

Измерение вертикальных углов
Измерение вертикальных углов производится с помощью вертикального круга, укрепляемого на оси вращения зрительной трубы теодолита. При вращении трубы вокруг ее горизонтальной оси вместе с ней вращается и лимб вертикального круга, а алидада остается неподвижной.
Для получения величины угла наклона визирной оси по вертикальному кругу теодолита необходимо знать место нуля вертикального круга, обозначаемое символом МО, или место зенита, обозначаемое МZ.
Местом нуля МО называют отсчет по вертикальному кругу теодолита при горизонтальном положении визирной оси трубы и исходном положении отсчетного устройства.
Местом зенита MZ называют отсчет по вертикальному кругу теодолита при положении визирной оси трубы, направленной в зенит, и исходном положении отсчетного устройства.
При хорошо отъюстированном приборе место нуля и место зенита должны быть близки к 0. Но практически значения МО и MZ отличаются от 0 на некоторую величину, которую необходимо учитывать при определении углов наклона или зенитных расстояний z. Для каждого типа теодолита расчетные формулы по определению места нуля и вертикальных углов приводятся в паспортах приборов и зависят от типа оцифровки и основного положения вертикального круга – «круг лево» (КЛ) или «круг право» (КП).
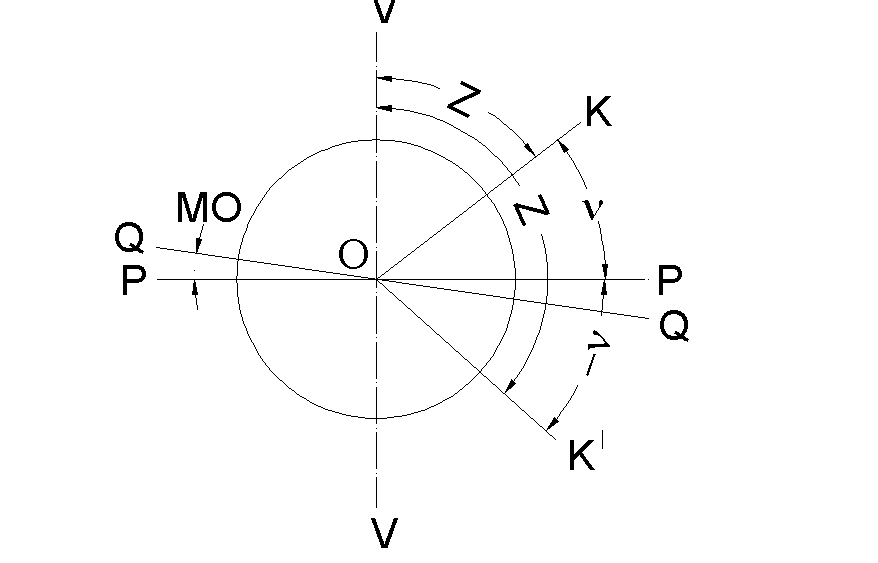
Рис. 5.6.1. Схема измерений вертикальных углов
VV – основная ось (вертикальная ось вращения) теодолита; PP – линия горизонта; QQ – положение визирной оси при исходном положении отсчетного устройства; OK – положение визирной оси при измерении положительного угла наклона; - OK/ – то же при измерении отрицательного угла наклона; Z – зенитное расстояние; ν – положительный угол наклона; -ν – отрицательный угол наклона, МО – место нуля.
Линейные измерения
Линейные измерения выполняются непосредственно, с помощью специальных мерных приборов, и косвенно, с помощью дальномеров.
К приборам для непосредственного измерения линий относятся мерные ленты, рулетки, проволоки. Ленты бывают штриховые и шкаловые. Наиболее широкое применение в практике получила стальная двадцатиметровая штриховая лента. На обоих концах такой ленты имеются вырезы, в которые при измерениях вставляются металлические шпильки. Против вырезов наносятся штрихи, расстояние между которыми и определяет длину ленты. Метровые деления ленты оцифрованы, полуметры отмечены заклепками, а дециметровые деления – сквозными отверстиями. Число сантиметров относительно отверстий при отсчете по ленте оценивается на глаз. К концам ленты прикреплены ручки, которые служат для натяжения ленты в процессе измерений. Для транспортировки лента наматывается на кольцо. К каждой ленте прилагается набор шпилек в количестве 11 штук.
Шкаловые ленты имеют на концах шкалы с миллиметровыми делениями длиной 100 мм. Шкаловые ленты позволяют проводить измерения с повышенной точностью.
Стальные рулетки выпускаются различной длины, от 2 до 100 м, в открытом или закрытом корпусе. Деления на рулетках нанесены через 1 см или 1мм.
При высокоточных измерениях используются инварные ленты или проволоки. Инвар – сплав железа (64%) и никеля (36%), который обладает малым коэффициентом теплового линейного расширения.
Перед использованием мерные приборы должны быть проверены путем сравнения их длины с эталоном, длина которого известна с высокой точностью. Такое сравнение называется компарированием и выполняется на специальных приборах-компараторах. Компараторы бывают лабораторные и полевые. Лабораторные компараторы устраивают на ровном полу, на бетонных столбах или на полочках, укрепленных вдоль стен.
Сравнение рабочей стальной рулетки с образцовым мерным прибором осуществляют при натяжении с силой 100 H, применяя для этого чувствительный динамометр.
В результате компарирования длину мерного прибора при температуре t характеризуют уравнением
![]() ,
(5.7.1.)
,
(5.7.1.)
где l0 – номинальная длина, которая принималась при изготовлении прибора; l – поправка к номинальной длине при температуре t0; - температурный линейный коэффициент (для стали = 0,00012 С-1); t0 – температура компарирования.
Если длина мерного прибора отличается от номинальной длины не более чем на 1 – 2 мм, то этой разностью обычно пренебрегают. В противном случае в результаты измерений вводят поправку за компарирование
l = lф – lн. (5.7.2.)
Полевой компаратор имеет длину 120 или 240 м, который разбивают на ровной и удобной для измерений местности. Концы его закрепляют постоянными грунтовыми знаками. Длину компаратора определяют шестикратным измерением образцовой мерой. Эталонирование рабочих мер производят путем четырехкратного измерения ими компаратора.