ФЕДЕРАЛЬНОЕ АГЕНСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ (МИИТ)
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
ТЕТРАДЬ
лабораторных работ
по дисциплине
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
Разделы:
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
СВАРОЧНОЕ ПРОИЗВОДСТВО
Для студентов специальности Подвижной состав железных дорог
Группа ______________
Фамилия И.О. студента ___________________________
Москва 2013
Введение
Лабораторные работы имеют своей целью ознакомить студентов:
С основными свойствами и существующими методами контроля литейных сплавов и дефектами отливок.
Характером изменения структуры и свойств металла в процессе обработки давлением.
Основными способами выполнения сварочных работ.
Перед выполнением очередной лабораторной работы студент обязан проработать рекомендуемую литературу, записать в тетрадь краткие сведения из теории , отражающие содержание данной работы, и вычертить диаграммы состояния, графики и схемы приборов и установок.
Студенты, не подготовившиеся к выполнению очередной лабораторной работы и не защитившие предыдущие три работы, а также полностью не оформившие проделанной работы в лаборатории, к очередному занятию не допускаются.
Лабораторная работа 1 ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТОВ РАСПЛАВЛЕНИЯ, НАПЛАВКИ И ПОТЕРЬ НА УГАР И РАЗБРЫЗГИВАНИЕ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ
I.Цель работы
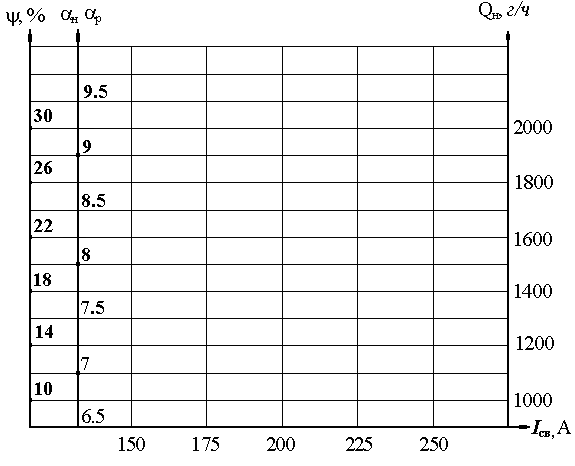
Ознакомиться с сущностью ручной дуговой сварки. Определить коэффициенты расплавления р, наплавки н, потерь на угар и разбрызгивание и количество наплавленного металла Qн в зависимости от сварочного тока. Построить графики.
II.Краткие сведения из теории
Указать сущность процесса и записать формулы, определяющие основные коэффициенты.
III.Порядок выполнения работы
Определить коэффициенты расплавления (р), наплавки (н), потерь на угар и разбрызгивание () и количества наплавленного металла при ручной дуговой и автоматической сварке (Qн). Условия проведения эксперимента и результаты опытов занести в таблицу 1.
Таблица 1
№ п/п |
Электрод |
Сила тока, А |
Время горения дуги, с |
Длина электрода, см |
Вес расплавленного металла Gр, г |
Вес пластины, г |
Вес наплавленного металла Gн, г |
Коэффициент расплавления р, г/Ач |
Коэффициент наплавки н, г/Ач |
Коэффициент потерь , % |
Производительность процесса Qн, г/ч |
|||
Марка |
Диаметр, мм |
До наплавки L1 |
После наплавки L2 |
До наплавки G1 |
После наплавки G2 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Определить средние значения коэффициентов р, н, и Qн, полученные при различных режимах сварки. Результаты опытов занести в таблицу 2.
Таблица 2
Марка электрода |
Значения коэффициентов при токах |
|||||||||||
I1 = 150 A |
I2 = 200 A |
I3 = 250 A |
||||||||||
р |
н |
|
Qн |
р |
н |
|
Qн |
р |
н |
|
Qн |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Построить график зависимости коэффициентов р, н, и Qн от силы сварочного тока.