

21. Принцип образования стежков в ниткошвейных машинах. Виды стежков и их назначение.
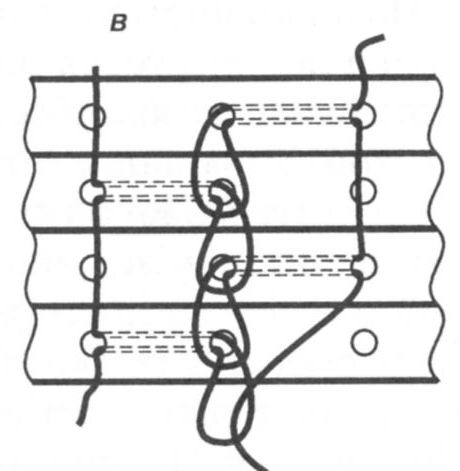
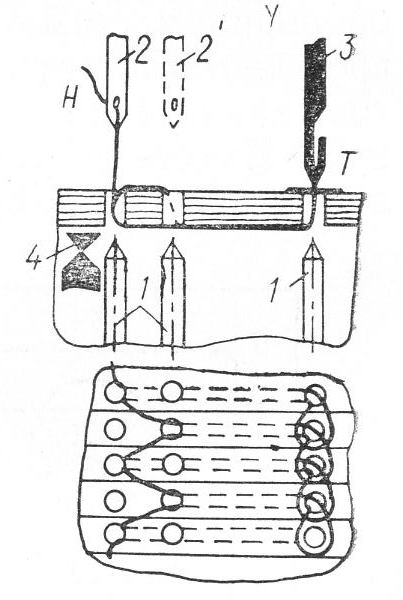
Образование стежков в ниткошвейных машинах происходит в результате взаимодействия швейных инструментов: проколов, игл, крючков и шиберов. Шитьё при любом виде стежков осуществляется в результате передачи нитей от игл к крючкам. При дальнейшем подъёме крючка петля, образованная в предыдущем рабочем цикле, легко соскальзывает по гладкой задней стороне крючка и охватывает новую петлю, выведенную из тетради в этом рабочем цикле. После этого крючок поворачивается зевом вперёд. Качающийся стол подаёт новую тетрадь, а пришитая тетрадь проталкивается на приёмный стол.
Универсальные ниткошвейные машины могут быть настроены на различные способы петлеобразования: простой брошюрный, переставной брошюрный, простой переплётный, переставной переплётный. В упрощённых специализированных машинах используется только простой брошюрный.
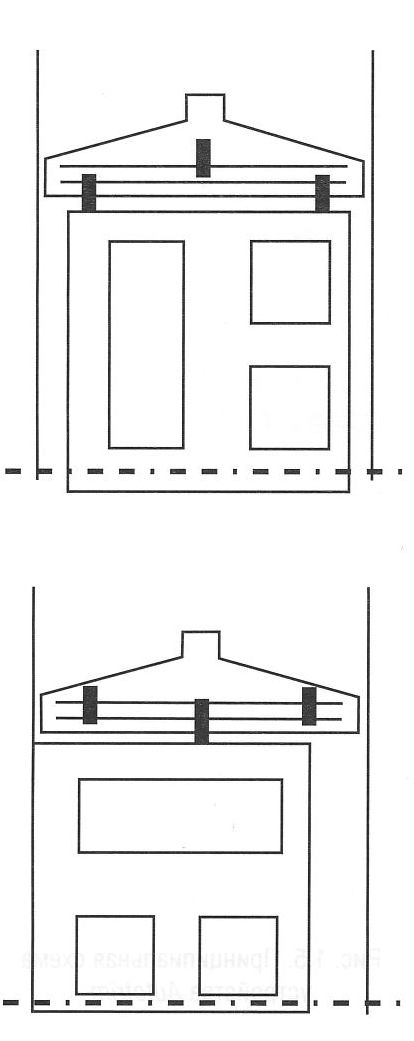
При шитье переплётными стежками наружные нити, т. е. нити, лежащие на корешке блока, располагаются под некоторым углом к фальцам тетрадей. За счёт смещения игл длина наружных стежков, по сравнению с наружными стежками при брошюрном шитье, существенно увеличивается, что необходимо для более прочного соединения тетрадей с корешковым материалом. Наружный стежок будет пересекать значительное количество нитей корешковой ткани.
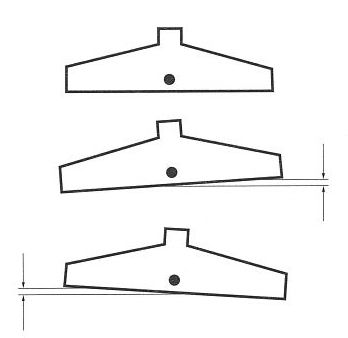
В то же время при шитье переплётными стежками плотность сшитых блоков снижается. Для компенсации этого недостатка устанавливают крайние швейные патроны, в которых иголка крепится неподвижно. Швы, получающиеся при помощи этих концевых патронов, помогают увеличить плотность блоков. Использование концевых патронов при шитье брошюрными стежками необязательно.
Во избежание брака не допускается шитьё переплётным стежком без корешкового материала и брошюрным стежком с корешковым материалом.
Из двух переплётных стежков, простого и переставного, предпочтение отдаётся переставному, так как он наиболее прочный. Но процесс петлеобразования при переставном стежке очень сложен.
Наиболее распространённым является простой брошюрный стежок.
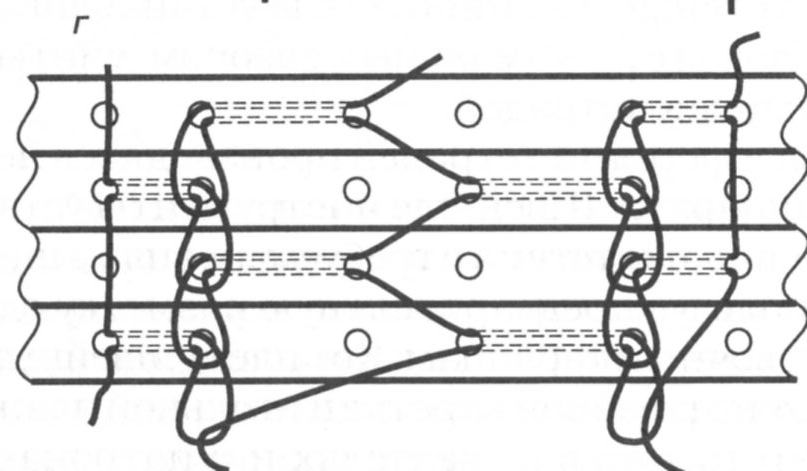
переставной брошюрный переставной переплётный простой переплётный
22. Проволокошвейные машины. Назначение, классификация, сравнительная характеристика, требования.
Проволокошвейные устройства предназначены для скрепления проволочными скобами брошюр, журналов, а также беловой и картонажной продукции.
Классификация:
проволокошвейные аппараты – с постоянной длиной заготовки, с переменной длиной заготовки, специальные
с постоянной длиной заготовки – внакидку, вразъём
с переменной длиной заготовки – внакидку, вразъём, втачку, встречными скобками.
Проволокошвейные устройства применяются в виде самостоятельных проволокошвейных машин и в виде отдельных аппаратов и секций, встроенных в другие полиграфические машины-агрегаты: фальцевальные, подборочные, печатные и т. д. Некоторые разновидности проволокошвейных машин находят применение не только в полиграфической промышленности, но и в целом ряде других отраслей и производств.
Скрепление проволокой ныне всё больше теряет своё значение для выпуска книжной продукции. Это объясняется плохой раскрываемостью, недостаточной прочностью и недолговечностью книг, сшитых проволокой. Проволокошвейные машины, простые по конструкции и надёжные в работе, применяются для скрепления главным образом малообъёмных периодических журналов и брошюр в типографиях различных масштабов. В небольших типографиях чаще всего применяются операционные машины, предназначенные только для скрепления. На крупных предприятиях брошюрная и журнальная продукция сшивается на высокопроизводительных вкладочно-швейно-резальных агрегатах. В них для скрепления проволокой тетради подбираются вкладкой, а затем прошиваются проволочными скобами.
Основные требования, предъявляемые к машинам при шитье проволокой: отсутствие прорывов бумаги под скобами; правильное размещение скоб на сшиваемом объекте; равные концы загнутых частей правых и левых ножек скоб; параллельность ножек спинкам скоб; плотное прилегание спинок и ножек скоб к бумаге.
Диаметр проволоки определяется толщиной сшиваемой продукции и плотностью бумаги.
К продукции, сшитой проволокой, предъявляются следующие требования: она должна быть плотной, с точным расположением скоб относительно головки, корешка и друг друга; тетради и обложка должны быть совмещены в головке с отклонением не более 1 мм; максимально допустимое отклонение скоб от сгиба брошюры равно 1 мм.
23. Производительность труда при использовании резального оборудования, дополнительные устройства и механизмы, влияющие на повышение производительности и облегчающие условия труда, принципы их построении.
Производительность резальных машин измеряется количеством продукции, обработанной в единицу времени.
Одноножевые резальные машины работают иначе, чем трёхножевые. Большая часть времени, необходимого для обработки одной стопы, уходит на выполнение ручных операций по подготовке стопы к резанию. Машинное время, т. е. суммарное время работы машины при разрезке стопы, составляет весьма небольшую часть от общего времени обработки стопы.
Чтобы разрезать стопу на несколько частей, необходимо выполнить следующие операции:
сталкивание отдельных частей стопы;
укладку столкнутых частей на стол машины к подавателю до полной высоты стопы;
перемещение стопы по столу машины подавателем и установка её относительно ножа;
включение машины и разрезка стопы;
съём отрезанной части стопы со стола;
повторное перемещение и установка стопы;
повторное включение машины и разрезка стопы;
повторный съём отрезанной части стопы со стола;
съём оставшейся части стопы со стола.
Таким образом,
операции, выполняемые рабочим, занимают
до 80-90![]() времени обработки одной стопы листов.
Поэтому применительно к одноножевым
резальным машинам следует рассматривать
производительность труда рабочего, а
не производительность машины.
времени обработки одной стопы листов.
Поэтому применительно к одноножевым
резальным машинам следует рассматривать
производительность труда рабочего, а
не производительность машины.
С целью облегчения условий работы и повышения производительности труда при работе на одноножевых резальных машинах применяется вспомогательное оборудование – сталкивательные станки, «воздушные подушки», стопоподъёмники, система программного управления.
Для облегчения работы на резальных одноножевых машинах в некоторых конструкциях предусматривается возможность отодвигания переднего стола от марзана в момент опускания ножа, чтобы обрезки сами падали со стола, а не убирались рабочим.
Сталкивательные станки, заменяя трудоёмкую и тяжёлую операцию ручного сталкивания машиной, значительно экономят время. Стопа листов помещается на стол бортиками. Стол наклоняется по отношению к горизонтали так, что один из его углов оказывается ниже других.
Электродвигатель с неуравновешенном ротором или вибратор, прикреплённый к столу, начинает работать; через отверстиях в бортах, образующих опущенный угол, подаётся сжатый воздух, который проникает между листами и облегчает их выравнивание. Под действием вибрации листы в столе смещаются и выравниваются кромками о бортики стола.
После сталкивания листов в столе вибратор выключается, а стол возвращается в горизонтальное положение. Один из бортов откидывается, и стопа передвигается в резальную машину по столу с пневмоподушкой. Для облегчения перемещения листов в стопах между машинами и непосредственно в резальных машинах применяют специальные устройства – «воздушные подушки», значительно уменьшающие затраты физической энергии рабочего на поворот и движение.
Также существуют дополнительные вспомогательные устройства – аутотрим(автоматизация удаления обрезков), фиксомат(с помощью передвижных выравнивающих упоров в резальной машине, листы могут выравниваться так же как в печатной машине), держатели листов на подавателе(держатель листов позволяет точно выравнивать разрезаемый материал у подавателя), поворотный подаватель, наклонный подаватель, прижим перед ножом и т. д.
Аутотрим фиксомат поворотный подаватель