

1. Мета роботи
Вивчити технологію обробки заготівок шляхом листового штампування. Ознайомитись з основними операціями листового штампування, будовою штампів.
2. Обладнання і матеріали
2.1. Прес гідравлічний.
2.2. Штамп витяжний у сборі.
2.3. Вхідна заготівка – стрічки металу з декількох марок сталі звичайної якості.
2.4. Вимірювальний інструмент: штангельциркуль з нутроміром, лінійка.
3. Загальні положення
Сутність методу листового штампування – штампування виробів або заготовок з листового прокату без обумовленого значного перерозподілу металу в поперечному перетині вихідної заготовки.
Вона здійснюється за допомогою штампу і, як правило, застосовується для виготовлення виробів (заготовок), у яких товщина матеріалу мала в порівнянні з їх габаритними розмірами.
Товщина заготовки при листовому холодному штампуванні – не більш 10 мм і лише в порівняно окремих випадках – більше 20 мм. Деталі із заготовок завтовшки більше 20 мм штампують з нагріванням до кувальних температур (гаряче листове штампування).
Як матеріал заготовки при листовому штампуванні використовують низьковуглецеву сталь, пластичні леговані стали, мідь, латунь, що містить більше 60% Сu, алюміній і його сплави, магнітні сплави, титан та ін.
Листовим штампуванням одержують плоскі і просторові деталі масою від часток грама і розмірами, обчислюваними долями міліметра (наприклад, секундна стрілка годинника), і деталі масою в десятки кілограм і розмірами, що становлять декілька метрів (облицьовування автомобіля).
До переваг листового штампування відносять:
1) можливість отримання деталей мінімальної маси при заданій їх міцності і жорсткості;
2) достатньо високі точність розмірів і якість поверхні;
3) порівняльна простота механізації і автоматизації процесів штампування, що забезпечує високу продуктивність;
4) хороша пристосовність до масштабів виробництва, при якій штампування може бути економічно доцільним і в масовому, і в дрібносерійному виробництві.
Листове штампування включає дві групи штампувальних операцій (ГОСТ 18970-84): розділові і формозмінювальні.
Розділова операція – операція обробки металів тиском, в результаті якої відбувається повне або часткове відділення однієї частини заготовки від іншої.
Формозмінювальна операція – операція обробки металів тиском, в результаті якої змінюється форма заготовки шляхом пластичної деформації.
До розділових відносяться операції, основою яких є зсув матеріалу (витяг з ГОСТ 18970-84):
|
відрізування (рис.1 а) – повне відділення частини заготовки по незамкнутому контуру шляхом зсуву; |
|
розрізування (рис.1 б) – розділення заготовки на частини по незамкнутому контуру шляхом зсуву |
|
вирубування (рис. 1 в) – повне відділення заготовки або виробу від вихідної заготовки по замкнутому контуру шляхом зсуву; |
|
висікання – повне відділення заготівки чи виробу від початкової заготівки по замкненому контуру шляхом проникнення |
|
пробивання (рис. 1 г) – утворення в заготовці отвору або пазу шляхом зсуву з видаленням частини металу у залишки; |
|
Утворення отвору в заготівці шляхом проникнення інструменту з видаленням частини металу у залишки |
|
проколювання (рис. 1 з) – утворення в заготовці отвору без видалення металу у залишки. |
|
обрізання (рис. 1 д) – видалення надлишків металу шляхом зсуву; |
|
надрізування (рис. 1 е) – неповне відділення частини заготовки шляхом зсуву; |
|
зачищування (рис. 1 ж) – видалення технологічних припусків за допомогою штампу з утворенням стружки для підвищення точності розмірів і зменшення шорсткості поверхні штампованої заготовки; |








До формозмінювальних відносяться такі операції (витяг з ГОСТ 18970-84):
|
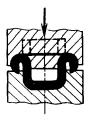
згинання (рис. 2 а) – утворення або зміна кутів між частинами заготовки або надання їй криволінійної форми. Мінімальний радіус округлення пуансона. Rn = (0,25-0,3) S, де S – товщина листа, мм;
|
|
скручування (рис. 2 б) – поворот частини заготовки навколо поздовжньої осі; |
|
закатування (рис. 2 в) – утворення закруглених бортів на краях порожнистої заготовки; |
|
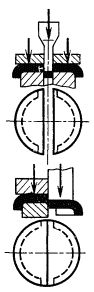
витягування (рис. 2 г) – утворення заготовки з плоского (листового) вхідного матеріалу. Може бути з потоншенням стінок і без потоншення. Для запобігання складок на фланці виробу застосовують притискання заготовки. Діаметр заготовки d3 вибирають із умови: (d3 - d) > (18-20) S , де d – зовнішній діаметр виробу, що витягаеться, мм. Радіуси округлення пуансона і матриці в штампах для виконання даної операції повинні назначатися із умови: Rn=(4-6)S , Rm=(5-10)S Зазор між матрицею і пуансоном Z визначається із співвідношення: Z = (1,1-1,3) S.; |
|
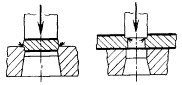
відбортовування (рис. 2 д) – утворення бурту по внутрішньому і зовнішньому контуру заготовки; |
|
роздавання (рис. 2 е) – збільшення розмірів поперечного перетину частини порожнистої заготовки шляхом одночасної дії інструменту по всьому периметру; |
|
обтискання (рис. 2 ж) – зменшення розмірів поперечного перетину заготовки шляхом одночасної дії інструменту по всьому її периметру; |
|
рельєфне формування (рис. 2 з) – утворення рельєфу в листовій заготовці за рахунок місцевих розтягувань без обумовленої зміни товщини металу; |
|
карбування (чеканка) (рис. 2 і) – утворення на поверхні заготовки рельєфних зображень за рахунок перерозподілу металу; |
|
кернування (рис. 2 к) – утворення точкових поглиблень на заготовці; |
|
правка тиском (рис. 2 л) – усунення спотворень, форми заготовки чи виробу. |










У результаті виконання приведених штампувальних операцій в заготовці утворюються різні штамповані елементи, поєднання яких і обумовлює отримання виробів (заготовок) заданої форми і розмірів.