

Обработка отверстий резанием Основные схемы обработки отверстий
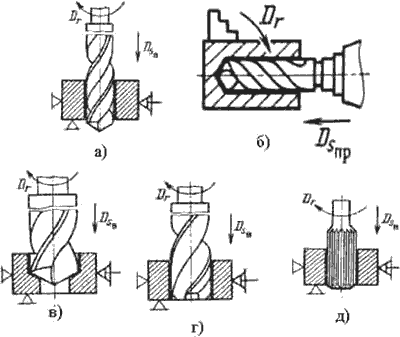
Рис.19.3. Схемы сверления, зенкерования и развертывания
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки.
В качестве инструмента при сверлении используется сверло, имеющее две главные режущие кромки. Для сверления используются сверлильные и токарные станки.
На сверлильных станках сверло совершает вращательное (главное) движение и продольное (движение подачи) вдоль оси отверстия, заготовка неподвижна (рис.19.3.а). При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рис.19.3.б). Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рис.19.3.в). При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности. Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
Зенкерование – обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости. Многолезвийный режущим инструментом – зенкером, который имеет более жесткую рабочую часть (рис.19.3.г).
Развертывание – окончательная обработка цилиндрического или конического отверстия разверткой в целях получения высокой точности и низкой шероховатости. Развертки – многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности (рис.19.3.д).
Таблица
Параметры шероховатости и точности при сверлении,зенкеровании и развертывании
Способы обработки отверстий |
Параметры шероховатости, не более, мкм |
Квалитеты точности |
|||||
Ra |
Rz |
||||||
Сверление |
В сплошном материале Рассверливание |
5–20 2,5–10 |
20–80 10–40 |
11–13 11–12 |
|||
Зенкерование |
Предварительное Чистовое |
2,5–10 2,5–5 |
10–40 10–20 |
11–12 9–11 |
|||
Развертывание |
Предварительное Чистовое Тонкое |
2,5–5 0,63–2,5 0,16–0,32 |
10–20 3,2–10 0,8–1,6 |
9 6–8 6–7 |
|||
Элементы режима резания и срезаемого слоя
Скорость резания для различных точек режущей кромки сверла различна: на периферии сверла скорость резания наибольшая, а по мере приближения к оси сверла она уменьшается и в центре равна нулю. В расчет принимается наибольшая скорость резания на периферии
![]()
Подача — величина перемещения сверла вдоль оси за один его оборот (или за один оборот заготовки, если она вращается, а сверло только перемещается). У сверла две главные режущие кромки; подача, приходящаяся на каждую из них,
sz= s/2 , мм/об.
Как и при токарной обработке, подачу можно измерять и в миллиметрах за 1 мин (минутная подача):
sM = s·n, мм/мин.
Толщина среза a (рис. 182, а) измеряется в направлении, перпендикулярном к режущей кромке:
a = sz·sinφ = s/2 · sinφ, мм.
Ширина среза b измеряется вдоль режущей кромки и равна ее длине:
b=D/ 2 sinφ, мм.