

6 Программирование зеркального отображения контура
Д ля
программирования зеркального отражения
контура (рисунок 4.4) в УЧПУ предусмотрены
функции MIRROR
и AMIRROR.
ля
программирования зеркального отражения
контура (рисунок 4.4) в УЧПУ предусмотрены
функции MIRROR
и AMIRROR.
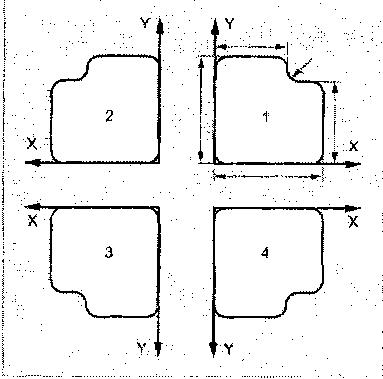
Рисунок 4.4 - Применение функций MIRROR и AMIRROR
Данные функции позволяют получать зеркальное отображение запрограммированного элемента относительно линейной оси координат или центра рабочей системы координат. При этом обрабатываемый контур программируется только один раз. Для рисунка 4.4 программе обработке контура 1 присвоено имя L. Рабочая координатная плоскость XOY. Обработка четырех типовых элементов возможна при программировании следующего фрагмента:
N10 G17 G54 |
;рабочая плоскость X/Y, нулевая точка детали |
N20 L10 |
;изготовление первого контура справа вверху. |
N30 MIRROR X0 |
;отражение оси X ( изменяется направление оси X). |
N40 L10 |
;изготовление второго контура слева вверху. |
N50 AMIRROR Y0 |
;отражение осей Х и Y (изменяется направление осей Х и Y относительно 1 контура) |
N60 L10 |
;изготовление третьего контура слева внизу |
N70 MIRROR Y0 |
;MIRROR сбрасывает предыдущие фреймы. Отражение оси Y ( изменяется направление оси Y) |
N80 L10 |
;изготовление четвертого контура справа внизу. |
N90 MIRROR |
;выключение отражения. |
N100 GO X300 Y100 M30 |
;отвод, конец программы |
7 Криволинейные перемещения
Любые криволинейные поверхности могут быть представлены как последовательность сопряженных радиусных поверхностей.
Для программирования перемещений по радиусу в УЧПУ есть подготовительные функции G2/G3, CIP, СТ:
G2 - круговая интерполяция по часовой стрелке,
G3 - круговая интерполяция против часовой стрелки,
CIP - круговая интерполяция через промежуточную точку,
СТ - окружность с тангенциальным переходом, определяет круг.
При описании перемещения по окружности применяются следующие адреса:
X, Y, Z – задается конечная точка траектории в декартовых координатах,
I, J, К – задается центр окружности в декартовых координатах в направлении осей X, Y, Z,
CR= - задается радиус окружности,
AR= - задается апертурный угол,
AP= - конечная точка в полярных координатах, здесь полярный угол,
RP= - конечная точка в полярных координатах, здесь полярный радиус соответствует радиусу окружности,
I1 = J1= К1 = - промежуточная точка в декартовых координатах в направлении осей X, Y, Z.
Основные адреса, используемые при программировании, приведены в Приложении 4.
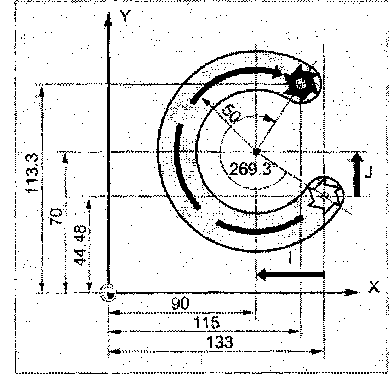
Рисунок 4.5 - Радиусный паз
Для обработки криволинейного фрагмента детали, представленной на рисунке 4.5, возможно несколько вариантов написания управляющей программы.
8 Программирование дуг на станке без поворотного стола
8.1 Программирование дуги по конечной точке и координатам центра
N10 GO G90 Х133 Y44.48 S800 МЗ |
;подвод к точке старта |
N20 G17 G1 Z-5 F1000 |
;врезание на рабочей подаче инструмента |
N30 G2 Х115 Y113.3 I-43 J25.52 |
;конечная точка окружности с центром в составном размере |
8.2 Программирование дуги по конечной точке и радиусу
N10 GO G90 Х133 Y44.48 S800 МЗ |
; подвод к точке старта |
N20 G17 G1 Z-5 F1000 |
;врезание на рабочей подаче инструмента |
N30 G2 X115 Y113.3 CR=-50 |
;конечная точка окружности, радиус окружности |
8.3 Программирование дуги по конечной точке и координатам центра, заданным в системе координат детали
N10 GO G90 Х133 Y44.48 S800 МЗ |
; подвод к точке старта |
N20 G17 G1 Z-5 F1000 |
; врезание на рабочей подаче инструмента |
N30G2Х115Y113.3I=AC(90)J=AC(70) |
;конечная точка окружности, центр в абсолютном размере (относительно ноля системы координат детали) |
8.4 Программирование дуги по конечной точке, заданной углом дуги, и координатам центра
N10 GO G90 Х133 Y44.48 S800 МЗ |
; подвод к точке старта |
N20 G17 G1 Z-5 F1000 |
;врезание на рабочей подаче инструмента |
N30 G2 AR=269.31 I-43 J25.52 |
;апертурный угол, центр в составном размере |
8.5 Программирование дуги по конечной точке, заданной углом дуги, и координатам конечной точки
N10 GO G90 Х133 Y44.48 S800 МЗ |
; подвод к точке старта |
N20 G17 G1 Z-5 F1000 |
;врезание на рабочей подаче инструмента |
N30 G2 AR=269.31 X115 Y113.3 |
;апертурный угол, конечная точка окружности |
8.6. Программирование дуги по конечной точке, заданной углом дуги, и координатам конечной точки
N10 GO G90 Х133 Y44.48 S800 МЗ |
;подвод к точке старта |
N20 G17 G1 Z-5 F1000 |
;врезание на рабочей подаче инструмента |
N30 CIP X80 Y120 Z-10 I1=IC(-5.35) J1=IC(-35.35) К1=-5 |
;конечная точка окружности и промежуточная точка: координаты для всех 3 геометрических осей |
Указание размера относится к последней точке, к которой осуществлялся подвод. Координаты центра окружности круговой интерполяции указываются покадрово в абсолютных координатах, т.к. центр окружности стандартно не зависит от G91.
9 Программирование дуг на станке с поворотным столом (головкой)
При работе на станке с поворотным столом абсолютный размер указывается для круговых осей (DC,ACP,ACN) в соответствии с рисунком 4.6.
9.1 Ввод абсолютного размера с DC
Круговая ось движется к запрограммированной в абсолютных координатах позиции по прямому, кратчайшему пути. Круговая ось перемещается в максимальном диапазоне в 180°.
9.2 Ввод абсолютного размера с АСР
Круговая ось движется к запрограммированной в абсолютных координатах позиции в направлении положительного вращения оси (против часовой стрелки).
9.3 Ввод абсолютного размера c ACN
Круговая ось движется к запрограммированной в абсолютных координатах позиции в направлении отрицательного вращения оси (по часовой стрелке).
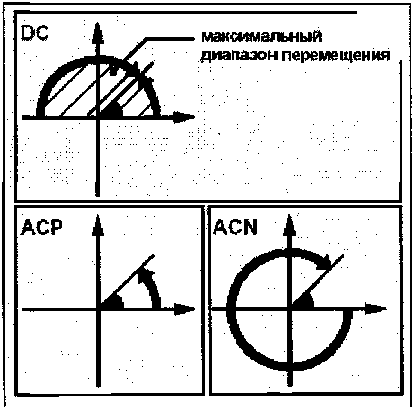
Рисунок 4.6 - Расположение круговых осей DC, ACP, ACN
Для позиционирования с указанием направления (АСР, ACN) в машинных данных должен быть установлен диапазон перемещения между 0° и 360° (характеристика модуля). Для перемещения круговых осей модуля в одном кадре более чем на 360°, надо запрограммировать G91 или DС.
Положительное направление вращения (по часовой или против часовой стрелки) устанавливается в машинных данных.
С помощью названных параметров можно задать желаемую стратегию подвода для позиционирования круговых осей.
При программировании после подвода инструмента к исходной точке дуги и врезания задается угол поворота стола в одной из систем DC, ACP, CAN вокруг соответствующей оси (оси, вокруг которых поворота не требуется, в кадре не указываются) в следующих форматах:
A=DC(.„) B=DC(...) C=DC(...)
или
А=АСР(...) В=АСР(...) С=АСР(...)
или
A=ACN(...)B=CAN(...)C=ACN(...)
где в скобках указывается требуемый угол поворота.
Здесь:
А В С - осевое обозначение круговой оси, вокруг которой должен быть выполнен поворот;
DC - указание абсолютной величины угла поворота, прямой подвод к конечной точке;
АСР - указание абсолютной величины угла поворота, подвод к конечной точке в положительном направлении;
ACN - указание абсолютной величины угла поворота, подвод к конечной точке в отрицательном направлении.
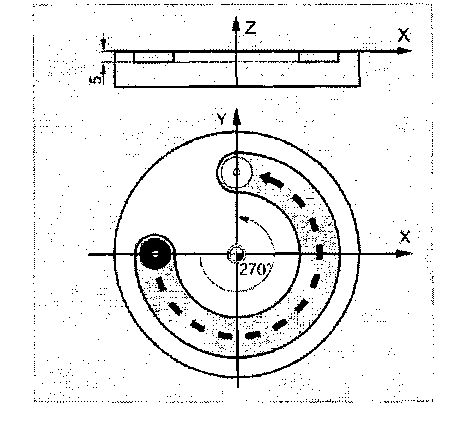
Рисунок 4.7 - Фрезерование паза с углом дуги 2700
При обработке паза (рисунок 4.7) на поворотном столе инструмент неподвижен, стол поворачивается на 270° по часовой стрелке. При этом получается кольцевая канавка.
Программа обработки кольцевого паза:
N10 SPOS=0 |
;шпиндель в ориентации 0 |
N20 G90 GO Х-20 YO Z2 |
;абсолютная система координат, перемещение на ускоренном ходу в исходную точку траектории |
N30 G1 Z-5 F50 D2 |
;врезание на рабочей подаче |
N40 С=АСР(270) |
;стол поворачивается на 270 градусов по часовой стрелке (положительно), инструмент фрезерует кольцевую канавку |
N50 G0 Z2 МЗ0 |
;отвод, конец программы. |