

3.Организация монтажных работ. Содержание подготовительного этапа работ.
Монтаж – комплекс работ по доставке оборудования к месту монтажа, его установке, наладке и пуску в эксплуатацию. Выделяют 3 этапа: 1) подготовительный; 2) установка оборудования; 3) испытание и сдача в эксплуатацию. Наибольший объем работ наблюд. при возведении новых холодильных сооружений, этапы:
1) подготовка проекта сметной документации и согласование с контрол. и исполнит. органами:
а) заключ. договор с проектной организацией, имеющей необх. разрешение (лицензию);
б) произв. предварительное согласование проекта с рядом организаций (исп. органы власти, пож. надзор, сан. службы, горводоканал и др.).
2) выполнение проекта; 3) произв. согласование проекта между заказчиком, исполнителем и органом технич. надзора; 4) производится независимая экспертиза проекта (при проектир. АХУ треб. доп. согласование с органами проматомнадзора); 5) подыскивают монтажную организацию – генерального подрядчика. Ген. подрядчик может выполнять весь комплекс работ своими силами, но чаще для вып. отдельн. видов работ, требующих спец. разрешения, лицензии, ген. подрядчик нанимает другие организ. – субподрядчиков (для монтажа обор-ия, выполн. изоляции,…). Такой способ работ наз-ся подрядным. Если часть работ владелец может выполнить своими силами, то такой способ работ наз-ся хозяйственным.
6) на основании проекта подрядная организация, вып-щая комплекс работ по монтажу обор-ия, выполняет проект производства монтажных работ, в котором указыв. способы и очередность монтажа обор-ия, а также график финансирования монтажных работ.
7) производ. выполнение основных строит. работ, связ. с возведением холодильника и км-го цеха.
8) орг. склады или площадки для временного хранения холод. оборудования;
9) возвод. бытовые и санитарные помещения для монтажников; 10) вып. подъездные пути для доставки и установки обор-ия; 11) подгот. необход. коммуникации (подвод. электроэнергия, вода); 12) при необход. обустраив. временные мастерские; 13) изгот. проходные и непроходные каналы, подземные тоннели для тр-дов. В помещении для монтажа обор-ия оставляют монтажный проем. 14) производят изгот. узлов помещении для монтажа обор-ия оставляют монтажный проем. 14) производят изгот. оими силами, то такой способ работ наз-ся хозяйосн-ных тр-дов и элементов обвязки обор-ия; 15) доставляют обор-ие к месту монтажа и производят его прием. При приемке обор-ия проверяют целостность упаковки, правильность хранения и сроки хранения, проверяют номенклатуру поставки в соотв. с технич. документацией. Приемка обор-ия производ. по акту.
16) приемка строительных работ (помещений, где будет производится монтаж ( отделочные работы, чистые полы, оконные проемы д. б. застеклены (кроме монтажных), д.б. установлены двери, подведена электроэнергия, вода и канализация, д.б. заложено перекрытие и изготовлены фундаменты и опорные конструкции под обор-ие)).
Особое внимание уделяется приемке фундамента, на кот. будет устанавл. обор-ие. При приемке проверяют:
1) Соответствие размеров, расположения фундамента проекту; 2) проверяют соответствие расположения и кол-во колодцев под фундаментные болты проекту и технич. док-ии на обор-ие. Если обор-ие крепится анкерными болтами, то проверяют наличие закладных деталей под анкерные болты; 3) проверяют наличие закладных деталей – реперов; 4) для фундаментов, предназначенных для монтажа ответственного обор-ия в процессе их изготовления отливают образцы бетона фундамента. Приемку фундамента оформляют актом.
Содержание подготовительного этапа работ Подготовку к производству работ проводит монтажная организация, кот., руководствуясь НТД, выполняет задачи: изучает комплект проектной документации, полученной у заказчика; разрабатывает на основе проектной монтажно-технологическую документацию; готовит временную производственную базу для хранения оборудования и материалов, изготовления нестандартизованного оборудования; получает оборудование и техническую документацию на оборудование (технический паспорт, инструкцию завода-изготовителя), запорно-регулирующую арматуру, трубы, металлопрокат и вспомогательные материалы у заказчика; изготавливает нестандартизированное оборудование (охлаждающие приборы, трубопроводы, опорные металлоконструкции); проверяет готовность зданий и сооружений для монтажа оборудования и трубопроводов; доставляет оборудование, металлоконструкции и трубопроводы.
Монтажно-технологическая документация: проект производства монтажных работ (ППМР) и технологические карты на изготовление не стандартизированного оборудования. ППМР - часть проекта организации строительства, кот содержит общие решения по всему объекту строительства. Назначение — определить очередность совмещенного выполнения монтажных и строительных работ, технологию производства монтажных работ, объемы работ по видам, потребность в монтажном оборудовании, приспособлениях и инструментах. ППМР: ПЗ, содержащую изложение методов монтажа, порядок испытания оборудования и технологических трубопроводов, требования по контролю качества монтажных работ; строительный генплан с нанесенными на нем дорогами для движения транспортных средств в зоне монтажа, временными производственными, складскими и бытовыми помещениями, площадками для сборки оборудования и трубопроводов. Схемы монтажа содержат решения по перемещению оборудования, металлоконструкций и трубопроводов в монтажной зоне, а также по их установке, выверке и закреплению.
Передачу оборудования и узлов трубопроводов в монтаж выполняют в соответствии с графиком производства работ, принятым в ППМР. При передаче оборудования в монтаж проверяют его комплектность (по упаковочной ведомости), соответствие проекту, техническое состояние по внешнему виду (без разборки), наличие и полноту технической документации и специального инструмента, поставляемых заводом-изготовителем, и составляют акт. Оборудование, имеющее видимые дефекты, просроченный гарантийный срок хранения, подлежит проверке (ревизии), при которой проверяют работоспособность узлов и деталей. Узлы трубопроводов и охлаждающих батарей при передаче в монтаж проверяют на соответствие чертежам, осматривают, обращая внимание на чистоту, состояние уплотнительных поверхностей фланцев, резьбовых соединений, наличие прокладок в разъемных соединениях.
В зданиях и сооружениях (градирня, открытая площадка), сдаваемых под монтаж оборудования и трубопроводов, должны быть выполнены строительные работы, которые предусмотрены ППМР. В камерах Х д. б. закончена отделка внутренней поверхности ТИ ограждений, установлены закладные детали (анкерные болты, пластины) для крепления охлаждающих приборов и трубопроводов.
При приемке помещений проверяют наличие и правильность нанесения главных осей и высотных отметок (реперов) на строительных конструкциях, выполнения отверстий для прохода трубопроводов в стенах и перекрытиях, установки закладных деталей и прочность заделки закладных деталей.
При приемке фундаментов проверяют: соответствие их чертежам (геометрические размеры фундамента, колодцев, отверстий и закладных деталей); взаимное расположение фундаментных болтов и закладных деталей, колодцев и просверленных отверстий под анкерные болты); наличие закладных пластин с отметками главных осей оборудования и реперов; состояние поверхности (недопустимы трещины, сколы); прочность бетона методами разрушающего или неразрушающего контроля. К приемке под монтаж предъявляются одновременно помещения, сооружения, фундаменты и опорные конструкции, необходимые для установки оборудования и технологических трубопроводов, образующих функциональный блок. Приемку фундаментов, зданий и сооружений констатируют актами с указанием результатов проверки и замечаний. Акты приемки с необходимой документацией, подписанные представителями строительной, монтажной организаций и заказчика, свидетельствуют о готовности объектов к производству монтажных работ.
Билет 2
ОСЕВЫЕ КОМПРЕССОРЫ
В холодильной технике осевые компрессоры применяют в газовых (воздушных) холодильных машинах. В паровых холодильных машинах осевые компрессоры пока не используют, однако по мере увеличения холодопроизводительности в одном агрегате свыше 10—15 тыс. кВт при применении рабочих веществ с малой удельной объемной холодопроизводительностью или при особо высоких требованиях к энергетической эффективности машин их использование может оказаться целесообразным.
Главными преимуществами осевых компрессоров являются:
меньшие радиальные размеры, чем у центробежных компрессоров той же объемной производительности;
более высокие значения КПД, чем у центробежных компрессоров, из-за лучшей организации потока в осевых лопаточных аппаратах и как следствие — меньших газодинамических потерь в них.
Использование этих преимуществ позволит повысить энергетическую эффективность и уменьшить размеры и металлоемкость холодильных компрессоров, что особенно актуально в современных условиях хозяйствования. Именно они были главной причиной почти полного вытеснения из авиационной техники центробежных компрессоров и замены их осевыми. Эти же факторы обусловили применение осевых компрессоров в тех отраслях народного хозяйства, где требуются большие объемные производительности в одном агрегате: в качестве доменных воздуходувок, в крупных стационарных газотурбинных двигателях и т. п.
Возможность получения больших объемных производительностей делает осевые компрессоры перспективным типом машин для пароводяных тепловых насосов, использующих в качестве источника низкой температуры теплые водосбросы крупных промышленных предприятий, в первую очередь целлюлозно-бумажных комбинатов, предприятий химической и нефтехимической промышленности.
Недостатки осевых компрессоров следующие:
крутые газодинамические характеристики малой протяженности по расходу;
повышенная чувствительность к помпажу, который может вызвать поломку лопаток рабочих колес.
Однако эти недостатки можно отчасти устранить за счет применения эффективных методов регулирования, повышения уровня автоматизации и культуры эксплуатации машин с осевыми компрессорами.
П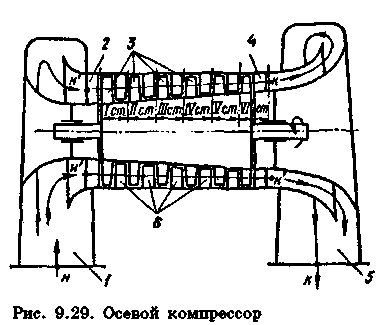 ри
производстве осевых компрессоров
предъявляются высокие требования к
технологической культуре завода-изготовителя,
обусловленные сложностями изготовления
в первую очередь лопаточного аппарата.
ри
производстве осевых компрессоров
предъявляются высокие требования к
технологической культуре завода-изготовителя,
обусловленные сложностями изготовления
в первую очередь лопаточного аппарата.
Устройство осевого компрессора. Осевой компрессор (рис. 9.29) состоит из входного устройства 1, во многом подобного входному устройству центробежного компрессора, описанному выше, с помощью которого газ подводится к входному направляющему аппарату (ВНА) 2. Входной направляющий аппарат организует поток и придает ему необходимое направление движения, после чего он поступает на рабочее колесо (РК) 3. Отметим, что в некоторых конструкциях осевых компрессоров ВНА может отсутствовать, и тогда поток поступает к лопаткам РК непосредственно из входного устройства. От лопаток РК к газу подводится механическая энергия, причем характер изменения скорости и давления газа при его движении от входного до выходного сечения РК зависит от коэффициента реактивности ступени. В ступенях с коэффициентом реактивности П1_2 = 0 давление в РК не изменяется, а абсолютная скорость возрастает; в ступенях, у которых 0 < Пх_2 < 1, давление в РК и абсолютная скорость газа увеличиваются; в ступенях с й1-2 = 1 давление в РК возрастает, а абсолютная скорость по модулю остается постоянной, изменяясь только по направлению. Из РК газ поступает в направляющий аппарат (НА) б, в котором изменение его давления и скорости также зависит от коэффициента реактивности. При Пх_2 = 0 скорость в НА уменьшается, а давление растет, причем давление увеличивается только в НА; при 0 < £212 < 1 скорость в НА также уменьшается, а давление возрастает; при С112 = 1 давление в НА неизменно, а скорость по модулю постоянна и изменяется только по направлению (см. рис. 9.33).
При выходе из последней ступени газ проходит спрямляющий аппарат (СА) 4, который придает выходной скорости осевое направление. Обычно СА выполняют совмещенным с НА последней ступени. Из СА сжатый газ поступает в выходное устройство 5, которое по конструкции представляет собой обращенное входное устройство, что принципиально отличает его от выходных устройств центробежного компрессора.
Ступень осевого компрессора состоит из РК и расположенного за ним НА (рис. 9.30). Входной направляющий и выходной спрямляющий аппараты, если они предусмотрены в конструкции машины, являются самостоятельными элементами проточной части и в состав ступени не входят.
Р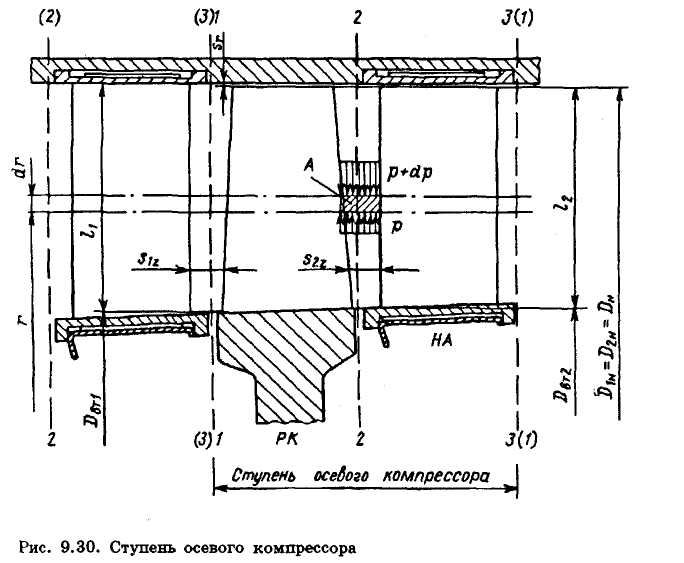 азмеры
элементов ступени многоступенчатого
осевого компрессора зависят от выбора
формы его меридианного сечения. В общем
случае высота лопаток при входе и выходе
РК и НА изменяется, уменьшаясь от входного
сечения к выходному. Это объясняется
тем, что по мере сжатия плотность газа
растет, его объемный расход уменьшается,
и при мало меняющейся осевой расходной
составляющей скорости потока в ступени
высота лопаток уменьшается.
азмеры
элементов ступени многоступенчатого
осевого компрессора зависят от выбора
формы его меридианного сечения. В общем
случае высота лопаток при входе и выходе
РК и НА изменяется, уменьшаясь от входного
сечения к выходному. Это объясняется
тем, что по мере сжатия плотность газа
растет, его объемный расход уменьшается,
и при мало меняющейся осевой расходной
составляющей скорости потока в ступени
высота лопаток уменьшается.
В зависимости от формы меридианного сечения компрессора средний диаметр может увеличиваться или уменьшаться (при DBTi == const ). Здесь индексом «i» обозначены номера характерных сечений ступени. Традиционно входному сечению РК присваивают индекс «1» выходному сечению РК и входному сечению НА — индекс «2»; выходному сечению НА — индекс «3». При этом очевидно, что для промежуточной /-й ступени параметры потока в сечении 1 при входе в РК совпадают с параметрами потока в сечении 3 при выходе из НА предыдущей (J - 1)-й, а параметры потока в сечении 3 при выходе из НА у-й ступени есть не что иное, как параметры потока в сечении 1 при входе в РК последующей (/ + 1)-й ступени. На рис. 9.30 сечения соседних с рассматриваемой ступеней обозначены в скобках.
Элементарная ступень осевого компрессора располагается между двумя соосными цилиндрическими поверхностями радиусов гиг + dr (см. рис. 9.30). Развернув цилиндрическое сечение радиуса г на плоскость, получим бесконечную систему профилей, расположенных под одним и тем же углом к фронту решетки на одинаковых расстояниях друг от друга. Профили подвижного ряда, соответствующего РК и движущегося со скоростью, равной окружной скорости на поверхности цилиндра радиуса г, могут отличаться от профилей неподвижного ряда, соответствующих НА.
Безразмерные
параметры осевого компрессора.
Характерным геометрическим размером
ступени осевого компрессора считается
наружный диаметр РК
 (см. рис. 9.30). Характерной переносной
скоростью считают либо окружную скорость
на среднем диаметре входного сечения
РК, определяемом формулой
(см. рис. 9.30). Характерной переносной
скоростью считают либо окружную скорость
на среднем диаметре входного сечения
РК, определяемом формулой
 (9.170)
(9.170)
либо окружную скорость на наружном диаметре

Здесь индекс «1» указывает, что соответствующие геометрические и режимные параметры относятся к входному сечению РК, и в дальнейшем может опускаться для упрощения записи.
Связь между этими окружными скоростями устанавливается соотношением

Для элементарной ступени характерной переносной скоростью является окружная скорость и на диаметре D = 2r (см. рис. 9.30). В этих формулах

— безразмерный диаметр втулки (корня лопатки РК во входном его сечении).
В
результате обобщения результатов
экспериментальных исследований
установлено, что среднее значение
удельной работы ступени осевого
компрессора примерно равно удельной
работе элементарной ступени, расположенной
на среднем радиусе, который делит высоту
лопатки пополам. Поэтому при расчетах
осевых компрессоров и отдельных ступеней
по обобщенным экспериментальным
характеристикам плоских решеток, обычно
выполняемых по среднему диаметру, в
качестве характерной скорости используют
среднюю окружную скорость
 .
.
При проектировании компрессора по характеристикам модельных ступеней в качестве характерной скорости принимают окружною скорость на наружном диаметре РК ин [12]. В любом случае необходимо следить за тем, чтобы все безразмерные режимные параметры, такие как коэффициенты расхода, мощности, теоретической, эффективной работ и другие, используемые в расчетах, были определены с применением той характерной скорости, которая была выбрана в качестве определяющей.
Безразмерные
скорости
 условный коэффициент расхода Ф, условные
числа Маха Ми
В
дальнейшем все параметры, полученные
с использованием в качестве характерной
окружной скорости на наружном диаметре
РК
условный коэффициент расхода Ф, условные
числа Маха Ми
В
дальнейшем все параметры, полученные
с использованием в качестве характерной
окружной скорости на наружном диаметре
РК
 ,
будут
обозначаться теми же символами, что и
найденные с использованием в качестве
характерной средней окружной скорости
Uср,
со
штрихом.
,
будут
обозначаться теми же символами, что и
найденные с использованием в качестве
характерной средней окружной скорости
Uср,
со
штрихом.
Коэффициент расхода определяют по осевой (расходной) составляющей скорости. Для элементарной ступени коэффициент расхода

В общем случае изменяется по радиусу, поэтому для ступени в целом используют условные коэффициенты расхода
 или
или

Условные
числа Маха по осевой скорости
 определяют и соотношениями
определяют и соотношениями

где скорость звука в заторможенном потоке при входе в компрессор или ступень находят по формулам, приведенным в табл. Условную осевую скорость определяют по плотности торможения при входе в ступень

Коэффициенты расхода Ф также различаются только значением характерной скорости
 ;
;


При этом
и
Связь между параметрами, зависящими от характерных скоростей, в первой ступени устанавливается такими соотношениями:
Коэффициенты теоретической, эффективной и изоэнтропной работ элементарной ступени определяют по формулам:
 ,
,
 ,
,
Для ступени в целом, в которой имеются потери на протечки и трение, к этим трем коэффициентам добавляется коэффициент мощности:
 ,
,

Если
использовать в качестве характерной
окружной скорости
,
эти параметры будут обозначаться теми
же символами со штрихом:
 а
связь между ними устанавливается на
основе формулы
такими соотношениями:
а
связь между ними устанавливается на
основе формулы
такими соотношениями:
