

11.3. Течении расплавов полимеров в кольцевых каналах
При течении расплавов полимеров в кольцевых каналах изменение закономерности коэффициента восстановления струи в зависимости от длины канала, температуры и скорости сдвига сохраняются, однако в данном случае одновременно с увеличением наружного диаметра экструдата увеличивается и толщина стенки. При этом на значение эластического восстановления влияет соотношение внутреннего и наружного радиусов канала: чем меньше величина RB /RH, тем больше разбухание, см. рис.2.23.
Зависимость коэффициента эластического восстановления от отношения диаметров кольцевого канала:
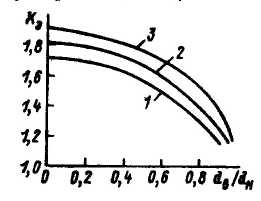
1 — полипропилен; 2 — полиэтилен низкой плотности;
3 —полиэтилен высокой плотности.
Рис.2.23.
При близких значениях RB и RH наружный размер заготовки увеличивается, а внутренний уменьшается почти одинаково, т.е. конформационные переходы происходят одновременно
за счет увеличения диаметра и толщины стенки. В том случае, когда диаметр дорна мал, увеличение заготовки происходит преимущественно по наружному диаметру (рис. 2.23). Такое непропорциональное изменение размеров объясняется тем, что деформация и нормальное напряжение для цилиндрических оболочек пропорциональны радиусам. Зависимость коэффициентов эластического восстановления струи при выходе расплава из кольцевого канала может быть выражена следующим уравнением:
![]()
где
![]() —
коэффициенты
восстановления струи по среднему радиусу
и толщине стенки экструдата.
—
коэффициенты
восстановления струи по среднему радиусу
и толщине стенки экструдата.
Изменение размеров экструдата (а) и схема возникновения тангенциальных и нормальных напряжений (6) при течении между, вращающимися цилиндрами.
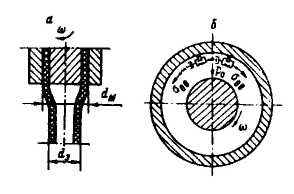
Рис. 2.24.
Схема расположения векторов напряжений при круговом течении расплава
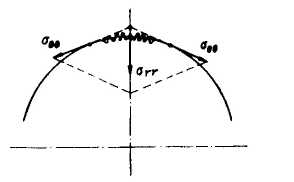
Рис. 2.25.
В значительной степени картина проявления эластического восстановления струи изменяется при наложении на осевые напряжения сдвига тангенциальных напряжений. Этого можно достигнуть, например, при вращении одного из цилиндров кольцевого канала. В данном случае, если тангенциальные напряжения очень малы, то изменение размеров экструдата происходит, как и при одноосном течении, т.е. наблюдается увеличение диаметра. При больших значениях , когда достигается определенное отношение zz/ расплав на выходе уменьшается в диаметре (рис. 2.24).
Под действием кругового течения макромолекулы полимера ориентируются и располагаются в кольцевых слоях сдвига, что показано в виде модели на рис. 2.24 б. Так как векторы нормальных сил расположены под некоторым углом (по дуге окружности), возникает нормальное радиальное напряжение и соответственно появляется составляющая силы, стягивающая расплав к оси вращения, т.е. трубчатая заготовка уменьшится в диаметре. Однако под действием нормальных осевых напряжений zz проявляется противодействие уменьшению диаметра экструдата. Поэтому в зависимости от соотношения величин этих напряжений происходит сужение или расширение струи. Если осевые напряжения велики, то происходит разбухание, а если больше тангенциальные, то сужение струи. Зависимость между коэффициентами эластического восстановления струи и нормальными напряжениями имеет вид:
![]()
Или, переходя от нормальных напряжений к касательным, получаем:
![]()
Экспериментальные и расчетные данные имеют хорошую сходимость, (отклонение составляет 2 — 5 %). Поэтому полученные уравнения можно применять для расчета скорости течения или размеров каналов при производстве пустотелых изделий, профилей и гранул. Исходя из условия обеспечения заданных размеров изделий, т.е. по известным размерам формующей головки и значению Кэ, можно рассчитать размеры выходящего экструдата. По данным уравнениям решается также обратная задача, т.е. определяются размеры формующих каналов при известных условиях течения расплава и заданном значении Кэ.