

8.5.3 Вертикально-свердлильний верстат
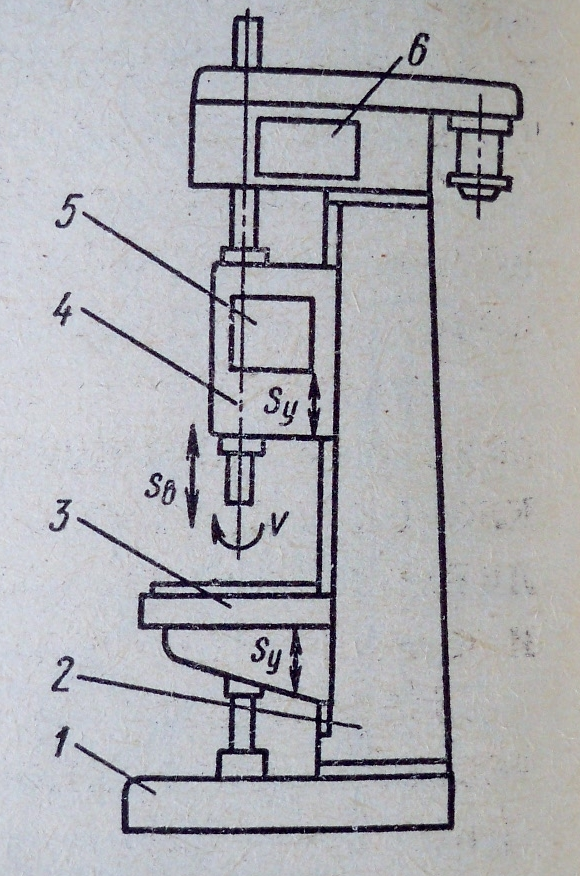
Рисунок 8.6–Вертикально-
свердлильний верстат
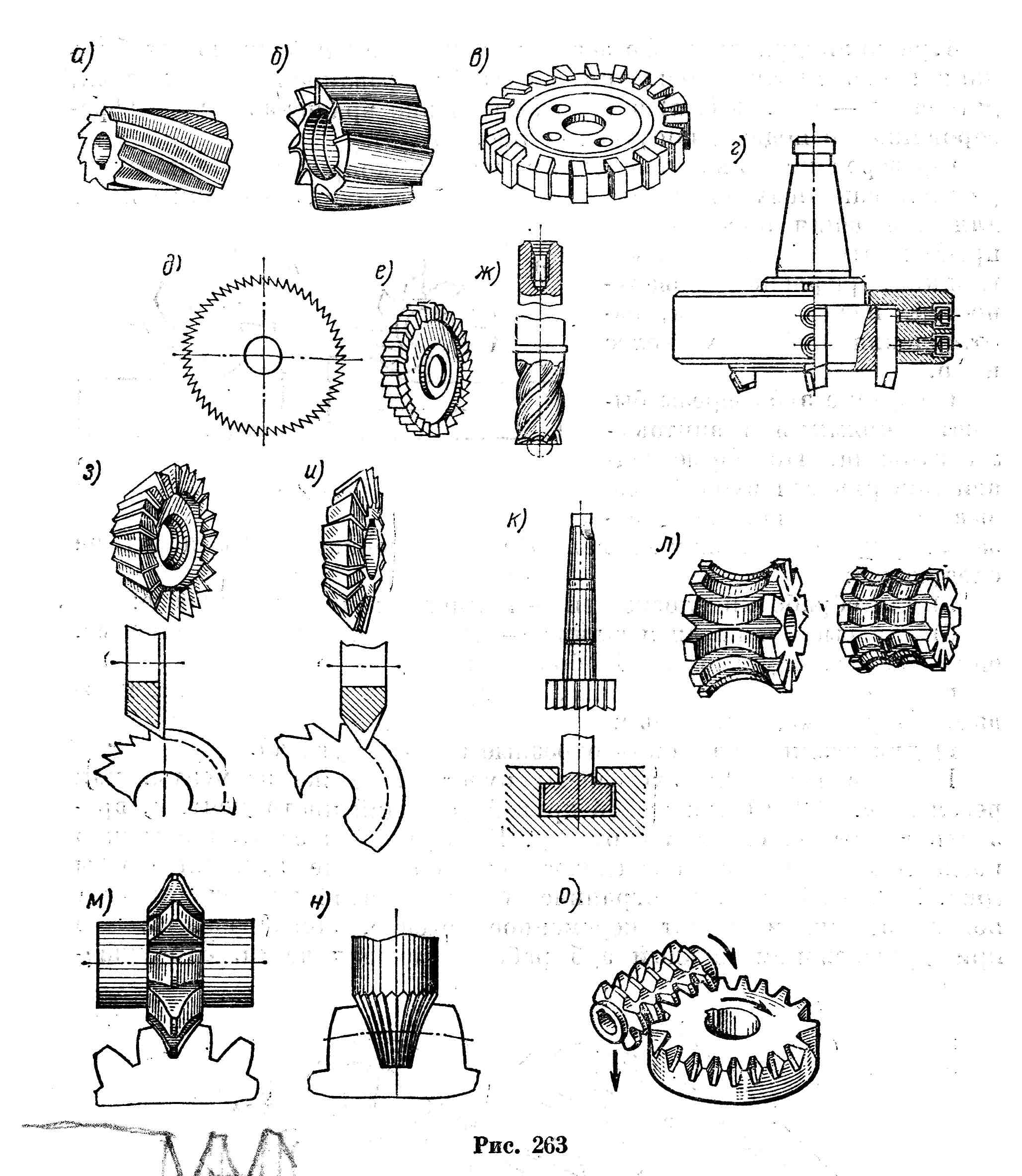
Рисунок 8.1 – Види обробки на фрезерних верстатах
8.6 Зміцнюючі та оздоблювальні методи обробки заготовок
Термічна обробка сталевих заготовок:
-помякшувальна – відпал, нормалізація;
-зміцнююча – загартування та відпуск.
Поверхнева обробка:
-хіміко-термічна – цементація, азотування, нітроцементація;
- поверхневі покриття – гальванічні (хромування, нікелювання, цинкування, полуда, оксидування, фосфатування, борування), емалірування, полімерні покриття, вакуумне напилення, фарбування.
Механічне поліпшення властивостей поверхні – дробоструминна обробка, накатування, алмазне випрасовування, суперфінішування, притирання, полірування.
9 Приклади маршрутів механічної обробки типових деталей
9.1 Маршрут виготовлення валу у дрібносерійному виробництві Робочий вал розміщується в підшипникових опорах та призначений для орієнтації ексцентрикової втулки і надання їй обертового руху
Матеріал – сталь 45 ГОСТ 1050-88. Заготовка – сортовий круглий калібрований прокат ГОСТ 7417-75, діаметр 20 мм – відрізка на механячній ножівці, група якості поверхні Б, квалітет точності h11.
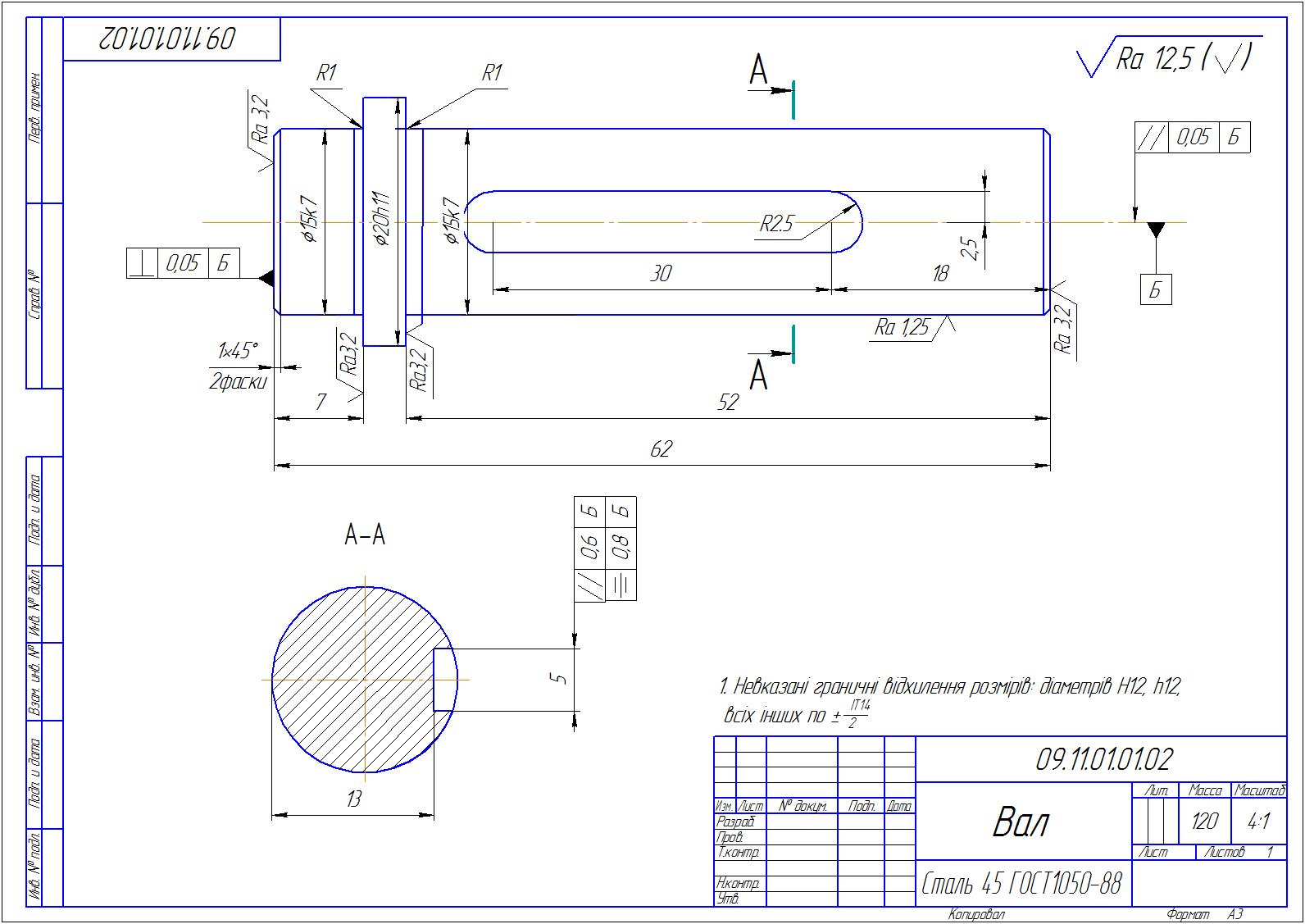
Рисунок 9.1 – Робоче креслення валу
Маршрут обробки
Операція 005 Токарно-гвинторізна
Мета операції: підрізати торці, проточити вал, виготовити центрові отвори, підготувати поверхні для наступних операцій.
Кількість установів – 3.
Зміст операції:
Установ 1 (рисунок 5.4):
1) підрізання торця напівчистове з витримкою розміру 63,5+0,4мм.
2) підрізання чистове з витримкою розміру 63+0,12 мм, шорсткістю Ra3,2 та допуском перпендикулярності відносно осі в межах 0,05 мм.
3)виготовлення центрового отвору, піджим рухомим центром;
4) точіння чорнове поверхні 3, забезпечити діаметр Ø17+0,24;
5) підрізання чорнове поверхні 6, забезпечити розмір 52 мм, Ø20 в межах допуску 0,4 мм;
6) точіння чистове поверхні 3, забезпечити діаметр Ø15,75+0,07;
7) підрізання чистове поверхні 6 – забезпечити розмір 52 мм, Ø20 в межах допуску 0,06 мм, шорсткість поверхні 6 – Ra3,2.
8) Підрізання галтелі, виготовлення фаски, зняття гострих крайок.
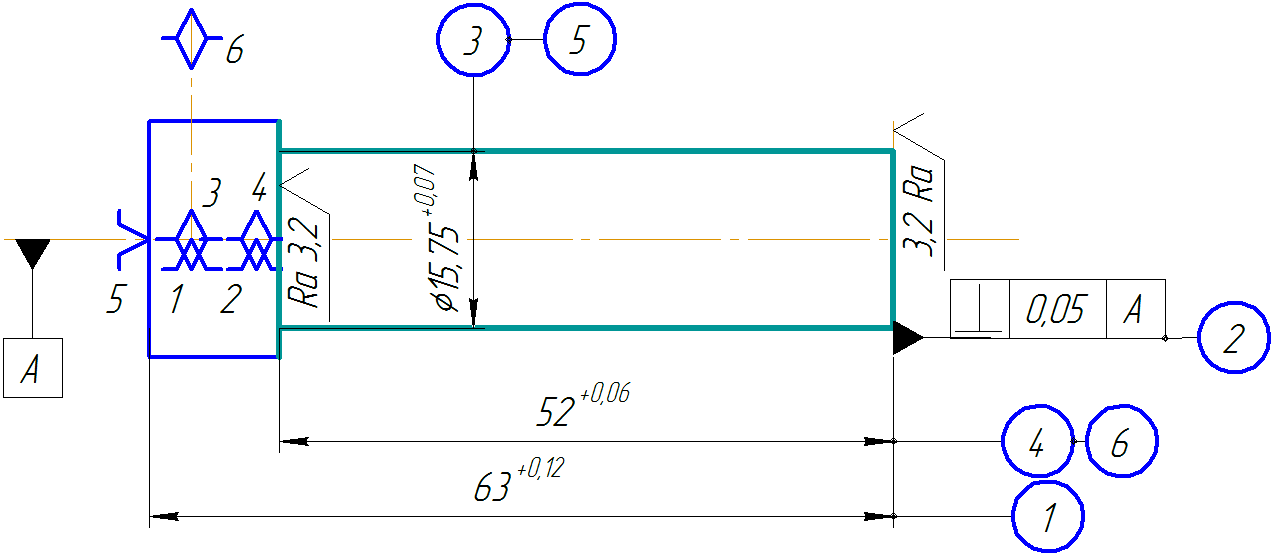
Рисунок 5.4 – Установ 1, операція 005
Установ 2 (рисунок 5.5):
1) підрізання торця напівчистове з витримкою розміру 62,5+0,4 мм;
2) підрізання чистове з витримкою розміру 62+0,12 мм, шорсткістю Ra3,2 та допуском перпендикулярності відносно осі в межах 0,05 мм;
3)виготовлення центрового отвору;
3) точіння чорнове поверхні 4, забезпечити діаметр Ø17+0,24;
4) підрізання чорнове поверхні 5, забезпечити розмір 6 мм, Ø20 в межах допуску 0,4 мм;
5) точіння чистове поверхні 4, забезпечити діаметр Ø15,75+0,07;
6) підрізання чистове поверхні 5, забезпечити розмір 7 мм, Ø20 в межах допуску 0,06 мм, шорсткість поверхні 5 – Ra3,2.
7)
обточування тонке поверхні 4 з забезпеченням
розміру Ø15k7(![]() ).
).
8) підрізання галтелі, виготовлення фаски, зняття гострих крайок.
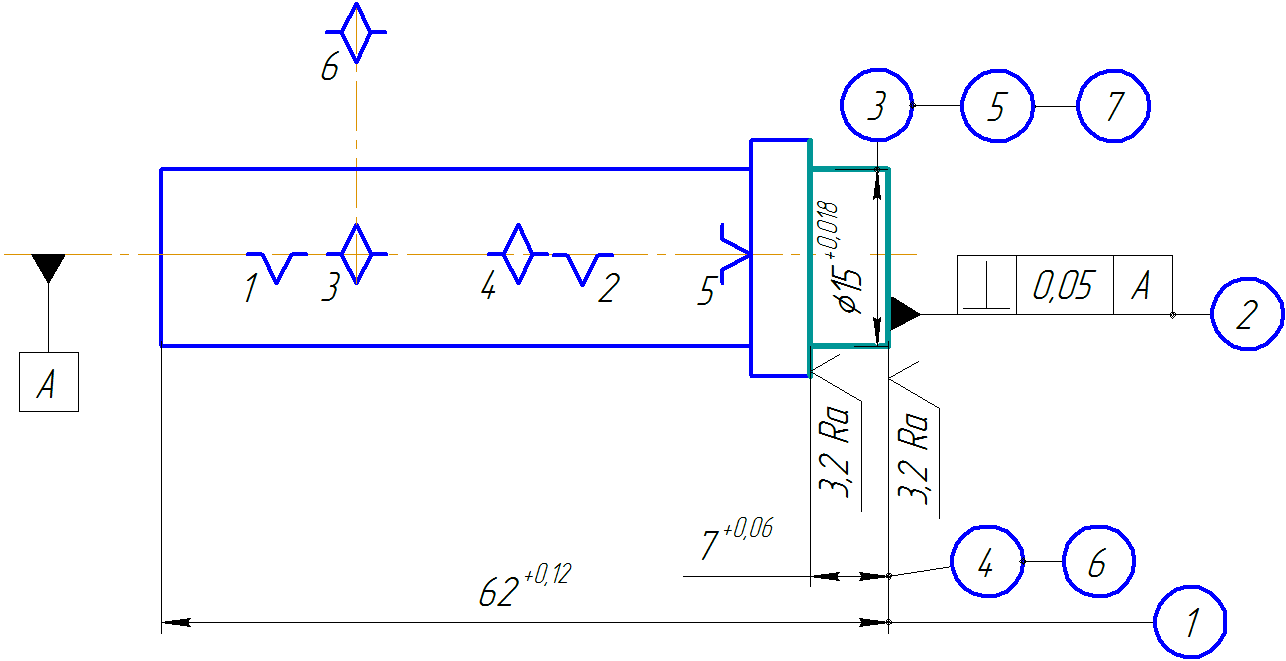
Рисунок 5.5 – Установ 2, операція 005
Установ 3 (рисунок 5.6) –з піджимом рухомим центром: обточування тонке поверхні 3з забезпеченням розміру Ø15k7( ).
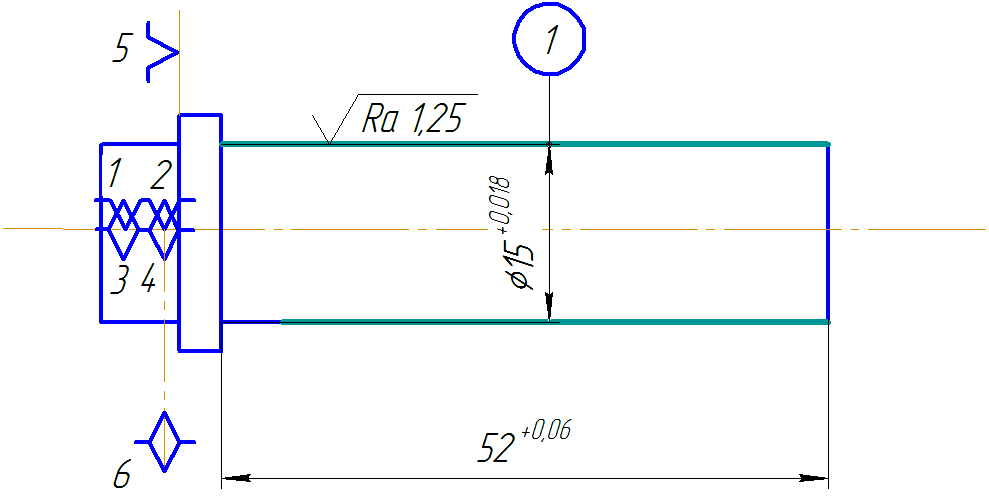
Рисунок 5.6 – Установ 3, операція 005
Обладнання: токарно-гвинторізний верстат моделі 16Б16А.
Пристрій: трьохкулачковий патрон, рухомий центр.
Різальний інструмент: різець токарний підрізний з пластиною твердого сплаву Т5К6 – для чорнового та чистового точіння [42], різець токарний прохідний з пластиною з твердого сплаву Т30К4 для тонкого точіння, різець токарний підрізний відігнутий лівий з пластиною твердого сплаву Т5К6 для чистового точіння.
Засоби контролю: штангенциркуль ШЦ-125-0,05 ГОСТ 166-89 та мікрометр типу МЗ по ГОСТ 6507 - 90.
Операція 010 Вертикально-фрезерна
Мета операції: проточити шпонковий паз.
Кількість установів – 1.
Зміст операції: фрезерування шпонкового пазу чорнове з забезпеченням розмірів 5х4х30 по Js12 , симетричність в межах допуску 0,8 мм, паралельність в межах допуску 0,6 мм, шорсткість поверхні Ra 6,3. Ескіз операції зображений на рисунку 5.7.
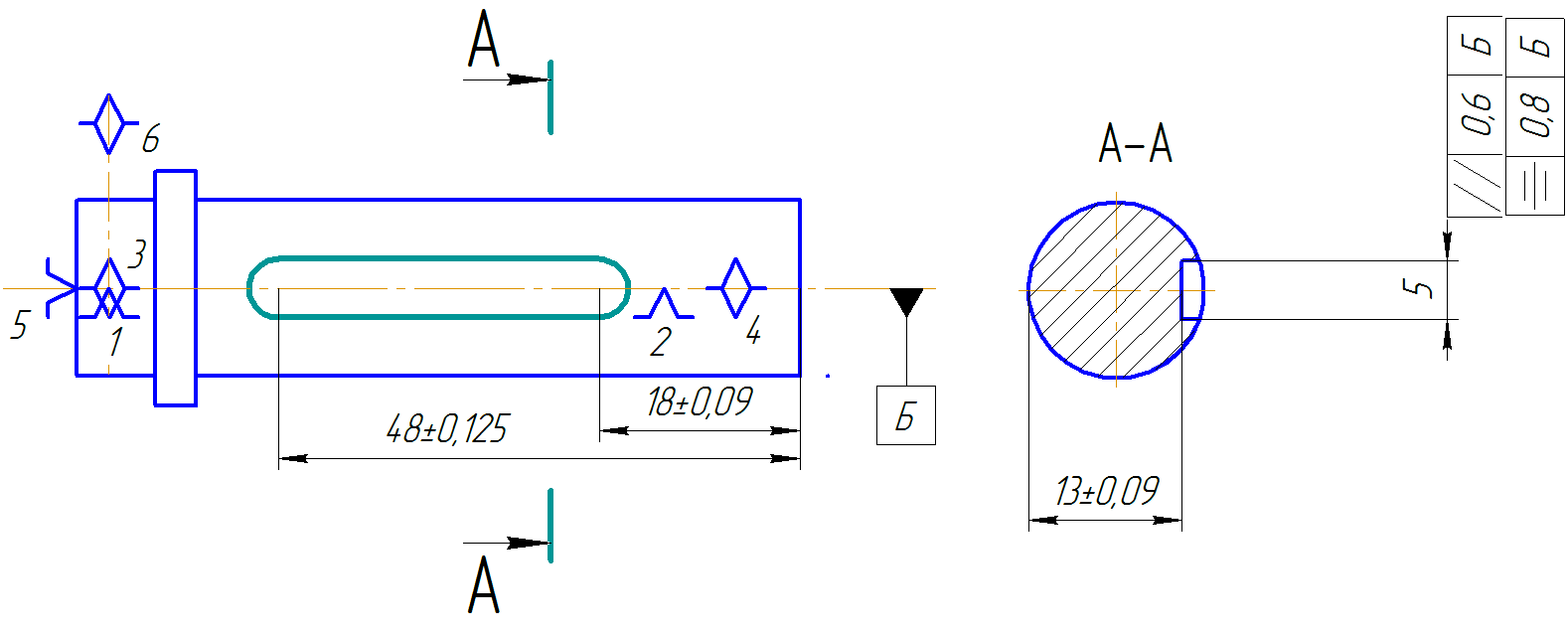
Рисунок 5.7 – Ескіз операції 010
Обладнання: вертикально-фрезерний верстат моделі 6Т104
Вибір пристрою: лещата самоцентруючі з призматичними губками.
Різальний інструмент: шпонкова фреза з циліндричним хвостовиком, діаметр 5е8, число зубців – 2, довжина 42 мм, довжина робочої частини 8 мм, ГОСТ 9140-78.
Засоби контролю: спеціальні пристрої з використанням індикаторів годинникового типу ИЧ50 - по ТУ 2-034-611-84, ГОСТ 577-68 та
Операція 015 Термічна
Термічна обробка – загартовування, відпуск.
Операція 020 Шліфувальна.
Кількість установів – 2
Установ 1.
Перехід 1: шліфувати поверхню 5, витримуючи розмір Ø15-0,014 мм, шорсткість поверхні Ra = 1,25 мкм.
Установ 2.
Перехід 1: шліфувати поверхню 2, витримуючи розмір Ø15-0,014 мм, шорсткість поверхні Ra = 1,25 мкм.
Обладнання: верстат круглошліфувальний з шпинделем моделі 3к227В.
Базування здійснюється в центрах.
Ріжучий інструмент: круг шліфувальний ельборовий ГОСТ 17123-19 (Д=43, Д=100).
Вимірювальний інструмент: штангенциркуль ШЦ І-125-0,02-1 ГОСТ 166-89, мікрометр МК 75-1 ГОСТ 6507-90.
025 – контроль ВТК.