

19. Способы раскроя пиломатериалов на заготовки.
Раскрой пиломатериалов на заготовки – это завершающая стадия процесса раскроя бревен. В ней получается конечная продукция. Наиболее совершенным типом заготовок являются заготовки брускового типа. Детали из них удобны для сборки узлов и изделий. Качество пиломатериалов должно соответствовать качеству вырабатываемых заготовок. Обрезные и необрезные доски, предназначенные для выработки заготовок, по качеству древесины можно разделить на 2 группы: группу совпадающих с качеством древесины в заготовках и группу не совпадающих. Для выработки заготовок наиболее эффективно пиломатериалы 1 группы. При раскрое таких досок не будет отходов из-за несоответствия качества пиломатериалов качеству заготовок. При использовании пиломатериалов 2 группы, неизбежен лишний расход с не допускаемыми в заготовках пороками. Различают 2 способа раскроя пиломатериалов на заготовки: поперечно-продольный и продольно-поперечный. При поперечно-продольном способе раскроя пиломатериалов вначале их раскраивают на длину заготовок, а затем – на ширину и на толщину. При продольно-поперечном раскрое вначале формируют ширину, а затем длину заготовок. Выбор рационального способа раскроя пиломатериалов, который обеспечивает получение наибольшего выхода заготовок, зависит от степени обработки пиломатериалов и качества. При несовпадении качества досок с качеством заготовок возникает необходимость вырезки участков досок с пороками, которые недопустимы в заготовках. Преимущества продольно-поперечного способа раскроя обрезных досок на пиленые детали и заготовки перед поперечно-продольным является в возможности увеличения выработки длинных заготовок.
20. Основные виды брака при строгании пиломатериалов.
Виды технического брака при строгании можно свести к трем основным группам: недостаточная чистота строганой поверхности, неправильные размеры строганых сортиментов, раскалывание и трещины.
Дефекты строгания
Недостаточная чистота строгания
Недостаточная чистота строгания имеет ряд разновидностей:
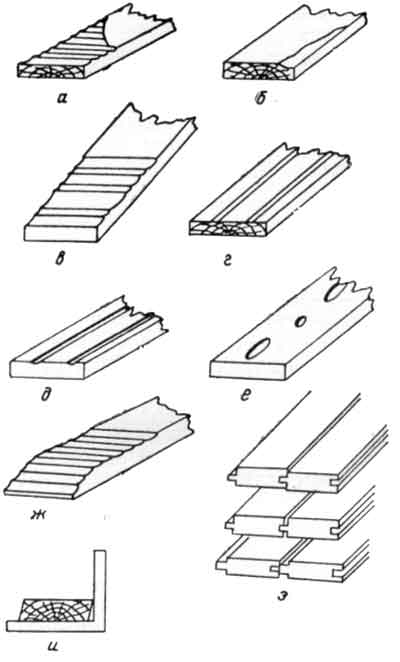
1. Недостроганные участки на лицевой (нижней) плоскости (а). Этот дефект может быть вызван рядом причин: непрямолинейностью лезвий ножей; неправильностью их установки по длине вала; неправильностью установки гладильных ножей в коробках; неправильностью установки нижнего ножевого вала по отношению к заднему столу станка; недостаточным и неравномерным прижатием пиломатериалов подающими вальцами или прижимными роликами; дефектами в подготовке пиломатериала (кривизна, покоробленность, глубокие риски, неправильные размеры и пр.).
2. Вырывы, сколы (б), ворсистость и мшистость на строганой поверхности. Этот дефект вызывается: затуплением или плохой заточкой ножей по всей длине или на части ее; чрезмерным выпуском ножей относительно стружколомателя; большим расстоянием от окружности резания до прижимов, служащих для подпора волокон; слишком большой толщиной снимаемого слоя древесины; чрезмерной влажностью пиломатериала; строганием против волокон древесины, особенно косослойной.
3. Различная длина волны строгания (в). Этот дефект вызывается: плохой балансировкой ножен или ножевой головки; неправильным, различным выпуском ножей в ножевой головке; плохой фуговкой ножей; слабиной в подшипниках ножевого вала; изогнутостью последнего и недостаточным закреплением суппортов ножевых головок.
4. Выпуклые полосы на строганой поверхности (г), вызываемые зазубринами на лезвиях ножей или затуплением отдельных участков лезвий.
5. Борозды на лицевой (нижней) поверхности строгания (д), происходящие вследствие забивания стружки под гладильные ножи, а также загрязнения столов или вальцов смолой.
6. Углубления на строганой поверхности (е), вызываемые плохим удалением стружки, загрязнением смолой и стружкой прижимных роликов или вмятинами на них.
7. Скосы (выхваты) на концах (ж) пиломатериалов. Скосы на нижней (лицевой) пласти пиломатериалов вызываются установкой нижней ножевой головки выше заднего стола, а на верхней пласти — недостаточным прижатием пиломатериалов к столу перед верхней ножевой головкой, большим расстоянием от верхних прижимов до головки или изогнутостью концов пиломатериалов.
8. Ожог, или потемнение, материала, появляющийся при остановке пиломатериалов в работающем станке вследствие буксования подающего механизма или при разрывах между торцами. Этот дефект имеет место при неправильной наладке станка (прижим вальцов, натяжение ремней и т. д.), а также при необеспеченности непрерывной подачи пиломатериалов в станок.
Неправильные размеры строганых пиломатериалов
1. Неправильные размеры строганых пиломатериалов, как то неправильное расположение паза и гребня (з, свеерху), зазоры (з, в середине), несоответствие размеров паза и гребня (з, снизу). Эти дефекты вызываются неправильной установкой или неправильным профилем ножей либо фрез, неперпендикулярностью оси вертикальных валов к рабочей по верхности стола, недостаточным прижимом пиломатериалов к направляющей линейке.
2. Строгание «не в угольник» (и) вызывается: негоризонтальностью рабочей поверхности стола в поперечном направлении; непараллельностью оси горизонтального ножевого вала заднему столу станка вследствие неправильного монтажа или износа стола; неперпендикулярностью оси вертикальных ножевых валов по отношению к рабочей поверхности стола; непараллельностью кромки ножей оси ножевой головки.
Раскалывание пиломатериалов
Раскалывание пиломатериалов и появление в них трещин при строгании происходит из-за чрезмерного или неравномерного нажатия подающих вальцов и прижимных роликов, а также вследствие дефектов сушки, как-то: пересушки древесины, коробления и наличия мелких трещин, увеличивающихся при строгании от нажима вальцов и ударов ножей.
Для устранения дефектов строгания необходимо тщательно исследовать и установить причину, вызывающую тот или иной дефект, и устранить ее.
ТИИД
1. Производственный и технологический процессы. Стадии и общая структура технологического процесса. Производственный процесс–– Совокупность всех совместных действий средств произ-ва в результате которой из исходных материалов, заготовок и составных частей получ-т продук-ию опредленного назначения и требуемого кач-ва.
Технологический процесс–– это законченная часть основного производства в результате выполнения которой достигается изменение формы, размеров, положения, состояния и свойств материалов и заготовок.
Стадии и общая структура технологического процесса –– общая схема стадий технологического процесса изготовления изделий:
сушка древесных материалов;
-раскрой древесных материалов на заготовки;
-обработка черновых заготовок;
-склеивание и фанерование заготовок;
-обработка чистовых заготовок;
-сборка деталей в узлы;
-обработка узлов;
-сборка узлов и деталей в изделие;
-отделка.
Состав технологических процессов изготовления изделий из древесины, в частности, столярно-строительных и столярно-мебельных изделий весьма неоднороден. Они включают в себя не только механическую обработку древесины резанием, строганием, прессованием, гнутьём, соединением деталей столярными вязками, винтами..., но и физико-химические процессы нагрева и склеивания, а также сушки и отделки древесины. Все изделия из древесины отличаются в той или иной степени сложной конструкцией, состоящей из большого количества разнообразных деталей.