

1.8.6. Центробежный метод литья.
Этот метод литья применяют главным образом при получении отливок, имеющих форму тел вращения: водопроводных и канализационных труб, стволов артиллерийских орудий, втулок, барабанов и т. д. Подобные отливки массой от нескольких килограммов до 3 т могут отливаться из чугуна, стали, бронзы и других сплавов.
При центробежном литье расплав заливают в металлическую форму, вращающуюся со скоростью 3000 об/мин (рис. 8). Под действием центробежной силы расплав распределяется по внутренней поверхности формы и, кристаллизуясь, образует отливку. Цент-
робежным способом можно получить двухслойные заготовки, что достигается поочередной заливкой в форму различных сплавов. Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок. При этом, как правило, в отливках не бывает газовых раковин и шлаковых включений. Особыми преимуществами центробежного литья являются получение внутренних полостей без применения стержней и большая экономия сплава (ввиду отсутствия литниковой системы). Выход годных отливок повышается до 95%.
При центробежном литье используют машины с горизонтальной (рис. 8, а) и вертикальной (рис. 8, б) осями вращения. Первые применяют для отливки втулок, гильз и других заготовок значительной длины, имеющих форму тела вращения, а вторые — для литья кольцевых заготовок. При использовании специальных форм из песчано-глинистых смесей, резины и других материалов на вертикальных машинах можно получать фасонные заготовки самой различной конфигурации. В нашей стране выпускаются полуавтоматические машины с горизонтальной осью вращения для центробежной отливки труб и других подобных отливок. Снабженные металлическими формами и подвижным длинным желобом, они позволяют получать заготовки длиной до 6 м. В труболитейной промышленности успешно эксплуатируются линии центробежного литья чугунных водонапорных труб диаметром 80—125, 100—150, 200—300 мм, укомплектованные автоматическими установками для изготовления стержней раструба. Для получения гильз, втулок и других подобных заготовок из сплавов черных и цветных металлов в нашей стране широко используются полуавтоматические центробежные машины с горизонтальной осью вращения моделей 552, 553 и др. •
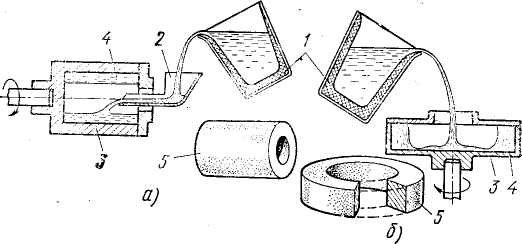
Рис. 8. Схема центробежного метода литья:
а — на машине с горизонтальной осью вращения, б — на машине с вертикальной осью вращения; / — разливочный ковш, 2 — заливочная воронка, 3 — форма, 4 — расплав в форме, 5 — отливка.
В последние годы были созданы и освоены оригинальные многопозиционные автоматические установки для литья труб и цилиндрических заготовок, работающие по принципу непрерывной разливки расплава, вакуумно-центробежные установки для центробежного литья в среде инертного газа (аргона или технического азота), для получения отливок из пленочно-чувствительных и жаропрочных (легированных_хромом, алюминием, титаном и другими редкими металлами) сплавов, а также литья титана.