

1.2.5. Пластичные пленки при впф
При ВПФ песчаные полуформы герметизируются пластичной пленкой, толщиной 0,05-0,15 мм. Большая толщина применяется для глубокой вытяжки (с высотой моделей 500…600 мм). Для изготовления форм применяется два типа пленок. Один тип пленок применяется для формирования полости формы, другой (более тонкая, толщиной 0,03-0,05 мм) для наложения на контрлад полуформы. Поэтому к пленкам, накладываемым на контрлад, предъявляются не высокие требования. Для этих целей используются низкокачественные полиэтиленовые пленки.


Рисунок 1.16. Расположение фильтров в опоке
1 – ребро; 2 – труба фильтр; 3 – болт; 4 – шайба; 5 – броня; 6 – сетка; 7 – замкнутая полость опоки; 8 – труба – фильтр; 9 – гнездо для установки сменной трубы; 10 – фильтр.

Рис. 1.17. Фильтрующие элементы опоки.
1 – гайка; 2 – гибкий металлорукав
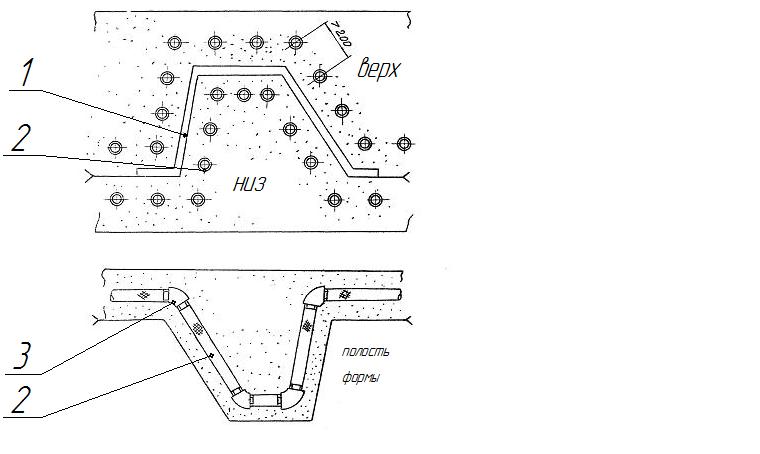
Рис. 1.18. Расположение фильтров в форме
1 – полость формы; 2 – труба – фильтр; 3 – муфта.

Рис. 1.19. Деформация стенки опоки под действием вакуума
1 – стенка полости формы; 2 – прогиб стенки формы; 3 – песок; 4 – боковой фильтр;
5 – прогиб стенки под действием вакуума.
1.2.5.1. Пленки, используемые для образования полости формы
Пленки должны обладать следующими свойствами:
- в нагретом состоянии (80-120°С) хорошей пластичностью, быть достаточно прочными, способными покрывать развитую поверхность модели и литниковую систему (стояк, прибыли, выпоры, литниковый ход и питатели);
- небольшой усадкой при нагреве (при большой усадке пленки во время заливки формы металлом могут быть разрывы и отслоение пленки от поверхности формы);
- иметь одинаковую толщину и плотность по всему полотну;
- равномерно растягиваться по всем направлениям и иметь более широкий температурный диапазон для разогрева и наложения на модель;
- выделять мало газов при соприкосновении с жидким металлом;
- при заливке формы не сгорать полностью, а только в местах соприкосновения с жидким металлом;
- не быть причиной литейных дефектов;
не выделять токсичных газов в окружающую среду (поливинилхлоридные пленки при сгорании выделяют хлор);
не должна иметь царапин, местных порывов и наслоений;
не иметь склонности к блокированию (слипанию), при размотке рулона пленка будет слипаться;
не прилипать к модели;
иметь относительно низкую стоимость.
Одна из основных предпосылок получения качественной формы, а также отливок без дефектов состоит в том, чтобы при воспроизведении конфигурации модели пленка подвергалась только пластическим деформациям. Если пленка обладает большой эластичностью (упругостью), то при заливке она будет претерпевать различные изменения, что в свою очередь может привести к образованию в отливках различного рода дефектов.
Наиболее пригодной для использования при ВПФ является пленка из полиэтилена (ПЭ) и этиленвинилацетата (ЭВА), имеющая относительное удлинение в пределах. 400-700%.. Упомянутые виды пленок освоены отечес-твенной промышленностью.
Нагрев для перевода ее в термопластическое состояние осуществляется нагревателем любого типа (электрическим, газовым и др.), обеспечивающим равномерный нагрев по всей площади пленки.
Расход пленки по массе зависит не от степени сложности отливок, а от глубины вытяжки. Толщина пленки подбирается опытным путем. Средний расход пленки на одну тонну годного литья составит 5 кг.