

X припуск на чистову обробку по координаті х
- знак плюс при зовнішній обробці,
- знак мінус при внутрішній обробці.
Z припуск на чистову обробку по координаті Z.
Якщо запрограмований припуск на чистову обробку, то при чорновій обробці рух здійснюється уздовж контуру, зміщеного на значення X і Z.
Тому що характер контуру повинен описуватися для попередньої й для остаточного обточування, то доцільним представляється вносити опис контурів у підпрограму, і викликати її в головній програмі відповідно для попередньої й остаточної обробки. Альтернативно за допомогою команди G23 для остаточного обточування можна програмувати повторення частини програми.
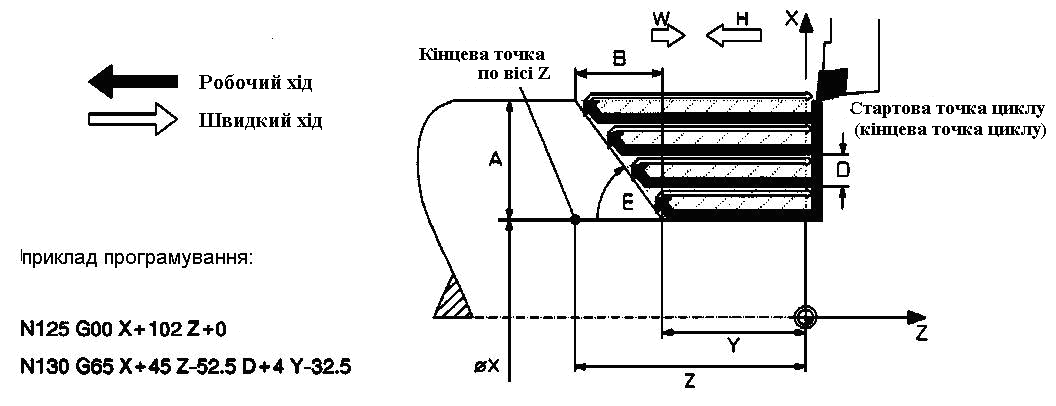
Рисунок G65.1: при зовнішній координаті X стартової точки і потрібної кінцевої точки конуса повинні бути рівні.
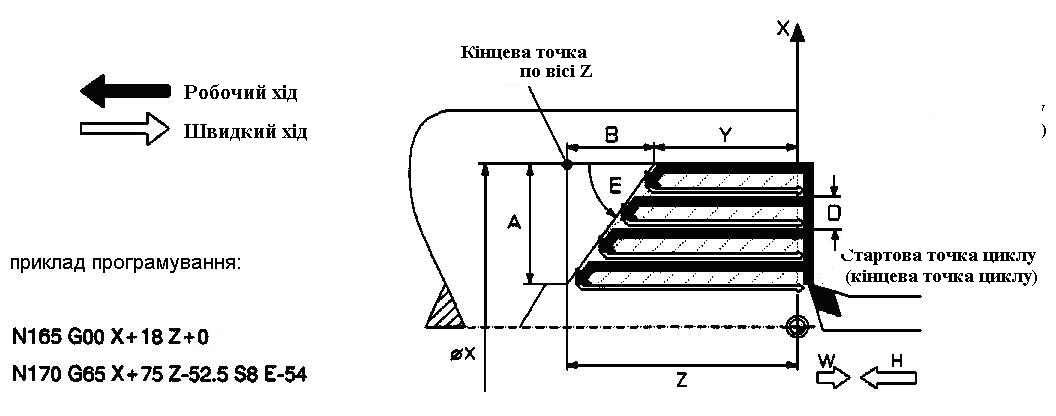
Рисунок G65.2: при внутрішній обробці координата Х стартової точки повинна бути менше діаметра внутрішнього контуру після попереднього обточення.
Функція:
Кадр програми ЧПК.
Адреси.
Опис.
Вказівки по програмуванню.
Цикл повздовжнього чорнового обточування G65 (конусний контур).
За допомогою команди G65 можна програмувати повздовжній чорновий цикл із конусним сполученим контуром як для внутрішньої, так і для зовнішньої обробки.
G65 X... Z… S.../D... Y.../Е.../А...В...
[I...] [К...] [H…W…] [С…V…] [L..]
Х, Z Тому що цикл G65 базується на повздовжньому чорновому циклі із прямокутним сполученим контуром, то координати X і Z визначають кутову точку цього прямокутного контуру.(Х – координата меншого діаметру конуса для зовнішньої обробки і більшого для внутрішньої)
S кількість виконаних проходів. Якщо програмується адреса S, то керування розраховує глибину різання. Альтернативно адресі S можна також програмувати глибину глибина різання D.
D після кожного ходу обробки здійснюється підведення на глибину різання на запрограмовану величину D, щодо радіуса. При відпрацьовуванні циклу глибина різання може відхилятися від запрограмованої величини D в залежності від опціональних адрес С, V і L. Альтернативно адресі D може також програмуватися адреса S (кількість виконаних проходів).
Y координата точки Z, у якій повинен починатися конус.
Е кут підйому конуса щодо осі Z (G65.1). Стежите за тим, щоб для внутрішньої обробки кут програмувався з відповідним знаком - мінусом (G65.2).
А,B нахил конуса може програмуватися також через співвідношення відрізків А і В. При цьому А є відрізком у напрямку X (щодо радіуса), В - у напрямку Z.
I; К;
H; W; Опціональні адреси дивися на наступній сторінці
С; V; L
На відміну від повздовжнього чорнового циклу G75 із прямокутною поверхнею обробки при команді G65 інструмент переміщується від заданої точки під певним кутом до кінцевої точки контуру. Від цієї точки створюється конусний контур. Ця початкова точка конуса може програмуватися:
1. - контурною точкою Y,
2. - кутом підйому Е
3. - відношенням відрізків А и В.
До початку циклу інструмент необхідно перемістити по координаті:
Х – початкова точка обробки;
Z – на 1 -2 мм праворуч від точки початку обробки
Після виконання циклу різець повертається в точку початку циклу
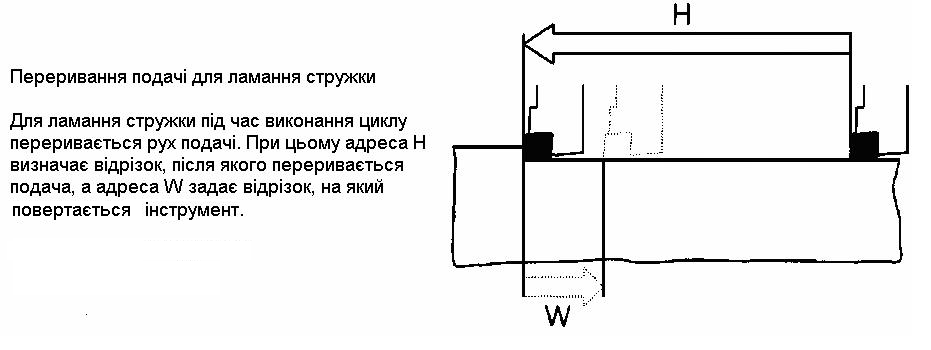
Рисунок G 65.3
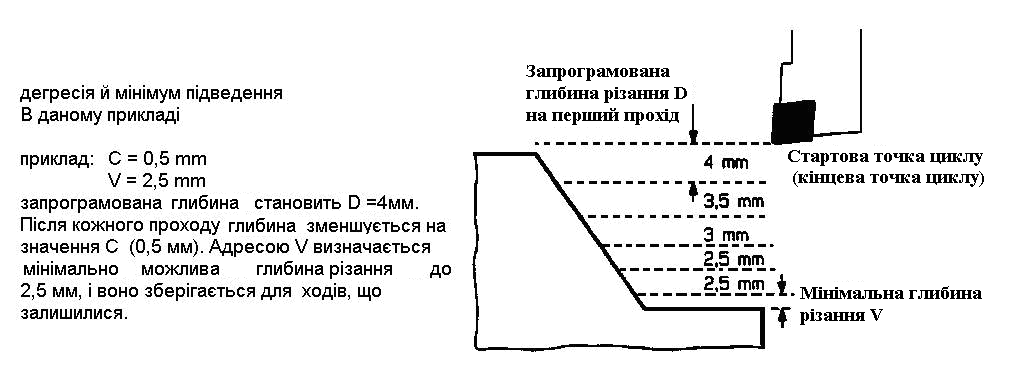
Рисунок G 65.4
Рисунок G 65.5