

Панели перекрытий,
внутренние стены и перегородки 1)2)В
состав линии для производства панелей
стен и покрытий промышленных зданий в
типовом цехе (409-10-16/72) с двумя постами,
предназначенными для изготовления
изделий шириной 15С0 — 3000 м и длиной 12
000 мм, входят: виброплощадка СМЖ-199А
грузоподъемностью 24 т, бетоноукладчик
СМЖ-162, формоукладчик СМЖ-35А, установка
для натяжения арматуры СМЖ-84, ямные
камеры пропаривания. Пролет оборудован
мостовыми кранами грузоподъемностью
30/5 т с автоматическими захватами СМЖ-50. Технологический
процесс сводится к следующему.
Распалубленная форма или поддон
подвергается чистке и смазке с помощью
распылителя, подключаемого к линии
централизованной подачи смазки. При
изготовлении предварительно напряженных
изделий со стержневой арматурой
последняя электротермическим способом
на установке СМЖ-129(6596С/2) напрягается
и закрепляется на поддоне. При изготовлении
обычных изделий в поддон или форму
укладывают арматурный каркас и закладные
детали, после чего форма или поддон
мостовым краном переносится на
формоукладчик, где на поддон устанавливают
бортоснастку. Формоукладчиком форма
или поддон подается на виброплощадку
и автоматически закрепляется на ней.
При
изготовлении плоских изделий операции
на формовочных постах автоматизированы.
Во всех остальных случаях управление
процессом формования осуществляется
дистанционно. Подача бетонной смеси к
формовочным постам осуществляется с
промежуточной эстакады самоходными
раздаточными бункерами СМЖ-1 (6611 А)
емкостью 1,8 м3 непосредственно в бункера
бетоноукладчиков.
Арматурные
каркасы в готовом виде подаются из
арматурного цеха к месту расположения
постов распалубки и укладки арматуры.
Там же размещена и установка для
электротермического натяжения стержней. Типовой
цех по производству конструкций для
промышленного строительства с двумя
формовочными постами 3000 X 6000 мм: (рис1) а
— технологическая схема; б
— план; 1
— самоходная тележка для транспортирования
готовых изделий грузоподъемностью 20
т; 2
— тележка-прицеп; 3
— кран мостовой электрический
грузоподъемностью 15 т; 4
— раздаточный бункер; 5
— бетоноукладчик; 6
— виброплощадка грузоподъемностью 15
т; 7
— формоукладчик продольный
грузоподъемностью 15 т; 8
— камеры пропаривания; 9
— установка для электротермического
натяжения стержней; 10
— формы; 11
— арматура сварная; 12
— стенд для контроля и ремонта изделий; 13
— стенд для сборки утепленных панелей; 14
— площадка складирования готовой
продукции; 15
— пост распалубки и сборки форм; 16
— стеллаж для складирования стержней.
После
формования изделий краном снимается
бортоснастка и поддон с изделием
транспортируется к камере тепловлажностной
обработки. Ямные камеры снабжены
устройствами с автоматически действующими
кронштейнами СМЖ-293, которые в зависимости
от типа и высоты изделий дают возможность
устанавливать изделия в 4—6 ярусов.
Применеиие камер с различным количеством
ярусов требует переналадки направляющих
стоек в зависимости от выпускаемой
продукции. После тепловлажностной
обработки изделия из камер извлекают
краном и переносят к постам распалубки
и сборки форм. Распалубленные изделия
проходят контроль.
При
изготовлении трехслойных утепленных
панелей сборку их производят на стенде.
Опрокидывание скорлуп панели ребрами
вверх осуществляют при помощи мостового
крана, а соединение скорлуп между собой
— электросваркой. Обнаруженные при
этом дефекты устраняют, изделия маркируют
и после выдерживания грузят мостовым
краном на самоходную тележку с прицепом
и вывозят на склад готовой продукции.
В зимнее время изделия выдерживают в
цехе в течение 4 ч.
3)Грузоподъемное
и транспортное оборудование представлено:
Кран
мостовой грузоподъемностью 15т.
Самоходная
тележка СМЖ 151 грузоподъемностью 20т Тележка-прицеп
СМЖ 154 грузоподъемностью 20т.
4)Мостовые
подъемные краны состоят
из моста, перекрывающего весь пролет
цеха, и грузовой тележки с механизмом
подъема и передвижения. Мост передвигается
по крановым рельсам, установленным на
подкрановых балках цеховых зданий, а
грузовая тележка — по рельсам моста
крана. Краны
этого типа обслуживают всю площадь
цеха или склада и могут перемещать
грузы в любом направлении соответственно
технологическому процессу. Они
выполняются как с ручным, так и с
электрическим приводом механизма
подъема и передвижения. Питание моста
и тележки крана электроэнергией
производится от токо-подводящих
троллеев. Управление осуществляется
с помощью контроллеров и командоконтроллеров
из кабины, размещенной на мосту или
раме грузовой тележки. Ручные
мостовые краны обслуживают цехи и
склады с небольшими грузопотоками.
Электрические мостовые краны предназначены
для обслуживания цехов и складов с
большими грузопотоками; мостовые краны
малой грузоподъемности (0,5—5 т) иногда
вместо грузовой тележки снабжают
электроталью; в этом случае мосты кранов
выполняют с двутавровым рельсом и краны
этого типа называют кранами-балками. Во
всех областях народного хозяйства
широко используют мостовые подъемные
краны с самыми различными специальными
захватами, ковшами и другими устройствами.
Грузоподъемность
машины означает наибольшую допустимую
массу рабочего груза, на подъем которого
она рассчитана. В грузоподъемность
входит масса съемных грузозахватных
приспособлений и тары, а применительно
к машинам, снабженным грейфером или
электромагнитом, также масса этих
грузозахватных органов. грузоподъемностей
и тяговых усилий». Пролет
крана (в м)—расстояние между диаметральными
плоскостями, проходящими через середины
его колес (или между осями рельсов).
Величины пролетов определены ГОСТ
534—69 «Краны мостовые. Пролеты». У тележек
это же расстояние называется колеей. База
крана или тележки (в м) — расстояние
между осями колес (или балансиров) с
одной стороны моста (или тележки). Высота
подъема (вм) — расстояние между нижним
и верхним положениями крюка. Основным
параметрам крана относятся грузоподъемность,
пролет, база, высота подъема крюка,
скорость подъема груза, скорость
передвижения крана и тележки, колея и
база, тележки, режим работы, масса крана
и тележки. Основные
параметры: Грузоподъемность
(вт) — максимальная масса поднимаемого
краном груза. В нее включается и масса
навешиваемого на крюк грузозахватного
устройства или тары. Грузоподъемность
является определяющим параметром для
монтажных кранов и кранов, используемых
в ремонтных и сборочных цехах. Для
кранов, предназначенных для
погрузочно-разгрузочных работ или для
обслуживания технологических процессов,
определяющим параметром, кроме того,
является их производительность.
Грузоподъемность крана назначается в
соответствии с ГОСТ 1575—75
«Подъемно-транспортные машины и
механизмы прерывного действия. Ряд
Технологический
процесс загрузки бункера
бетоноукладчика
при производстве ж/б плит содержит: 1)
Загрузку раздаточного бункера бетонной
смесью из бетоно-смесительного узла; 2)
Транспортировку смеси от БСУ к
эстакадам(№1 или №2); 3)
Выгрузку бетонной смеси; 4)
Возврат бункера под разгрузочное
отверстие БСУ; 5)
Аварийную сигнализацию и аварийную
остановку бункера. [1]. Под
бетономешалкой – 2 помещается самоходный
раздаточный бункер – 1, при помощи
которого бетон раздается в самоходные
бункера бетоновозных эстакад формовочных
цехов.
На самоходном
бункере установлено три электродвигателя: 1)Электродвигатель
передвижения бункера мощностью 2,8 кВт
реверсивный. 2)
Электродвигатель привода шибера
мощностью 2,8 кВт реверсивный. 3)
Электродвигатель вибратора мощностью
0,6 кВт.
Управление работой
бункера сводится к своевременному
включению и отключению этих
трех
электроприемщиков. Для отображения
информации о протекании процесса работы
бункера, и предупреждения об авариях
предусмотрена система сигнализации(световая
и звуковая) смотреть
раздаточный материал
Главное
назначение смазочных материалов -
уменьшать износы трущихся деталей и
сокращать затраты
энергии на трение. Кроме того, смазочные
материалы отводят тепло, выделяющееся
при трении, уплотняют зазоры в смазываемых
узлах, удаляют с трущихся поверхностей
продукты износа и предохраняют эти
поверхности от коррозии
К смазочным
материалам относятся масла и пластичные
смазки.
Смазочное
масло должно обладать определенными
свойствами в зависимости от условий,
в которых
оно будет работать в том или ином узле
трения.
Смазке
подлежат узлы механизмов, подверженные
трению. Это – подшипниковые опоры,
муфты, зубчатые передачи редукторов и
коробок перемены передач. Шарнирные
сочленения,
Выбирая
масло смазки деталей, необходимо
учитывать условия их работы: удельное
давление на поверхность трения, скорость
вращения детали, состояние ее поверхности
температурный режим итд. В
процессе эксплуатации машин иногда
приходится заменять смазку в соединениях
на более вязкую, так как зазоры в
соединениях в результате износа трущихся
поверхностей увеличивается и смазка
правильно выбранная ранее будет в этих
условиях выдавливаться. При
работе зубчатых передач в закрытых
ваннах всегда отмечается некоторая
потеря масла вследствие его испарения
и просачивания его через уплотнения. Учитывая
это необходимо регулярно поддерживать
уровень масла в редукторах с таким
расчетом, чтобы нижний зуб разбрызгивающего
колеса был погружен в масло до основания. Подшипники
качения смазываются жировыми солидолами
(УС-1 и УС-2) и синтетическими ( УСС-1 и
УСС-2). Подшипники следует заполнять
смазкой на 2/3 их объема. Подшипники
скольжения смазываются с помощью
нагнетателя до тех пор, пока смазка не
выступит из подшипника. Основные
смазки: Смазка
ГРАФИТНАЯ применяется для смазки особо
нагруженных тихоходных узлов и
механизмов автомобилей и промышленного
оборудования Приборная
смазка Циатим-201 применяется для
подшипников качения, скольжения,
зубчатых передач систем управления
авиатехники, работоспособна при
температуре от -60°С до +90°С.
Литол
24 Подшипники качения и скольжения всех
типов, шарниры, зубчатые и другие
передачи, поверхности трения колесных
и гусеничных транспортных средств,
индустриальных механизмов,
электрических машин и т.п. Смазка
имеет высокую коллоидную, химическую
и механическую стабильности, водостойка
даже в кипящей воде, работоспособна
при температуре -40 C
/ +120 С. Термостойкая
смазка Циатим-221 применяется для
подшипников качения электромашин,
систем управления и приборов с частотой
вращения до 10 000 мин-1. Работоспособна
при остаточном давлении 666,5 Па в
интервале температур от -60°С до +150°С механизмов,
электрических машин и т.п. Смазка
имеет высокую коллоидную, химическую
и механическую стабильности, водостойка
даже в кипящей воде, работоспособна
при температуре -40 C
/ +120 С.
Термостойкая
смазка Циатим-221 применяется для
подшипников качения электромашин,
систем управления и приборов с частотой
вращения до 10 000 мин-1. Работоспособна
при остаточном давлении 666,5 Па в
интервале температур от -60°С до +150°С
4) Линия по производству панелей перекрытия, внутренних стен и перегородок
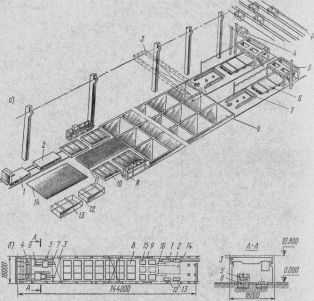 Рисунок 1 Типовой цех по производству
конструкций для промышленного
строительства с двумя формовочными
постами 3000 X 6000 мм
Рисунок 1 Типовой цех по производству
конструкций для промышленного
строительства с двумя формовочными
постами 3000 X 6000 мм![]()
5)Предложить варианты автоматизации линии.
 7)Тип и марка смазочных материалов.
7)Тип и марка смазочных материалов.