

4 Выбор универсальных измерительных средств
В единичном и мелкосерийном производстве для контроля точности размеров используют универсальные измерительные средства.
Исходные данные:
Контролируемое отверстия - H .
Контролируемый вал - .
Для обеспечения точности измерения при выборе измерительных средств, для проверяемых деталей необходимо, чтобы допускаемая погрешность измерения , которая регламентируется ГОСТ 8.04-81 и зависит от допуска контролируемого размера, была больше или равна предельной погрешности измерительного средства , которая указывается в технической характеристике на него.
Результаты выбора измерительных средств для проверяемых деталей сводим в таблицу 2.
Таблица 2 - Выбранные средства измерения
Диаметр и поле допуска, мм |
Допуск |
Допуска- емая погреш-ность измерения , мкм |
Наименование средства измерения, модель, ГОСТ |
Цена деления отсчетного устройства, мм |
Предельная погреш-ность измеритель-ного средства , мкм |
H |
|
|
Нутромер |
0,01 |
|
|
|
|
Микрометр |
0,01 |
|
5 Расчет и выбор посадок подшипников качения
Исходные данные:
радиальная нагрузка R = Н;
класс точности подшипника – ;
вал вращается, вал сплошной, корпус массивный;
нагрузка умеренная, перегрузки не превышают 150%.
Исходя из диаметра посадочного отверстия зубчатого колеса (d = мм) принимаем подшипник легкой серии № . Из таблицы стандарта по номеру подшипника выписываем его параметры D = мм, d = мм, В = мм, r = мм.
5.1 Расчет и выбор посадок подшипников качения на вал и корпус
Посадка внутреннего кольца с валом всегда осуществляется в системе основного отверстия, а наружного кольца в корпус в системе основного вала.
Выбор посадок для подшипников качения зависит от характера нагружения колец. В подшипниковых узлах редукторов кольца испытывают циркуляционное и местное нагружение. Внутреннее кольцо подшипника является циркуляционно нагруженным, при котором результирующая радиальная нагрузка воспринимается последовательно всей окружностью его дорожки качения и передает ее всей посадочной поверхности вала.
Наружное кольцо подшипника испытывает местное нагружение, при котором, постоянная по направлению результирующая радиальная нагрузка воспринимается лишь ограниченным участком окружности дорожки качения и передает ее соответствующему ограниченному участку посадочной поверхности корпуса.
Так как в изделии вращается вал, внутреннее кольцо подшипника является циркуляционно нагруженным, наружное кольцо соединятся с неподвижным корпусом, испытывает местное нагружение, следовательно, внутреннее кольцо должно соединяться с валом по посадке с натягом, наружное с отверстием в корпусе с небольшим зазором.
Посадку внутреннего кольца подшипника на вал определяем по минимальному расчетному натягу между внутренним кольцом и посадочной поверхностью вала, который рассчитывается по формуле
![]() ,
,
где
![]() коэффициент
(для подшипников легкой серии N
=2,8);
коэффициент
(для подшипников легкой серии N
=2,8);
![]() радиальная
нагрузка;
радиальная
нагрузка;
r - радиус скругления фаски кольца подшипника.
![]() .
.
Квалитет точности для отверстия и вала устанавливается в зависимости от класса точности подшипника при 0 и 6-ом классе точности вал обрабатывается по 6, а отверстие по 7-му квалитету точности. По ГОСТ 3325-85 выбираем поле допуска для посадочной поверхности вала, соблюдая условие:
![]() ,
,
где
![]() табличное значение минимального натяга.
табличное значение минимального натяга.
Вал Ø
![]() .
.
Посадка внутреннего
кольца на вал - Ø![]() .
.
Предельные отклонения для колец подшипника выбираем по ГОСТ 520-89.
Прочность внутреннего кольца проверяем по допустимому натягу
![]() .
.
где [σ] - допускаемое напряжение материала кольца при растяжении (для подшипниковой стали σ = 400 МПа = 400 · 106 Па);
d - номинальный диаметр кольца подшипника (d= мм).
![]()
Прочность кольца
гарантируется так как
![]() ,
> мкм.
,
> мкм.
Наружное кольцо подшипника испытывает местное нагружение. По таблице 3.9[2] выбираем для посадочной поверхности отверстия корпуса поле допуска H .
Посадка по наружному
кольцу - Ø![]() .
.
5.3 Определение требований к посадочным поверхностям вала и отверстия в корпусе
Требование к посадочным поверхностям вала и отверстия определяется по ГОСТ 3325-85.
Шероховатость
поверхности выбирается по таблице 3.
Для вала
![]() ;
отверстия в корпусе
;
отверстия в корпусе
![]() ,
торца вала
,
торца вала
![]()
Допуски круглости
и профиля продольного сечения по таблице
4. Для вала![]() ,
для отверстия
,
для отверстия
![]() Допуск
торцового биения опорного торца вала
по таблице 5
Допуск
торцового биения опорного торца вала
по таблице 5
![]()
6 Расчет размерной цепи методом регулирования
Для обеспечения зазора между подшипником и крышкой, устанавливаемых на вал в пределах S = 0…0, мм, который является замыкающим (исходным) звеном, в сборочном узле предусмотрен компенсатор. Роль такого звена (детали) обычно выполняют втулки, кольца, планки, плиты, прокладки и т.п. специально предусмотренные в конструкции машины детали.
Задачу целесообразно решать методом регулирования. Точность замыкающего звена (ВΔ) достигается изменением компенсирующего звена, которым является кольцо(втулка, прокладка) – неподвижный компенсатор.
Собираемые детали в этом случае изготавливаются с расширенными, экономически целесообразными производственными допусками.
По сборочному чертежу ведомого вала выявляем все звенья размерной цепи В (В1…В6), участвующие в решении поставленной задачи. Вычерчиваем отдельно размерную цепь (рисунок 1).
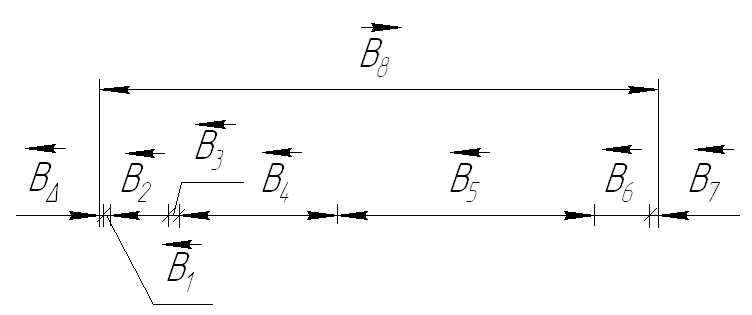
Рисунок 1 - Схема размерной цепи В
Расчет ведем согласно рекомендациям [1].
Записываем параметры замыкающего звена в удобном для дальнейшего расчета виде:
номинальный
размер
![]() ,
,
предельные отклонения ESВΔ = + 0, мм; EIВΔ = + 0,25 мм,
допуск замыкающего звена
ТВ = ЕSВ - EIВ,
ТВ = + 0,45 – 0,25 = 0,2 мм,
координата середины поля допуска исходного звена
![]() ,
,
![]() .
.
Выявляем увеличивающие и уменьшающие звенья:
увеличивающие - В8
уменьшающие - В1, В2, В3, В4, В5, В6, В7
Конструктивно по сборочному чертежу определяем номинальные значения составляющих звеньев:
В1 =3мм; В2 =20 мм; В3 = 5 мм; В4 = 54 мм; В5 =86; В6 = 20 мм; В7 =3 мм; В8 =191 мм.
Размеры звеньев В2 и В6 (ширина кольца подшипника B) выбираем по номеру подшипника № 210.
Проверяем правильность определения номинальных значений составляющих звеньев:
 ,
,
ВΔ = В8 – (В1+ В2 + В3 + В4 + В5 + В6 + В7);
ВΔ = 191- (3 + 20 + 5 + 54 + 86 + 20 + 3) = 0.
По ГОСТ 25347–82 устанавливаем экономически целесообразные допуски (по 12 квалитету точности) и предельные отклонения составляющих звеньев за исключением компенсирующего В1 и подшипников В2, В6:
ТВ3/ = 0,30 мм (14 квалитет); ТВ4/ = 0,25 мм (12 квалитет); ТВ5/ = 0,350 мм (12 квалитет); ТВ7/ = 0,25 мм (14 квалитет); ТВ8/ = 0,460 мм (12 квалитет).
Для звеньев В2, В6 допуски выбираем из таблицы стандарта для подшипников ГОСТ 520-71 на ширину колец подшипника в зависимости от внутреннего диаметра и класса точности ТВ2/ = ТВ6/ = 0,15 мм.
Задаем расположение допусков составляющих звеньев и записываем их предельные отклонения кроме компенсирующего звена. Для звеньев, определяющих размеры охватывающих поверхностей ESВi = + ТВi; EIВi = 0. Для звеньев, определяющих размеры охватываемых поверхностей ESВi = 0; EI Вi = - ТВi.
В2 = 20-0,15 мм; В3 = 5-0,3 мм; В4 = 45-0,25 мм; В5 = 86-0,35 мм; В6 = 20-0,15 мм; В7 = 3-0,25 мм; В8 = 182-0,46 мм;
Определяем координаты середин полей допусков составляющих звеньев, кроме компенсирующего звена:
![]() ;
;
![]() мм;
мм;
ЕсВ2 = - 0,075 мм; ЕсВ3 = - 0,150 мм; ЕсВ4 = - 0,150 мм; ЕсВ5 = - 0,175 мм; ЕсВ6 = - 0,175 мм; ЕсВ7 = - 0,125 мм;
ЕсВ8 = - 0,230 мм;
Определяем производственный допуск замыкающего звена путем суммирования производственных допусков составляющих звеньев, кроме замыкающего и компенсирующего звена
![]()
![]() ;
;
где m – общее число звеньев в цепи, включая замыкающее звено, m = 9
0,15 + 0,3 + 0,30 + 0,35 + 0,15 + 0,25 + 0,46 = 1,960 мм
Определяем величину компенсации:
![]() ;
;
где Тмк – допуск на изготовление компенсатора (звено В1), принимаем по 10-му квалитету точности 0,04 мм.
Тк = 1,960 - 0,2 + 0,04 =1,80 мм.
Определяем координату середины производственного допуска замыкающего звена:
ЕсВΔ/ = Σ ξi Есi/,
ЕсВΔ/ = + (- 0,23) - (- 0,075- 0,15 - 0,15 - 0,175 - 0,075 - 0,125) = + 0,520 мм.
Определяем величину компенсации координаты седины поля производственного допуска замыкающего звена:
![]() ,
,
Знак «плюс» ставится в том случае, если компенсатор является увеличивающим звеном, а знак «минус» - уменьшающим звеном.
![]() мм
мм
Определяем предельные значения величины необходимой компенсации
![]() ,
,
![]() ,
,
![]() мм
мм
![]() мм.
мм.
Так как EIk < 0, то изменяем координату середины поля допуска одного из составляющих звеньев (ЕсВ8/) на величину ЕсВ8// = ЕсВ8/ - EIk (для увеличивающих звеньев);
ЕсВ8// = - 0,23 - (- 0,73) = + 0,50 мм.
Определяем новые предельные отклонения для измененного звена
![]() ;
;
![]() мм;
мм;
![]() мм.
мм.
![]() .
.
Устанавливаем толщину одной прокладки
S ≤ TВ∆, S = 0,2 мм
Определяем число прокладок
![]() ,
,
![]() мм.
мм.
Принимаем 9 прокладок.