

Пример заполнения таблицы поэтапных и окончательных расчётов размерной цепи по методу «максимум - минимум»
Обозначение размеров размерной цепи,
|
Номинальный размер звена, мм |
Значение
единицы допуска
|
Принятые значения звеньев размерной цепи |
|||
после назначения полей допусков по расчетному значению |
после согласования значений допусков |
после согласования предельных отклонений |
||||
|
100 |
2,2 |
100
H |
100
H |
100
H11 |
|
|
30 |
1,3 |
30h11 |
30h11 |
30h11 |
|
|
|
__ |
|
|
|
|
|
8
_ |
0,9
_ |
8
h12 _ |
8
h12 _ |
8b12 или 7,85h12 |
|
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
||||||
|
… |
… |
… |
… |
… |
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
 ( )
( )П р и м е ч а н и я: 1. Размеры стандартизированных и замыкающего звеньев указывать с предельными отклонениями.
2. Единицу допуска определять только для размеров оригинальных деталей.
Эти новые
предельные отклонения
![]() звена
соответствуют стандартному не основному
полю допуска вала
звена
соответствуют стандартному не основному
полю допуска вала
![]() по ГОСТ 25347. Если бы этого сделать не
удалось, то допускается изменение
величины номинального размера. В данном
случае получили бы
по ГОСТ 25347. Если бы этого сделать не
удалось, то допускается изменение
величины номинального размера. В данном
случае получили бы
![]() .
.
Т а б л и ц а 1.8
Направление изменения отклонений согласовывающего размера
Расчетные предельные отклонения замыкающего звена |
Предельные отклонения (или номинал) согласовывающего размера |
|
Увеличивающего |
Уменьшающего |
|
занижены |
Увеличить |
Уменьшить |
завышены |
Уменьшить |
Увеличить |
Результаты поэтапных и окончательных расчётов представить в табличной форме (табл. 1.7).
1.4. Нормирование точности угловых размеров
Единицами измерения углов могут быть следующие величины:
международные единицы - радиан и стерадиан (ГОСТ 8.417);
практическая единица в градусной мере (градус, минута, секунда);
метрические единицы (мкм; мм), учитывающие соотношение угловых и линейных единиц на заданной длине измерения [1,2,4,6].
Нормальные ряды углов общего назначения даны в ГОСТ 8908 (табл. 1.9), а углы конусов нормальных конусностей и области их применения даны в табл. 1.10.
Допуск угла обозначается – АТ. Установлено 17 степеней точности в порядке уменьшения точности: 1, . . . ,17.
Степени точности АТ1 АТ5 применяются для углов измерительных средств и калибров и требуют тонкого шлифования с последующей доводкой.
Степени точности АТ4 АТ12 используются для сопрягаемых углов и конусов, остальные – для углов с неуказанными допусками.
Допуски углов назначаются в зависимости от номинальной длины меньшей стороны угла, так как чем меньше длина, тем труднее изготовить и измерить угол (рис. 1.8.):
АТ – в угловых единицах рад; мкрад;
АТ′ – округлённое значение допуска угла в градусной мере; (360° = 2 = 6,2831рад; 1 = 2/360 = 0,01743рад; 1рад = 360/2p =57° 17′43");
АTh; АТD – допуски угла в метрической системе единиц (мкм).
АТh – длина противолежащего отрезка на перпендикуляре к стороне угла на расстояние L от вершины угла (рис. 1.8, а и рис. 1.8, в);
АТD – разность диаметров в двух сечениях конуса на расстояние L между ними (рис. 1.8, б).
Различают три основных типа расположения поля допуска относительно номинального угла: плюсовое (+АТa) ; минусовое (-АТa); симметричное (АТ/2), (рис. 1.9 и 1.10).
Допуски углов даны в табл. 1.10. На чертежах указываются числовое значение допуска угла с учётом знака, единица измерения, а также координаты расположения угла относительно оси или плоскости детали.
Конусность С определяется по формуле С=(D - d)/L=2tg(a/2).
Для малых углов (С1:3): АTD @ ATh.
Связь между допусками углов в угловых и линейных единицах определяется по формуле: АТh=10-3АTaL , где ATh в мкм; АТ – мкрад; L – мм
Для конусов с конусностью больше, чем 1:3, значение АТD определяется по формуле. АТD = АТh/cos(a/2), где – номинальный угол конуса.
.
Рис. 1.8. Виды допусков углов:
а – допуск угла; б – конусность С 1:3; в – конусность С > 1:3
а) б) в)
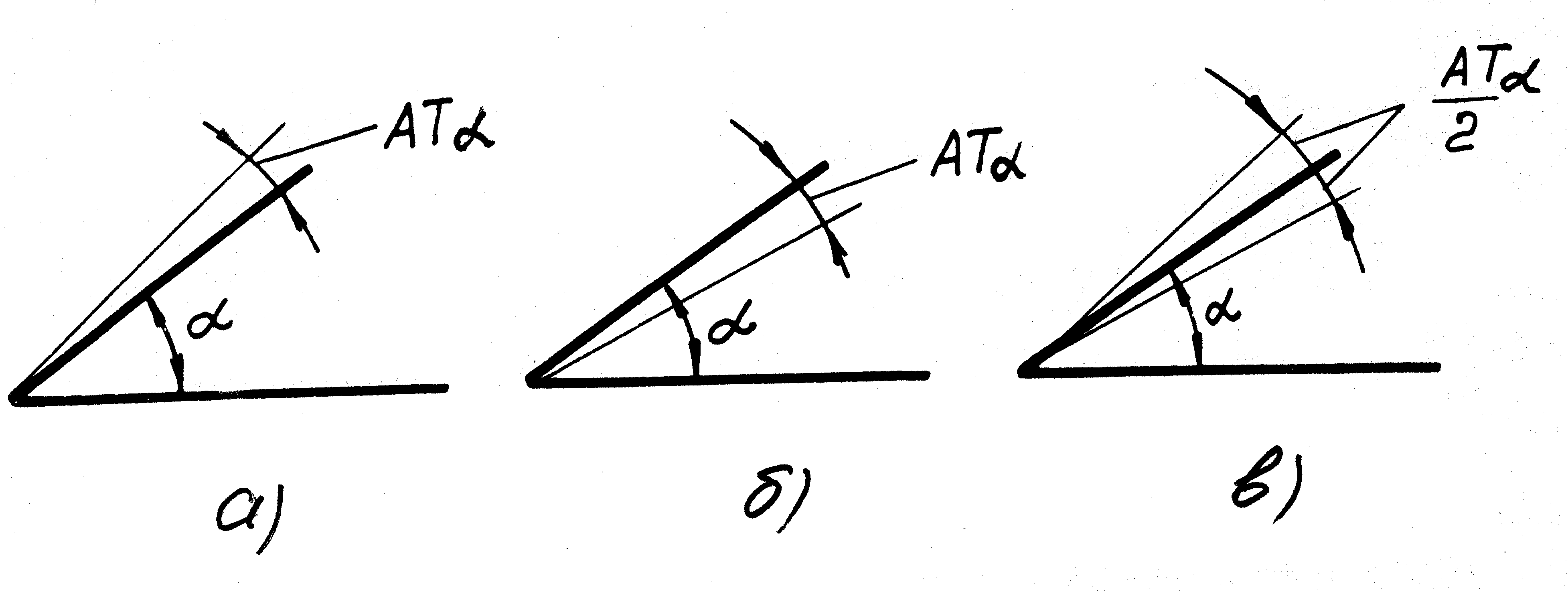
Рис. 1.9. Типы расположения полей допусков для угла призматического элемента:
а – ( + АТ); б – ( – АТ); в – ( АТ/2)
а) б) в)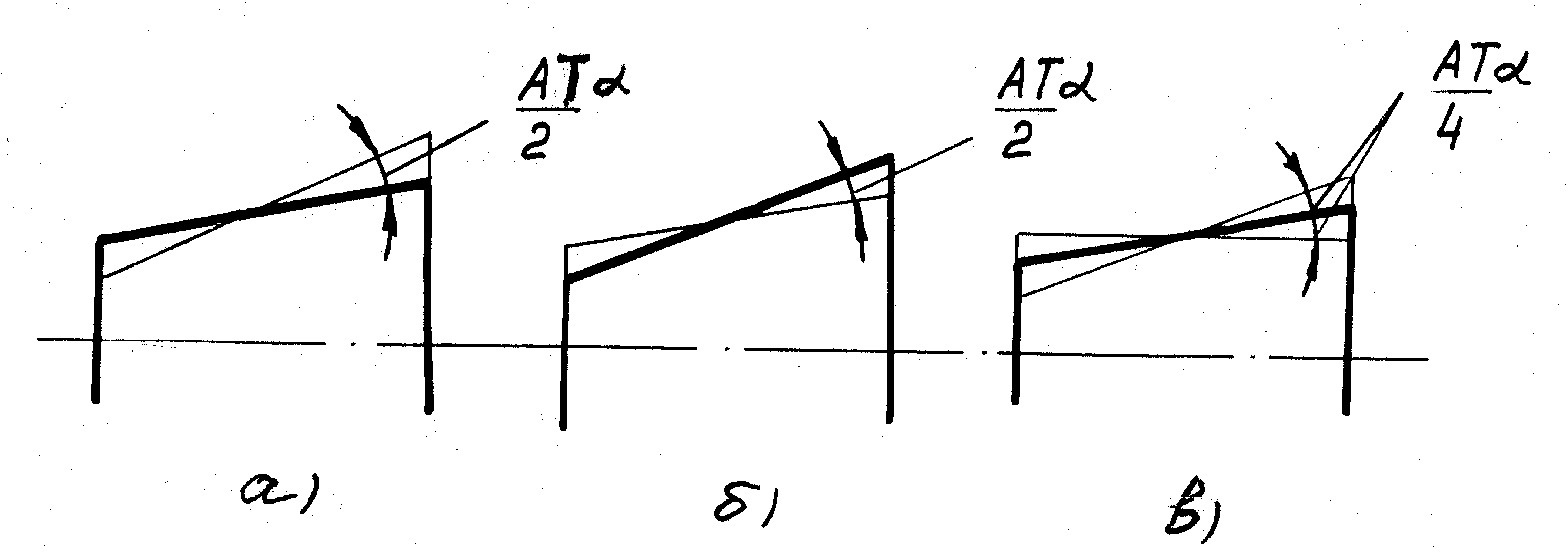
Рис. 1.10. Типы расположения полей допусков для угла конуса:
а – ( + АТ); б – ( – АТ); в – ( АТ/2)
Т а б л и ц а 1.9