

ВВЕДЕНИЕ
Термическая обработка - процесс теплового воздействия на металлические сплавы с целью направленного изменения их структуры и свойств. Изменяются такие свойства как прочность, твердость, износостойкость, обрабатываемость или особые химические и физические свойства, а также и изменение у них напряженного состояния.
Изменение свойств осуществляется за счет изменения структуры: образование новых фаз, повышение или понижение дисперсности и равномерности распределения фаз и структурных составляющих друг в друге.
В настоящее время упрочнению термической обработкой подвергаются до 8-10% общей выплавки стали в стране, т.е. 10 млн.т. в год. В машиностроении объем термического передела составляет до 40% стали, потребляемой этой отраслью. Номенклатура упрочняемых деталей велика – от деталей приборов, разнообразных деталей машин до крупных элементов металлургического, тракторного, энергетического оборудования.
В данной курсовой работе будут рассмотрены основные этапы передела при изготовлении изделий из стали 18ХГТ и стали У7А, подобраны наиболее подходящие режимы термической обработки для деталей из этих материалов, а также изучены структурные и фазовые превращения при термической обработке.
Фазовые и структурные превращения при термической обработки стали 18хгт
Общая характеристика стали 18хгт
Сталь 18ХГТ является конструкционной, легированной, доэвтектоидной, цементируемой, низкоуглеродистой сталью.
Химический состав стали приведен в таблице 1.1.
Таблица 1.1-Химический состав стали 18ХГТ, %(ГОСТ 4543-71) [1]
C, % |
Mn,% |
Cr,% |
Si,% |
Ti,% |
S,% |
P,% |
Cu,% |
Ni,% |
Не более |
||||||||
0.17-0.23 |
0.8-1.1 |
1.0-1.3 |
0.17-0.37 |
0.03-0.09 |
0.035 |
0,035 |
0.3 |
0.3 |
Сталь 18ХГТ применяется для улучшенных или цементуемых деталей соответствующего назначения, от которых требуется повышенная прочность и вязкость сердцевины, а также высокая поверхностная твердость, работающая под влиянием ударных нагрузок. [1]
Температуры критических точек стали 18ХГТ приведены в таблице 1.2.
Таблица 1.2- Температуры критических точек стали 18ХГТ, 0С [1]
Ac1,0С |
Ac3,0С |
Ar1,0С |
Ar3,0С |
Мн,0С |
740 |
825 |
650 |
730 |
360 |
Механические свойства стали 18ХГТ представлены в таблицах 1.3 - 1.6
Таблица 1.3 – Механические свойства стали 18ХГТ в зависимости от вида термической обработки [2-5]
Термическая обработка |
Диаметр мм |
σв |
σт |
δ |
Ψ |
KCU, Дж/см2 |
Твердость Сердцевины НВ |
МПа |
% |
||||||
|
|
|
|||||
Нормализация 880-950 0С |
- |
640 |
360 |
- |
- |
- |
157-207 |
Цементация 930-950 0С Закалка с 825-840 в масле Отпуск при 180-200 0С, воздух |
50 |
1000 |
800 |
9 |
- |
- |
285 (поверхность 57-63 HRC) |
Цементация 920-950 0С Закалка с 820-860 в масле Отпуск при 180-200 0С, воздух |
20 |
1180 |
930 |
10 |
50 |
78 |
341 (поверхность 57-63 HRC) |
60 |
980 |
780 |
9 |
50 |
78 |
240-300 (поверхность 57-63 HRC) |
|
Таблица 1.4 – Механические свойства стали 18ХГТ в зависимости от сечения (закалка 850 0С, масло; отпуск 200 0С, воздух ) [4]
сечение |
σв |
σт |
δ |
Ψ |
KCU, Дж/см2 |
HRC |
МПа |
% |
|||||
5 |
1520 |
1320 |
12 |
50 |
72 |
- |
15 |
1180 |
930 |
13 |
50 |
78 |
38 |
20 |
980 |
730 |
15 |
55 |
113 |
30 |
25 |
980 |
690 |
19 |
50 |
93 |
28 |
Таблица 1.5 - Механические свойства стали 18ХГТ в зависимости от температуры отпуска [4-5]
Тотп |
σв |
σт |
δ |
Ψ |
KCU, Дж/см2 |
HRC |
|
МПа |
% |
||||||
200 |
1370 |
1150 |
11 |
57 |
98 |
41 |
|
300 |
1330 |
1150 |
10 |
57 |
78 |
41 |
|
400 |
1210 |
1150 |
9 |
57 |
78 |
40 |
|
500 |
940 |
950 |
15 |
66 |
144 |
32 |
|
600 |
780 |
720 |
20 |
73 |
216 |
22 |
|
Таблица 1.6 – Ударная вязкость стали 18ХГТ [6,7]
KCU, Дж/см2 |
|||
+20 |
-20 |
-40 |
-60 |
114 |
101 |
93 |
85 |
Прокаливаемость легированных сталей значительно выше, чем углеродистых. Это позволяет получать высокие механические свойства в больших сечениях. Особенностей структурных превращений в этих сталей позволяют для получения требуемых свойств широко используют все виды термической обработки. На рисунки 1.1 приведена полоса прокаливаемости для стали18ХГТ, а в таблице 1.7 приведены значения критического диаметра.
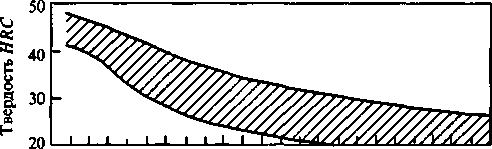
1,5 4,5 7,5 10,5 13,5 16,519,5 22,5 25,5 28,5 31,5 34,5
Рисунок 1.1 – Прокаливаемость определенная методом торцевой закалки[6]
Таблица 1.7 – Критический диаметр стали 18ХГТ [6-8]
Критическая Твердость HRC |
Количество Мартенсита % |
D, мм, после закалки |
|
В воде |
В масле |
||
32-36 |
50 |
33-82 |
12-52 |
38-43 |
90 |
23-48 |
6-24 |
Технологические свойства стали 18ХГТ следующие [3,5]:
- температура ковки, оС: начала 1200, конца 800. Сечения до 250 мм охлаждаются на воздухе, сечения 251-300 мм – в яме;
- сталь сваривается без ограничений(кроме деталей после химико-термической обработки);
- после нормализации получаются следующие свойства 156-159 НВ и σв = 530 МПа;
-сталь малосклонна к отпускной хрупкости и нефлокеночувствительна (не требует проведения противофлокельной обработки).
Цементация – наиболее распространенный метод химико-термической обработки стали. В результате такой обработки происходит поверхностное упрочнение деталей машин и механизмов: возрастает износостойкость, прочность, усталостная стойкость. Роль легирования стали для цементации состоит в получении высоких поверхностных свойств цементируемого слоя и обеспечения необходимых свойств сердцевины изделия при принятой обработки.
Основным критерием стали, используемой для цементуемых деталей, служат механические свойства сердцевины, которые зависят от размера сечения заготовки и прокаливаемости. Цементация повышает не только поверхностную твердость, но, как правило, и прочность деталей. Наибольший эффект упрочнения получен для сталей с относительно малым содержанием углерода и наименьший - для сталей, легированных вольфрамом или молибденом[7,8].
Из таблицы 1.8 видно, что прочность цементованной детали больше, чем больше прочность сердцевины. Например, прочность сердцевины детали диаметром 10 мм равна 2050 МПа, а прочность такой же цементованной детали 2750 МПа. Это свидетельствует о решающем влиянии свойств сердцевины и меньшем влиянии свойств цементованного слоя на прочность цементуемых деталей.
Таблица 1.8 – Механические свойства цементованных образцов при статическом изгибе
σи1, МПа, после ложной цементации |
σи2, МПа, после цементации с карбюризатором |
||||||
При сечении заготовок, мм |
|||||||
10 |
15 |
20 |
25 |
10 |
15 |
20 |
25 |
2050 |
1450 |
1200 |
1000 |
2750 |
2350 |
1900 |
1700 |
Легированная сталь повышенной прочности с 0.12 – 0.20 %С марки 18ХГТ предназначена для деталей сечением до 50 -75 мм, работающих при высоких удельных нагрузках, такой деталью может быт цилиндрическое зубчатое колесо коробки передач грузового автомобиля, эскиз которого приведен на рисунке 1.2.
Рисунок 1.2 – эскиз шестерни коробки передач грузового автомобиля
В процессе эксплуатации зубья шестерни подвергаются переменным нагружениям изгиба при вращении, а именно:
А) изгибу при максимальном однократном нагружении (при резком торможении, заклинивании, при приложении максимального крутящего момента);
Б) изгибу при многократных циклических нагрузках, вследствие чего в корне зуба развиваются наибольшие напряжения и может происходить усталостное разрушение. Напряжения изгиба могут быть весьма большими, так в некоторых шестернях коробки передач автомобилей они привышают 600МПа;
В) контактным напряжением на боковых рабочих поверхностях зубьев, приводящим к образованию контактно-усталочного выкашивания (питтинга);
Г) износу боковых поверхностей (из-за попадания абразивных частиц, грязи, пыли в зону контакту) либо торцевых поверхностей зубьев (при переключении передач в коробках передач) [2]
Принимая во внимание характер циклического нагружения шестерни коробки передач грузового автомобиля, следует отметить, что в этом случае цементация действительно увеличивает придел выносливости изделий, поскольку поверхностное упрочнение (цементация) приводит к его увеличению.
Выбранная шестерня коробки передач легкового автомобиля предназначена для эксплуатации при относительно высоких контактных напряжениях и с большими динамическими нагрузками.
Исходя из условий работы шестерни коробки передач автомобиля комплекс свойств, который обеспечит изделие необходимыми эксплуатационными характеристиками в готовом виде должны быть следующими: σт=900Н/мм2, σв=1100Н/мм2, δ≥10%, ψ≥50%, KCU=75-80 Дж/см2. и твердость поверхности зубьев 58-60 HRC.
Сталь заданного состава можно выплавить кислородно-конверторным способом (емкостью 100т). Шихтовым материалом являются: жидкий передельный чугун с содержанием S≤0.07, стальной лом, известь, железная руда, боксит, плавиковый шпат для наведения и разжижения шлака. Плавка начинается с загрузки в конвертер лома и заливки жидкого чугуна. Вводят в полость конвертора фурму, включают подачу кислорода, загружают шлакообразующие. В течение всей продувки из металла удаляется фосфор и сера. По окончанию продувки (15-20 минут), отбирают пробы металла и шлака, и выпускают через специальное отверстие в ковши (емкость 175м3) и одновременно вводят в ковш раскислители и легирующие элементы в виде ферросплавов (FeMn, FeSi, FeAl, FeTi, FeCr) с учетом угара.
Разливка стали 18ХГТ на состав производится сифонным способом в уширенные к верху изложницы с прибыльными надставками под слоем теплоизолирующей смеси в слитки массой 5.6-5.7т.
Слитки в изложницы поступают в стрипперное отделение, где их подрывают и снимают утеплители, после чего они нагреваются в отделение нагревательных колодцев (ячеек), отапливаемых природным газом (вместимость каждой ячейки 14-18 слитков) до температур Т= 1100-1250 0С. Нагретые слитки подаются слитковозом на двухклетьевой стан 900/950. На клети 950 обжимной, на которой раскатываются до размеров 250*250мм. После клети 950 раскат поступает на ножницы, где производится удаление донной и головной части раската и передается на заготовочную клеть 900, где заготовка прокатывается до сечения диаметром 110мм, l=2400мм. После клети 900 раскат шлепперами передается на линию резки.
На машиностроительном заводе производится нагрев заготовок до температур 1200 0С и на ковочном прессе осуществляется нарезка до размеров диаметром 135мм, высотой 45 мм. Затем осуществляется механическая обработка – нарезка зубьев на специальном фрезерном станке (130×40мм). После чего производится окончательная термическая обработка и контроль качества изделий [6, 7, 9].
На рисунки 1.3 приведена схема основных этапов предела жидкой стали 18ХГТ в изделие.








Рисунок 1.3 – Схема основных этапов передела стали 18ХГТ в шестерню