

13. Типы и классификация агрегатного оборудования для переработки пиловочного сырья на пилопродукцию. Схемы раскроя, определение производительности, структурные схемы технологического процесса.
Можно получить из боковых зон бревна дополнительно по 2-4 доски. Такие станки называют фрезерно-пильными станками-агрегатами.
На базе фрезерно-пильных агрегатов созданы линии ЛАПБ, ЛФП-1, ЛФП-2 и ЛФП-3. В линии ЛАПБ применен способ раскроя вразвал, а в линиях ЛФП-1 и комплекте линий ЛФП-2 и ЛФП-3 — с брусовкой. При этом на линии ЛФП-2 раскраивают бревна, а на линии ЛФП-3 брусья.
Линии ЛАПБ, ЛФП-2 и ЛФП-3 оснащены круглопильными узлами резания. В линии ЛФП-1 для распиловки бревен используют счетверенный ленточнопильный станок, а для распиловки брусьев —многопильный круглопильный станок. В узлах фрезерования линии ЛАПБ применены однорезцовые и шести-резцовые цилиндрические фрезы, в линиях ЛФП-1, ЛФП-2 и ЛФП-3 — малорезцовые торцово-конические фрезы.
Фрезерно-пильный агрегат ЛАПБ выполняет функцию четырех станков обычного лесопильного цеха — лесопиль
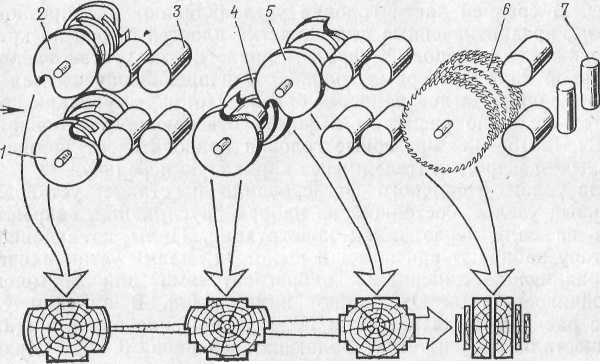
Принципиальная схема работы фрезерно-пильного агрегата.
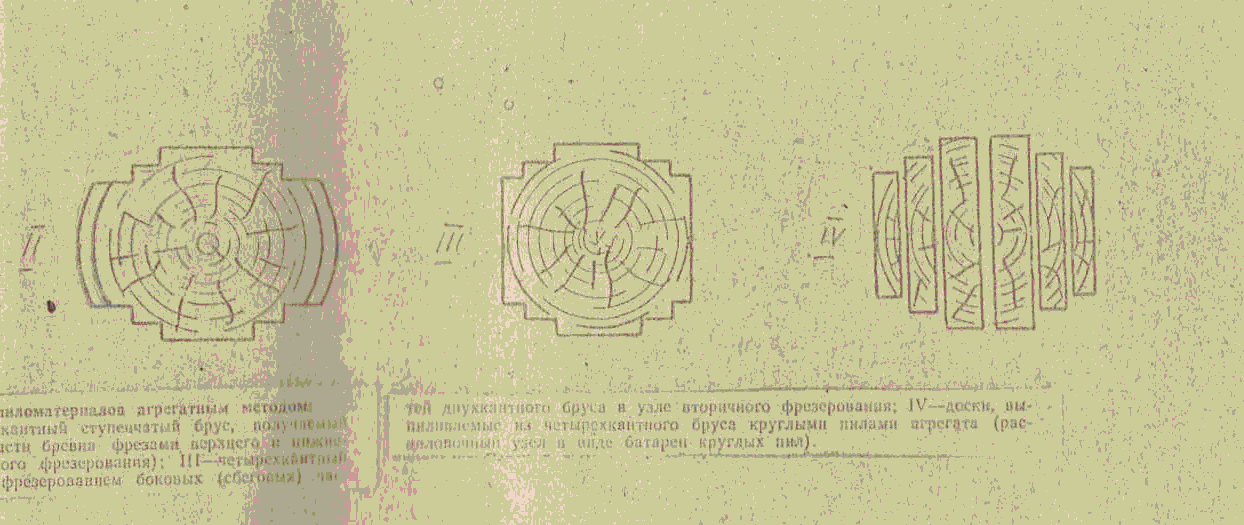
ных рам первого и второго ряда, обрезного станка и рубительной машины. Бревно конвейерным устройством подается в узел первичного фрезерования. Здесь формируется двухкантный брус I, верхняя и нижняя пласти которого имеют ступенчатый профиль. Узел первичного фрезерования включает в себя две горизонтальные головки 1 и 2, расположенные друг над другом в одной вертикальной плоскости. Положение нижней фрезерной головки 1 постоянно, а верхняя 2 крепится на подвижном суппорте, положение которого по высоте может изменяться в зависимости от диаметра пропускаемого бревна.
Боковые поверхности бревна обрабатываются второй парой фрезерных головок 4, 5. При этом окончательно формируется ступенчатый брус //, /// и зачищаются поверхности, сформированные первой парой фрезерных головок. Верхняя головка 5 узла вторичного фрезерования установлена по отношению к нижней 4 со смещением по горизонтали на 5 мм. Фрезерные головки набирают из различных по конструкции и назначению фрез. В средней части головки устанавливают шестирезцовые фрезы, предназначенные для зачистки пластей бруса, по краям головки — однорезцовые фрезы, аналогичные установленным в первой паре фрезерных головок. Они предназначены для обработки боковых поверхностей бревна. При фрезеровании получается щепа, по размерам и форме отвечающая требованиям ГОСТ 15815—83. Фрезерные головки приводятся от индивидуальных электродвигателей через карданную передачу.
За узлом вторичного фрезерования в станке установлен пильный узел 6, состоящий из набора круглых пил, закрепляемых на валу неразъемной конструкции. Пилы по заданному поставу набирают при помощи шайб. За пилами устанавливают направляющие линейки с виброгасителями для повышения устойчивости пил. Охлаждают пилы водой. В пильном узле брус распиливается на доски IV. Продвижение бруса в станке осуществляется системой подающих вальцов 3, 7. Верхние вальцы поднимаются и опускаются при помощи гидроцилиндров по каманде с пульта управления. Скорость подачи бревен в станок 24; 30 и 36 м/мин.
Узлы первичного и вторичного фрезерования, пильный узел, механизм подачи и система гидроцилиндров смонтированы на общей сварной станине коробчатой формы. В комплект линии агрегатной переработки бревен (ЛАПБ) помимо фрезерно-пильного станка входит следующее оборудование: накопитель бревен, сбрасыватель-отсекатель, конвейер подачи бревен в агрегат. Пиломатериалы от станка отводятся роликовым конвейером. Щепа и опилки удаляются пневмосистемой и ленточным конвейером на сортировочные устройства, с которых они направляются в бункера, расположенные вне цеха. Агрегат обслуживают двое рабочих.
Применение фрезерно-брусующих и фрезерно-пильных станков и линий для переработки пиловочного сырья экономически выгодно, если имеется достаточное количество тонкомерного сырья, стоит задача по резкому увеличению производительности труда и имеется возможность использования технологической щепы jb качестве полноценного вторичного сырья. Производительность фрезерно-пильных и фрезерно-брусующих станков и линий определяется по (37) и (33).
Подготовка пиловочного сырья
Участок распиловки брусьев ЛАПБ
торцовка
сортировка
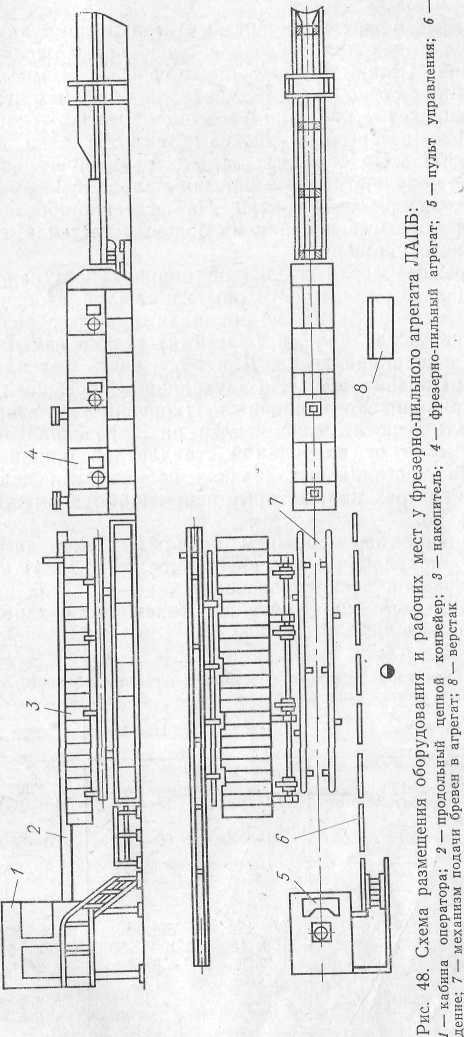
Планировка лесопильного цеха на базе линии ЛАПБ. Линия агрегатной переработки бревен (рис. 56) предназначена для раскроя пиловочного сырья диаметром 14... 18 см на обрезные пиломатериалы с получением технологической щепы. Линия работает следующим образом. Окоренные и рассортированные по диаметрам бревна продольным цепным конвейером / подаются на лесонакопитель 2. С накопителя бревна поштучно сбрасываются в конвейерный механизм подачи 3 фрезерно-пильного агре-
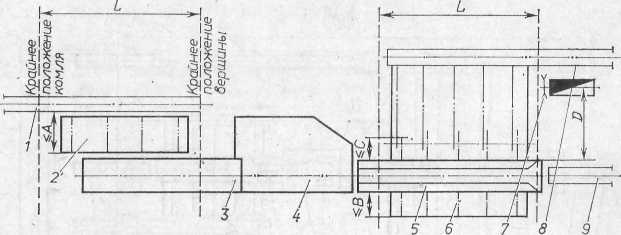
Рис. 56. Схема линий агрегатной переработки бревен ЛАПБ Lбтах — максимальная длина бревна)
гата 4. Здесь бревно перерабатывается на обрезные доски и технологическую щепу. С роликового разделительного конвейера 5 боковые доски передаются на поперечный цепной конвейер 6, а центральные по конвейеру 9 поступают на сортировочную площадку. На поперечном конвейере 6 боковые доски проходят предварительную торцовку на станке 7 и ленточным конвейером 8 передаются на участок сортировки. Щепа от фрезерно-пильного агрегата направляется на сортировку и в бункер. Линию ЛАПБ обслуживает оператор и помощник оператора.