

Министерство образования и науки Украины
Донбасская государственная машиностроительная академия
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к практическим занятиям и самостоятельной работе
по дисциплине „Нанесение покритий”
для студентов всех форм обучения
-
Утверждено
на методическом
совете ДГМА
протокол № от
Краматорск 2007
УДК 621.791
Методические указания к практическим занятиям и самостоятельной работе по дисциплине «Нанесение покрытий» для студентов специальности 7.092301 «Технология и оборудование сварки» всех форм обучения / Сост. Богуцкий А.А., Макаренко Н.А. – Краматорск: ДГМА, 2007. – 80 с.
Составитель А.А.Богуцкий, ст.преподаватель
Н.А.Макаренко,
Ответ. за выпуск В.М.Карпенко, профессор
С О Д Е Р Ж А Н И Е
О Д Е Р Ж А Н И Е
Практическое занятие 1. Выбор типового технологического |
|
процесса изготовления детали с функ- |
|
циональным покрытием............................. |
4 |
Практическое занятие 2. Выбор материалов для нанесения покрытий....................................................... |
19 |
Практическое занятие 3. Выбор способа нанесения покритий........ |
29 |
Практическое занятие 4. Разработка типових технологических |
|
процессов газотермического нанесения |
|
покрытий........................................................ |
33 |
Практическое занятие 5. Разработка технологических процес сов |
|
вакуумно-конденсационных методов |
|
нанесения покритий.................................... |
56 |
Практическое занятие 6. Выбор типового оборудования для |
|
нанесения покритий................................... |
64 |
Основная литература............................................................................ |
79 |
Дополнительная литература…………………………………………. |
79 |
Практическое занятие 1
ВЫБОР ТИПОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ФУНКЦИОНАЛЬНЫМ
ПОКРЫТИЕМ
Цель работы: реализация требований к знаниям и умениям, какими должны овладеть студенты, относительно выбора типовой технологии подготовки поверхности под нанесение покрытия и разработки маршрутной технологии подготовки детали под напыление.
Совокупность всех действий людей и орудия производства, необходимые на определенном предприятии для изготовления или восстановления изделий называются производственным процессом.
Общая схема производственного процесса деталей с газотермическим покрытием показан на рис.1.
Часть производственного процесса, которая вмещает в себя действия по изменению и следующему определению состояния объекта производства - называется технологическим процессом. Законченная часть технологического процесса, которая выполняется на одном рабочем месте - называется технологической операцией.
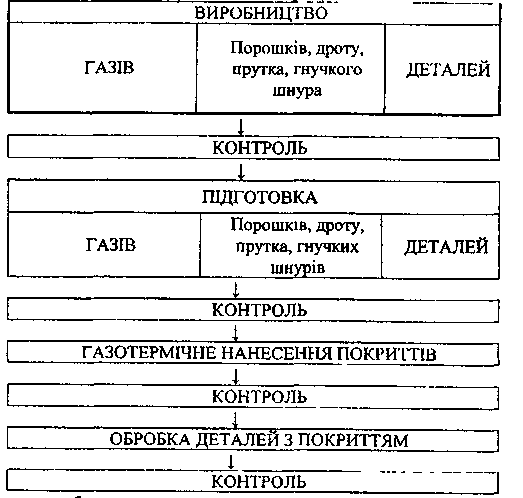
Рисунок 1 - Схема производственного процесса деталей
с газотермическим покрытием
Технологические операции называются по виду работы, которая выполняется. Например, напыление, наплавка, дробеструйная обработка и другая обработка.
Технологическая операция состоит из таких элементов: установление, переход (технологический и вспомогательный), ход (рабочий и вспомогательный), позиция.
Технологический процесс, который выполняется по документации, в которой содержание операции указывается без обозначения переходов и режимов обработки называется маршрутным технологическим процессом.
Маршрутный технологический процесс задается соответствующим технологическим документом — маршрутной картой, которая содержит описание технологического процесса изготовления или восстановления изделия, включая контроль и перемещение по всем операциям разных видов в технологической последовательности с наведением данных об оборудовании, оснащении, материальных и трудовых нормативах.
Типовой маршрутный технологический процесс изготовления детали с функциональным покрытием в общем случае предусматривает наличие следующих операций:
- отбор деталей, которые отвечают технологическим требованиям;
- механическая обработка поверхности;
- обезжиривание поверхности;
- изоляция поверхности, которая не напыляется;
- активация и формирование шероховатости напыляемой поверхности;
- предварительный подогрев;
- нанесение подслоя;
- напыление покрытия;
- изъятие масок и изолирующих элементов;
- термообработка (оплавление) покрытий;
- контроль качества покрытия;
- механическая обработка;
- контроль качества изделия.
При входном контроле конструкции и назначении покрытий следует учитывать технические требования к поверхности детали, выполнения которых обеспечивает высокие служебные характеристики напыляемого слоя. Детали, конструкции, изделия, которые не отвечают требованиям входного контроля согласно технологическим требованиям к поверхности, (табл.1) должны пройти предварительную механическую обработку.
Таблица 1 - Форма поверхности деталей, которая предлагается для
напыляемых изделий.
Неправильно |
Правильно |
|
|
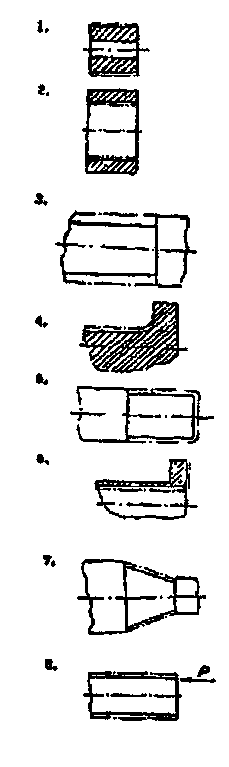
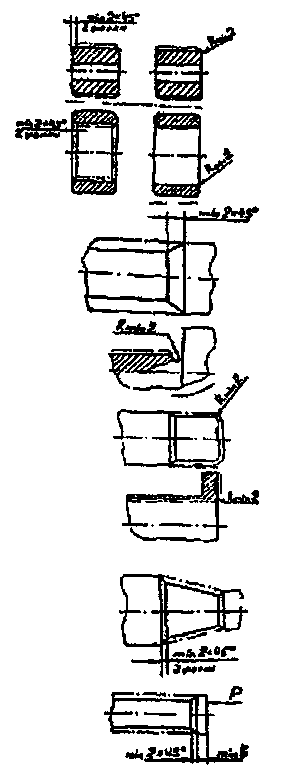
При входном контроле напыляемой детали необходимо учитывать, чтобы конфигурация напыляемой поверхности гарантировала нанесение покрытия под углом 60-900 (в отдельных случаях не меньше 30°) между осью струи и поверхностью.
Напылять поверхность в выемках и глубоких отверстиях разрешается при условии, что соотношение ширины или диаметра отверстия к его глубине было бы не меньше двух. В случае напыления внутренней поверхности сквозного отверстия отношения его длины к диаметру тоже должно быть не меньше двух. На напыляемых поверхностях не должно быть заусениц, сварочных капель, наплывов пайки, прожогов, остатков флюса, раковин и т.д.
Механическая обработка поверхности детали, конструкций и изделий выполняется на серийном металлообрабатывающем оборудовании.
Операцию обезжиривания проводят для удаления грязи, смазочного масла, жировых пятен, которые не могут быть удалены на следующих этапах подготовки, а их наличие существенно препятствует сцеплению материала покрытия с поверхностью детали, конструкцией или изделием.
Для обеспечения надежного сцепления основа подлежит обработке, в результате которой удаляется оксидная пленка, формируется шероховатая развитая и активированная поверхность. Непосредственно перед процессом напыления покрытий допускается проводить предварительный подогрев активированной детали, конструкции или изделия с целью дополнительной активации поверхности.
При подготовке поверхности детали, конструкции, изделия перед нанесением покрытия с резко отличными от основы физико-механическими свойствами применяют предварительное нанесение подслоя материала с промежуточным значением коэффициента термического расширения и высокой прочностью сцепления.
Наличие (отсутствие) той или иной операции в процессе подготовки деталей, конструкций или изделий определяется при подборе деталей согласно технологическим требованиям к подготавливаемой поверхности.
Обезжиривание поверхности
Общее обезжиривание поверхности детали, конструкции или изделия осуществляется органическими растворителями, моющими средствами, кислотными растворителями и разными эмульсиями (табл. 2). Для обезжиривания поверхности перед газотермическим напылением рекомендуется использовать моющие средства (табл. 3), поскольку органические растворители токсичные и имеют ограниченное применение.
Таблица.2 - Органические растворители
Характер загрязнения |
Метал детали |
Растворитель |
Режим обработки |
||
Т, 0С |
Продолжительность, мин.. |
||||
погружения |
выдержки в парах растворителя |
||||
Рабочие и консервационные масла |
Все металлы, кроме титана |
Тетрахлорэтилен (токсичный) |
121 |
не меньше 0,5 |
0,5....5,0 |
Все металлы кроме
|
Трихлорэтилен (токсичный) |
87 |
не меньше 0,5 |
0,5....5,0 |
|
Полировочные и шлифовальные пасты |
Все металы кроме
|
Тетрахлорэтилен, катионат -10 мас. конц 1...3 кг/м3 |
121 |
не меньше 0,5 |
0,5....5,0 |
Все металлы кроме
|
Трихлорэтилен, стабилизированый, катионат-10 мас конц 1...3 кг/м3 |
87 |
не меньше 0,5 |
0,5...5,0 |
|
Таблица 3 - Моющие средства
Характер загрязнения |
Металл детали |
Массовая концентрация раствора, кг/м3 |
Режим обработки |
||||||
Технические моющие средства |
Натрий жидкий |
Три натрий фасфот |
Сода кальцинированная |
Ситанол |
Температура 0С |
Продолжительность, мин.. |
|||
Типа ТМС-31 |
Лабомид, или деталин, или „Импульс |
||||||||
Полировочные и шлифовальные пасты |
Все металлы, сплавы и полированные покрытия |
60-30 |
- |
- |
- |
- |
- |
70-80 |
5-10 |
Все металлы, сплавы и покрытия |
- |
20-30 |
- |
- |
- |
- |
60-80 |
3-10 |
|
Робочие консервационные пасты и другие жировые загрязнения |
Стали разных марок |
- |
- |
5-15 |
15-35 |
15-35 |
3-5 |
30-60 |
3-20 |
Алюминий и его сплавы |
- |
- |
8-12 |
20-50 |
- |
- |
40-70 |
3-10 |
|
Все металлы, сплавы и покрытия кроме полированных и алюминия и его сплавов |
- |
- |
- |
15-35 |
15-35 |
3-5 |
60-80 |
5-20 |
|
Смазочно охлаждающие жидкости |
Все металлы и сплавы |
- |
- |
- |
- |
10-15 |
3-5 |
60-80 |
1-5 |
В технически обусловленных случаях допускается проводить обезжиривание с помощью щеток и другого протирочного материала, смоченного бензином - растворителем, спиртом или ацетоном.
Детали из пористых материалов (например, полученных методами порошковой металлургии) или чугунных отливок, которые продолжительное время находились в смазочной среде, после поверхностного обезжиривания, могут подвергаться отжигу, при температуре 260-530°С на протяжении 2-3 часов в муфельных или шахтных печах для удаления масла с пор.
Крупногабаритные детали сложной формы могут подвергаться газопламенному отжигу. Обезжиривание поверхности рекомендуется проводить на специальном серийном оборудовании для мытья. Способ активации и образования шероховатости подготавливаемой поверхности зависит от материала и толщины стенки детали, конструкции изделия, толщины слоя покрытия, конфигурации поверхности, условий эксплуатации.
Подготовку поверхности деталей, конструкции или изделия с толщиной стенки меньше 0,5 мм целесообразно проводить травлением. В технически обоснованных случаях допускается проводить активацию поверхности таких деталей или изделий плазменно-абразивной обработкой электрокорундом мелкой фракции или, при давлении сжатого воздуха 0,1-0,3 МПа, с использованием приспособлений, которые предупреждают деформацию и коробление деталей, конструкций и изделий.
При толщине стенки больше 0,5 мм активацию следует осуществлять абразивно-плазменной обработкой.
Подготовку деталей цилиндрической формы, которые работают при повышенных механических нагрузках (в особенности срезающих) допускается проводить механической обработкой. Подготовку основы механической обработкой (нарезания „рваной резьбы") рекомендуется проводить в случае твердости поверхности не больше НRС 40.
При восстановлении деталей, конструкций или изделий с поверхностной твердостью больше НRС 40, механическую обработку можно проводить после предварительного отжига, если последний допускается.
При проведении абразивно - струйной подготовки поверхности основы следует учитывать материал детали, конструкции или изделия (твердость, вязкость), условия эксплуатации их с покрытием.
В качестве абразива рекомендуется использовать шлиф-зерно электро-корунда нормального марок 12А, 13А, 14А, 15А по ОСТ 2МТ 793-80 и ОСТ 2МТ 715-78 зернистостью 63Н, 63П, при поверхностной твердости до НRС 40 и 80П, 80Н, 100П по ГОСТ 3647-89 в случае твердости больше НRС 40.
Для активации поверхности с твердостью не больше НRС 40 разрешается использовать металлическую дробь ДСК (ДКЧ) № 01, 02, 03, 04, 05, 08, 15 зернистостью 0,5-1,5 мм ГОСТ 11964-81.
Не рекомендуется применять металлический абразив при подготовке деталей, конструкций или изделий из меди, медных сплавов и других материалов с большой вязкостью при нанесении жароустойчивых и коррозионноустойчивых покрытий.
Рекомендованные режимы абразивно-струйной обработки разных материалов приведены в табл. 4.
Шероховатость
поверхности деталей, конструкций или
изделий после абразивно-струйной
обработки должна составлять
![]() в зависимости от материала основы и
назначения покрытия.
в зависимости от материала основы и
назначения покрытия.
Поверхность детали, конструкции, изделия не подлежащих обработке, должна быть защищена от действия абразивных частиц экранами из металла или абразивно-устойчивого материала (например, резины, фторопласта и др.).
При подготовке деталей, конструкций, изделий с твердостью поверхности больше НRС 50, если их невозможно подготовить с помощью абразивно-струйной или механической обработки, разрешается активировать зону напыления электроискровой обработкой.
Обработку необходимо осуществлять электродами из никеля и его сплавов в случае стальной основы и алюминия и его сплавов при подготовке деталей, конструкций и изделий из алюминия.
Подготовку поверхности деталей, конструкций, изделий рекомендуется проводить на серийном специализированном оборудовании, представленном в табл. 5.
С целью термической активации обезжиренной шероховатой поверхности деталей непосредственно перед нанесением покрытия разрешается проводить предварительный подогрев.
Предварительный подогрев в окислительной среде (воздухе) ограничивается температурами 50-180°С в зависимости от материала основы (табл. 6).
Таблица 5 - Характеристики установок электроискрового легирования с
ручными вибраторами
-
Параметры
Марка установки
ЭФИ-46
ЭФИ-54
ЭФИ-80
ЭФИ-25М
ЭФИ-23М
ЭФИ-25Ф
ЭФИ-81
ЭФИ-79
ЭФИ-78
Напряжение питания, В
220
220
220-380
220
220
220-380
220
220
220
Мощность, кВа
0,5
1,5
0,25
1,6
1,0
2,5
0,25
1,5
0,5
Рабочее напряжение А
2,5
2,5
-
85
18
30
-
20
10
Высота неровностей профиля
2-20
25
2-80
80
10-30
15-30
10-40
5-40
10-80
Габаритные размеры, мм
411х268х305
561х360х308
490х210х500
420х490х750
555х350х365
590х530х200
250х300х300
560х350х370
-
Масса, кг
27,5
40
30
80
50
120
10
5
45
Примечание. При
необходимости получения шероховатости
подготовленной поверхности
![]() электроискровую обработку следует
проводить на установках грубого
легирования ИСА-2, ИАС-3, созданных
ЦНИИТмашем (г. Москва)
электроискровую обработку следует
проводить на установках грубого
легирования ИСА-2, ИАС-3, созданных
ЦНИИТмашем (г. Москва)
Таблица 6 - Температура предварительного подогрева
Материал основы |
Допустимая температура нагрева, 0С |
Сталь |
150 |
Медь и ее сплавы |
50 |
Никель и его сплавы |
180 |
Титан и его сплавы |
100 |
Алюминий и его сплавы |
100 |
Предварительный подогрев до более высоких температур разрешается проводить в камерах с контролируемой атмосферой или в динамическом вакууме. Напыление подслоя предлагается в случае нанесения покрытия, которое имеет отличные от материала детали коэффициенты термического расширения и детали работают в условиях циклической нагрузки.
При выборе материала для подслоя следует учитывать граничные рабочие температуры эксплуатации в окислительной среде, которые приведены в табл. 7.
Таблица 7 - Граничные рабочие температуры эксплуатации деталей с
покрытием
Материал подслоя (марка порошка) |
ГОСТ, ТУ |
Ориентировочные граничные температуры эксплуатации покрытий, 0С |
МПЧ (молибден) |
ТУ 48-19-69-80 |
315 |
ПХ20Н80 |
ГОСТ 13084-67 |
1200 |
ПН85Ю15 |
ТУ14-1-3282-81 |
1300 |
ПН70Ю30 |
ТУ14-1-3282-81 |
1500 |
ПТ-НА-01 |
ТУ48-19-383-84 |
1000 |
ПТ-105Н |
ТУ14-1-3926-81 |
1000 |
ПТ88Н12 |
ТУ14-1-3926-81 |
500 |
ПТ65Ю35 |
ТУ14-1-3926-81 |
1300 |
ПРХ18Н9 |
ТУ14-1-3540-83 |
500 |
ПН55Т45 |
ТУ14-1-3282-81 |
200 |
При выборе материала следует учитывать допустимые сочетания материалов подслоя, основы и покрытия для предотвращения возникновения контактной коррозии. Подслой необходимо наносить на предварительно обезжиренную, активированную, шероховатую поверхность детали. Толщина подслоя должна быть не более 0,05-0,15 мм.
В табл. 8. приведены коэффициенты термического расширения некоторых материалов в литом и напыленном состоянии в разных интервалах температур.
Таблица 8 -
Коэффициенты термического расширения
![]()
металлов, покрытий и литых материалов
Металл |
Состояние |
Температура, 0С |
||
20...100 |
20...300 |
20...500 |
||
Сталь з 0,1%С |
Литая |
11,86 |
12,50 |
14,19 |
Напыленная |
11,70 |
12,79 |
13,57 |
|
Медь |
Литая |
16,82 |
17,59 |
18,49 |
Напыленная |
16,52 |
14,89 |
17,42 |
|
Оловянистая бронза |
Литая |
13,39 |
18,16 |
18,89 |
Напыленная |
17,67 |
18,25 |
17,92 |
|
Латунь |
Литая |
19,05 |
20,32 |
- |
Напыленная |
18,77 |
19,63 |
- |
|
Алюминий |
Литой |
23,79 |
25,55 |
21,88 |
напыленный |
23,26 |
25,64 |
19,35 |
|
Свинец |
Литой |
29,75 |
- |
- |
напыленный |
26,58 |
- |
- |
|