

Определение параметров функционирования одноканального комплекта машин с простейшими потоками в установившемся режиме
Постановка задачи. Известно, что одноканальный комплект машин функционирует как одноканальная замкнутая система массового обслуживания (СМО) с неограниченным временем ожидания и с простейшими потоками. Известно:
- число машин, нуждающихся в обслуживании – m;
- интенсивность поступления одной машины на обслуживание – ;
- интенсивность обслуживания машин – ;
- режим работы комплекта машин – установившейся.
Требуется определить параметры функционирования одноканального комплекта машин в установившемся режиме, когда вероятности состояния системы не зависят от времени:
- вероятность отсутствия в системе обслуживаемых машин - Po;
- вероятности наличия в системе n обслуживаемых машин – Pn;
- коэффициент использования канала обслуживания - К;
- среднее число обслуживаемых машин находящихся в очереди, ожидающих обслуживания – NОЧ;
- среднее число обслуживаемых машин находящихся в системе– NСИСТ.
Выявление основных особенностей взаимосвязей и количественных закономерностей. Система массового обслуживания с неограниченным временем ожидания и с простейшими потоками характеризуется следующими особенностями:
- поток машин ординарный;
- поток машин без последействия;
- поток машин стационарный.
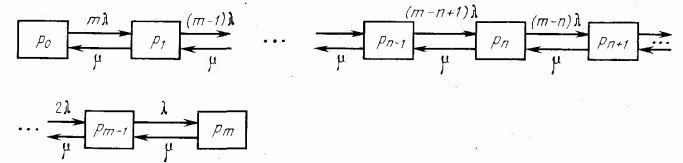
Построение модели функционирования комплекта машин.
Построим размеченный граф состояний
![]()
![]()
![]()
………………………………………………………
![]()
………………………………………………………
![]()
Исследование функционирования одноканального комплекта машин.
Обозначим
![]()
Из первого уравнения системы уравнений найдем
![]()
Из второго уравнения системы уравнений найдем
![]()
Подставив в первый член выражение для расчета P1, получим
![]()
![]()
……………………………………………………………….
![]()
Но
![]()
Окончательно выражение для расчета Pn можно записать в таком виде
![]()
Используя
очевидное равенство
![]() ,
.
,
.
![]() или
или
![]()

Коэффициент использования канала обслуживания:
![]()
Для установившегося режима работы системы средняя интенсивность поступления машин во входном потоке равна аналогичной характеристике выходного потока машин из канала обслуживания:
![]()
где NСИСТ– среднее число обслуживаемых машин, находящихся в системе
Из данного равенства можно легко найти среднее число машин, находящихся в системе NСИСТ.
![]()
Среднее же число машин, находящихся в очереди
![]()
*62*
Расчет прерывно-поточного производства
Однопредметные прерывно-поточные линии (ОППЛ) широко применяются в механообрабатывающих цехах массового и крупносерийного производств, а также в сборочных цехах, если работа связана с использованием оборудования или если на некоторых промежуточных операциях появляется брак. Во всех этих случаях технологические операции не синхронизированы. Вследствие неравенства или некратности операций такту на таких линиях невозможно достигнуть непрерывности обработки предметов, работы оборудования и рабочих-операторов. Из-за нарушения непрерывности производственного процесса необходимо создавать межоперационные оборотные заделы (что служит показателем прерывности). Кроме того, это приводит к простоям оборудования.
Движение предметов труда на ОППЛ осуществляется параллельно-последовательно. На каждой операции обработка определённого числа предметов труда ведётся непрерывно, а на следующие операции они подаются частями, чаще всего поштучно, по бесприводным транспортным средствам (скатам, склизам, желобам, рольгангам), работающим со свободным ритмом. При значительных расстояниях между рабочими местами или при большой массе предметов труда могут применяться распределительные конвейеры. После окончания обработки определённого числа предметов труда на одной операции рабочий переходит к другой операции. Время, в течение которого повторяется изготовление определённого числа предметов на всех операциях, принято называть периодом оборота или обслуживания поточной линии.
Определим параметры поточой линии:
· укрупнённый такт поточной линии;
· число рабочих мест по операциям и по всей поточной линии;
Рассчитаем программу выпуска за период оборота линии. Используем формулу: Nв = N/ T*KCM, [1]
где N - месячная программа; Т - количество дней в месяце; KCM - количество смен.
Теперь определим такт однопредметной прерывно-поточной линии (ОППЛ): rпр = Fэ/ Nв, [2]
где Fэ - время периода оборота линии.
Число рабочих мест рассчитаем по формуле Срn = ti/ rпр
где ti - штучное время обработки детали.
Коэффициент загрузки рабочих мест определим по формуле: Кзi = Срi/ Спрi
где Ср- расчетное число рабочих мест; Спр- принятое число рабочих мест.
*63*