотвращают рост аустенитного зерна и повышают износостойкость стали.
Закалку ножа из стали У7А производят в камерной электропечи. Температура закалки Тзак = АС1+(30-50°С)=730+(30-50°С)=760-780°С. Длительность нагрева 10 мин, выдержка - 5 мин. Охлаждение после закалки - в воде. Отпуск рабочей части проводим при температуре 200-220°С в электрической селитровой ванне (55 % KNO3 + 45 % NaN03).
Для лучшего зацепления инструмента в зажимах (патронах) металлорежущих станков и во избежание поломок инструмента при установке (монтаже) и работе крепежная часть инструмента должна иметь пониженную твердость 30-35 HRC. Термическую обработку крепежной части инструмента выполняют отдельно после закалки отпуска режущей части.
Изделия промывают в баке горячей промывки.
Режим окончательной термической обработки ножа из углеродистой инструментальной стали У7А приведен на рис. 2.7.
Наилучшие свойства достигаются, если структура стали после закалки и отпуска состоит из весьма мелкоигольчатого мартенсита с равномерными избыточными карбидами и по возможности меньшим количеством остаточного аустенита [10, 18, 26, 27].
Свойства стали У7А после окончательной термической обработки можно ожидать следующие:
рабочей части ножа: τт= 1370 Н/мм2, τв= 1590 Н/мм2; KCU=30-33Дж/см2; 57-58 HRC; структура мартенсит отпуска;
крепежной части инструмента: τт=270 Н/мм; τв=1070 Н/мм2; KCU =70-73Дж/см2; 30 -35 HRC; структура сорботроститная.

Рисунок 2.7 - График окончательной термической обработки ножа из стали У7А
2.3 Фазовые и структурные превращения при аустенитизации стали У7А
Процесс аустенитизации стали У7А происходит при окончательной термической обработке, а именно при нагреве под закалку до температуры 780°С. Скорость процесса превращения выше точки Ac1 определяется исходной структурой стали и содержанием углерода для стали У7А, то измельчение исходной структуры означает, что увеличивается общая поверхность раздела феррита и карбидов. В результате увеличивается одновременная скорость зарождения и роста зерен аустенита, т.е. ускоряется процесс превращения перлита в аустенит. Повышение концентрации углерода ускоряет процесс образования аустенита вследствие увеличения количества карбидной фазы, т.е. увеличение суммарной поверхности раздела.
Аустенит является структурой, которая образуется в результате перекристаллизации, формируется в результате зарождения и роста зерен в объеме исходной структуры. Его образование начинается на поверхности раздела феррито-карбидных фаз. Зерна аустенита в своем росте захватывают карбидные частицы, растворяющиеся в нем.
При нагреве несколько выше точки AC1 (730°C) происходит фазовое превращение:
Ф ~ 0,02 % С + К А ~0,8 % С.
~ 0,02 % С + К А ~0,8 % С.
Структурное превращение может быть представлено так:
Физб + П Физб + А ~0,8 % С.
Опережающее поглощение феррита аустенитом по сравнению с процессом растворения карбидов приводит к тому, что, например, в стали близкой по составу к эвтектоидной к моменту исчезновения феррита может остаться еще значительное количество нерастворенных карбидов (тем больше, чем выше температура) и среднее содержание углерода в аустените будет значительно более низким, чем исходное.
Так, по данным таблицы 2.7, к моменту исчезновения феррита при нагреве стали с 0,8 % углерода средняя концентрация углерода в аустените.
Таблица 2.7 – Изменение концентрации углерода в аустените [10]
T,0C |
735 |
760 |
780 |
850 |
900 |
С,% |
0,77 |
0,69 |
0,61 |
0,51 |
0,46 |
При дальнейшем повышении температуры в межкритическом интервале вплоть до точки Асз (770°С) количество избыточного феррита уменьшается, количество аустенита возрастает, а содержание углерода в нем уменьшается до его среднего содержания в стали У7А:
Физб + А (0,8 % С) —» А (0,7 % С).
С повышением температуры непрерывно возрастает не только скорость роста аустенитных участков, но и вероятность зарождения аустенита.
Согласно термокинетической диаграмме (рис, 2.10) стали примерно эвтектоидного состава можно отметить, что при нагреве со скоростью 2°С/с превращение А + К —» А + Ф + К начнется при температуре 735°С через 30 секунд после начала нагрева. Феррит исчезнет при температуре 775°С через 50 секунд, после начала нагрева, карбиды растворятся при 875°С через 100 с начала аустенитизации.
На рисунке 2.10 показаны стадии аустенизации стали У7А.
Рисунок 2.10 – Стадии аустенитизации стали У7А