

О сновные факторы, влияющие на точность и качество резания в одноножевых бумагорезальных машинах. Способы повышения этих показателей.
Одноножевые резальные машины предназначены для обрезки и разрезки листовых материалов в стопе: картона, синтетических пленок, целлофана, тканей, фанеры и т.п.
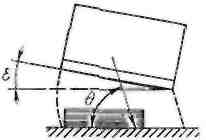
Современные одноножнвые резальные машины выпускаются только с сабельным движением ножа.
=45град., Е=1-2 град
Факторы, определяющие качество и точность разрезки листов
Качество резки определяется гладкостью обреза, отсутствием шероховатости, волнистости, рисок на поверхности разреза, слипания кромок, следов прижимной балки на верхних листах, полной разрезкой нижних листов, ровностью их кромок.
>требуемая точность разрезки — 0,1 мм >косина листов — до 0,1 % от длины листа
На качество и точность резки влияют: качество сталкивания листов, точность базирования стопы, высота стопы, величина усилия прижима, геометрия и острота ножа, качество марзана, техническое состояние резальной машины, параметры разрезаемого материала (влажность, плотность и т.д.), модель и особенности конструкции машины, квалификация оператора.
Качество сталкивания листов
Сталкивание — это выравнивание кромок всех листов в стопе по двум смежным, так называемым верным сторонам. Стал кивание может выполняться механизированным способом с использованием вибросталкивателей, или вручную на переднем столе резальной машины.
Процесс ручного сталкивании обычно состоит из трех операций:
> образование воздушных прослоек между листами с помощью их роспуска
> сталкивание торцевых краев листов до получения ровной поверхности
> удаление воздуха из стопы
На качество сталкивания влияют:
> формат листов > гладкость бумаги > наличие статического электричества > плотность бумаги
Точность базирования стопы в машине
Базирование осуществляется по двум плоскостям: по подавателю и одному из боковых упоров, укрепленных на столе машины.
Для обеспечения точной резки необходимо придерживаться определенных правил.
Подрезку чистой бумаги следует выполнять по короткой стороне, базируясь на длинную (т.е. по боковому упору), после чего подрезают вторую короткую сторону, базируясь уже чистой, подрезанной стороной по подавателю. Только после этого можно подрезать длинные стороны, базируясь короткими гранями по боковым упорам.
При раскрое покровных материалов и запечатанных листов с обложками, открытками, бланками, этикетками сначала делают подрезку со всех четырех сторон, а потом режут на части. Главное правило — верные стороны подрезают последними.
Высота стопы
Высота стопы выбирается в зависимости от
необходимой точности резки, вида материала, технического состояния машины и ножа.
Для мелованной бумаги необходимая точность резки может быть достигнута, если в стопе не более 500 листов.
Печатные бумаги могут резаться стопами по 1000 — 1500 листов и более, если машина новая.
При работе на изношенном оборудовании, а также при резке очень твердых материалов, количество листов уменьшают на 25 — 50%.
С увеличением высоты стоп всегда увеличиваются отклонения в размерах и косина листов.
Усилие прижима
При увеличении усилия прижима точность резки
возрастает, поскольку деформация верхних листов под ножом будет минимальной, и, следовательно, отклонения от размера в сравнении с нижними будут небольшими.
Например, при увеличении погонного давления от 100 до 400 Н/см точность резки возрастает в 3,6 раза.
Современные ОРМ используют гидравлический привод прижима, который обеспечивает погонное давление от 20 — 30 до 350 Н/см. Это позволяет выбирать необходимое давление в зависимости от вида материала и высоты стопы.
При этом придерживаются правила: плотные, гладкие виды бумаг требуют меньшего давления и, наоборот, мягкие, пухлые виды — повышенного. Максимальная величина усилия прижима должна быть достигнута до начала врезания ножа в стопу.
При избыточном давлении нож быстрее тупится и отклоняется в сторону оператора, точность резки снижается.
Геометрия и острота ножа
Для обеспечения точного и качественного реза нож должен иметь высокую твердость режущей кромки, отклонения от прямолинейности лезвия ножа не должны превышать 0,3 мм на 1000 мм длины, а лезвие ножа должно быть остро заточенным, без выщербленных мест, трещин и других дефектов.
Марзан
К марзану предъявляются следующие требования: >верхняя поверхность марзана должна лежать точно в плоскости
стола >марзан должен иметь достаточную жесткость, чтобы не
деформироваться под действием сил резания, но быть достаточно податливым, чтобы не способствовать преждевременному износу и затуплению кромки ножа
Глубина врезания ножа в марзан должна быть минимальной, обеспечивая разрезку всех листов. Обычно она составляет порядка 0,5—1 мм, для ножей и машин в отличном техническом состоянии она может быть менее 0,5 мм (в современных машинах фирмы Polar 0,1 - 0,15 мм).