

8. Технологический процесс склеивания изделий из древесины. Основные условия, определяющие режим склеивания. Способы нагрева склеиваемых деталей.
Склеивание обеспечивается клеем — веществом, способным прочно удерживать склеиваемые поверхности благодаря переходу при определенных условиях из жидкого состояния в твердое.
Основная цель склеивания:
обеспечение необходимой прочности соединения склеиваемых поверхностей.
Схема клеевого соединения заготовок

Прочность склеивания проявляется сопротивлением действию сил в двух направлениях:
на отрыв — силе F или на сдвиг — силе Р.
В результате сопротивления в клеевом соединении могут возникнуть нормальные и касательные напряжения.
Они распределяются по поверхности склеивания в зависимости от свойств и механических характеристик всей системы клеевого соединения.
При достижении напряжений предельных значений начнется разрушение клеевого соединения.
Начало разрушения будет находиться в месте, где прочность ниже появившихся напряжений.
Клеевые соединения древесины разделяют на торцовые и боковые.
Торцовые клеевые соединения
могут быть:
впритык плоскими торцовыми поверхностями;
шиповые профилированными поверхностями;
на ус, с одинаковым уклоном к продольной оси;
на ступенчатый ус;
зубчатое клеевое соединение;
ступенчатое клеевое соединение
Боковые клеевые соединения дре-весины бывают:
Кромочное
Соединение на гладкую фугу
На вставных шипах
В паз и гребень
На рейку
Пластевое клеевое соединение
Склеивание измельченной древесины
Склеивание измельченной древесины представляет собой сочетание торцового и бо-кового склеивания частиц.
Преобладание того или другого вида склеивания зависит от формы и размера час-тиц измельченной древесины.
От этого соотношения зависит прочность материала, изготовленного склеиванием из-мельченной древесины.
Для нанесения клея используются соответствующие клеенаносящие устройства
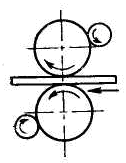
а) Одновальцовое устройство

При ручном нанесении клея на одну поверхность склеиваемых брусков используют устройства с погруженными в клей валиком
б). Устройство для нанесения клея с перфорированной плитой

Также при ручном нанесении клея на одну поверхность склеиваемых брусков используют устройства с поднимающейся перфорированной плитой
в). Для механизированного нанесения клея одновременно на две поверхности применяют двухвальцовые устройства

двухвальцовое с дозирующими валиками
г). Устройство с донной щелью

При механизиро-ванном нанесе-нии клея на одну поверхность сплошным слоем используют ус-тройство с дон-ной щелью.
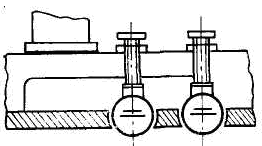
д). Устройства с шаровыми дозаторами
Для распределения клея на поверхности в форме жгутов применяют устройства с шаровыми дозаторами
е). Устройства с соплами

При необходимости нанесения клея на сложные профили применяют устройства с соплами, расположенными по контрпрофилю.
Для склеивания необходимо, чтобы длительность открытой и закрытой выдержек была менее времени рабочей жизнеспособности клея.
Для обеспечения адгезии клеевого слоя с обеими склеиваемыми по-верхностями по всей площади не-обходимо их сжатие и выдержка па-кета под давлением – прессование.