

Пример расчета количества вент для отсоса воздуха
Размер опоки 2000х1200х200/300 мм
При наложении пленки на модель верха (где установлены стояк, выпора, прибыли). Между пленкой и плитой образовалась полость объемом 480000см3
При наложении пленки на модель верха (где установлены стояк, выпора, прибыли).
Между пленкой и плитой образовалась полость объемом 480000см3 .
Воздух необходимо отсосать за 5 секунд.
Скорость отсасываемого воздуха через венты составляет 5000 см3/с
Рассчитываем требуемое количество вент для отсоса воздуха:
5000 х 5*Х = 480000;
Х = 19,2 см2
При использовании вент диаметром 14 мм с размером щели 0,3 мм (8 щелей)
14 х 0,8 х 0,3 х 8 = 27 мм2
Требуемое количество вент
19,2/0,27 = 72 венты.
Однако эффективность венты составляет 70%
Действительное количество вент составит 72х1/0,7 = 103 шт.
Оформление выпоров пленкой и ее закрепление на модельной плите показано на рис1.13
Для устранения заливов в отливке необходимо вокруг модели выполнить канавку как это показано на рис. 1.14.

Рис. 1.13. Конструкция модельной плиты
1 – выпор; 2 – венты; 3 – плёнка; 4 – модельная коробка; 5 – вакуумрамка.
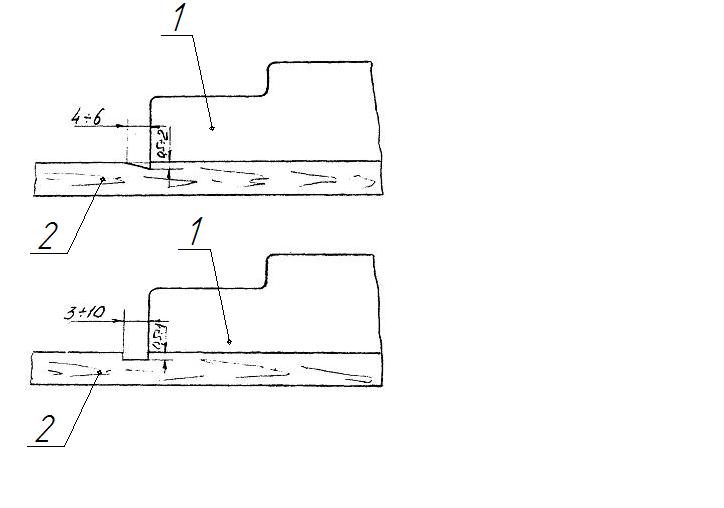
Рисунок 1.14. Элемент модели на модельной плите
1 – модель; 2 – модельная плита
1.2.4. Опоки
Опоки, применяемые при ВДФ, имеют более широкое назначение, чем при формовке в "землю". В данном случае опока обеспечивает образование закрытого сосуда для уплотнения сухого песка путем созданного разрежения.
В конструкции опоки предусматриваются специальные полости по периметру опоки, закрытые сеткой, система фильтровальных труб, ребер, клапанов для отсоса воздуха и присоединения к вакуумной системе. На рис. 1.15, 1.16 и 1.17 представлены варианты конструкций опок, а на рис. 1.18 – виды фильтровальных труб.
Для равномерного отсоса воздуха из полуформы, чтобы уплотнение было одинаковым по всему объему, фильтровальные сетки, трубы, прямоугольные и клиновидные с фильтрами располагаются в опоке на равном расстоянии.
Учитывая большое воздействие температуры металла на фильтры, расстояние от них до отливки и литниковой системы должно быть рассчитано по формуле: (толщина стенки отливки (мм) + 50)/2.
Для плоских отливок опоки могут быть универсальными. Для отливок с глубокими впадинами требуются специальные гибкие фильтры с расположением их по контуру моделей. Для этих целей применяются гибкие металлические рукава, рис. 1.18.
Для отсоса воздуха в.стенках опок, трубах, полых ребрах сверлятся отвер-стия диаметром 8-10 мм с шагом 20+25 мм, равномерно расположенные по
всей поверхности труб или плоскостей. На рис. 1.19 представлена схема расположения труб в опоке.
Чтобы песок не попадал в вакуум систему, на поверхности фильтрующих конструкций крепится сетка с ячейкой, не пропускающая мелких фракций песка (пыли). Если же имеются сетки крупных фракций, их необходимо класть в 2 слоя и между сетками прокладывать стеклоткань. Материал фильтра должен обладать хорошей жаростойкостью, проницаемостью и быть долговечным.

Рис. 1.15. Опоки для ВПФ. Разрез Б-Б -клапан
Диаметр труб и гибких металлорукавов подбирается в зависимости от размера опок. Для опоки объемом в I м3 диаметр труб должен быть не менее 36-50 мм, а общая длина их 24 погонных метра. Боковины опоки должны быть достаточно жесткими во избежание коробления при подключении ее к вакуумной системе. Коробление стенок опоки вызывает деформацию полости формы, рис. 1.15. Для соединения с вакуумной системой опока имеет два клапана. Конструкция клапана показана на рис. 1.15.