

3.1.3. Формовочные смеси
Машина ДИСАМАТИК предъявляет высокие требования к формовочной смеси. Для того, чтобы максимально реализовать преимущества метода с применением высокого давления, что обеспечивает высокую точность размеров и чистую поверхность отливок, рекомендуется пользоваться только качественной формовочной смесью. Для этого существует эффективная система управлением качеством формовочной смеси, включающая операции: охлаждения, освежения, смешивания и аэрации, а также контроль всего процесса.
Важным параметром контроля смеси является сжимаемость смеси, которая определяет, каким образом используется энергия сжатия в ДИСАМАТИК или, другими словами, соответствует ли консистенция смеси характеристикам машины.
Сжимаемость (Сж) рассчитывается следующим образом:
Сж= (С –Т)/С,
где Сж-сжимаемость смеси; С-истинная глубина камеры (расстояние между поверхностями двух модельных плит; Т-толщина кома смеси (периодически замеряется оператором) (рис.3.4).
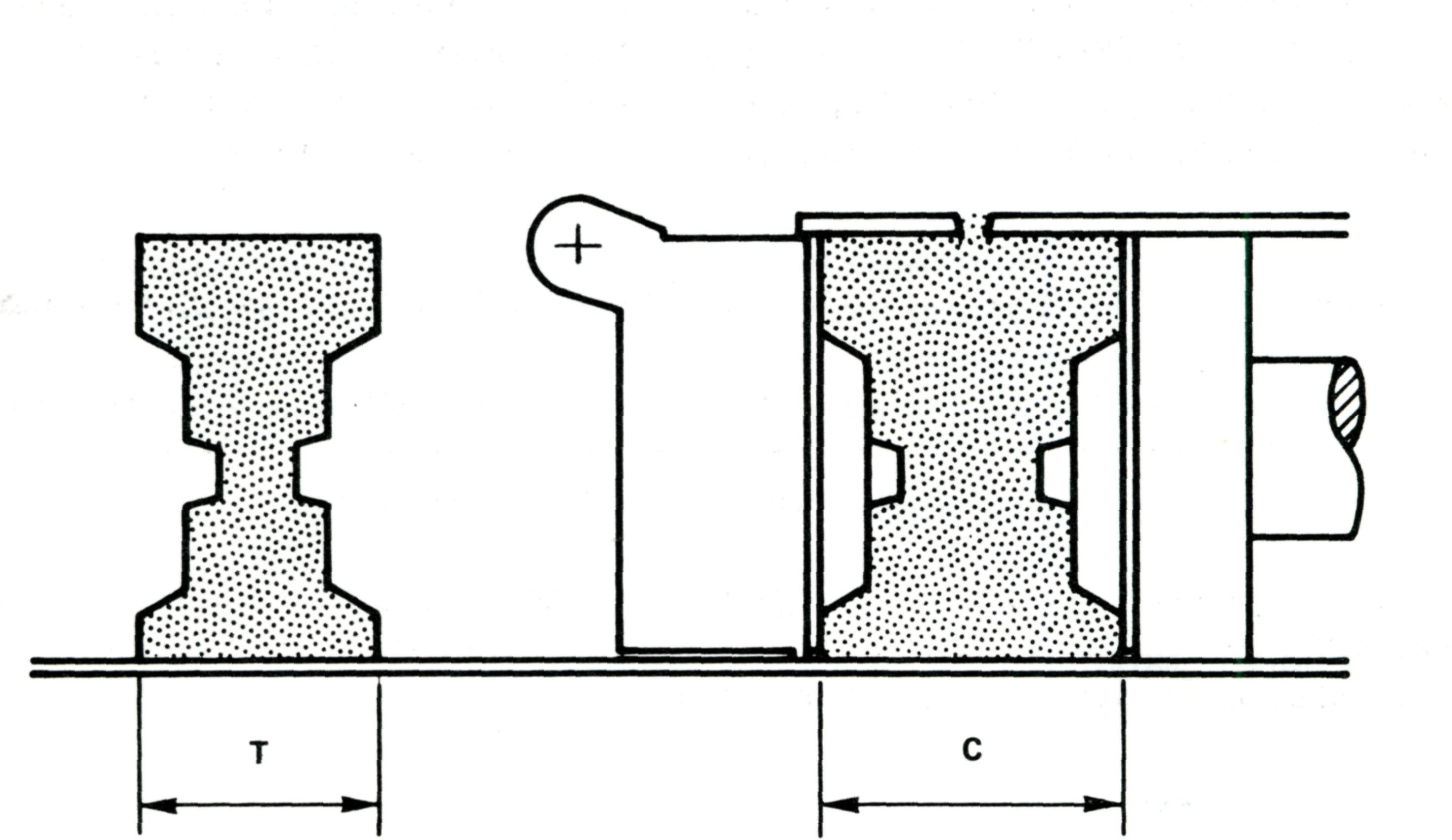
Рис.3.4. Оценка сжимаемости формовочной смеси
Т-толщина кома смеси; С- истинная глубина камеры
Остановимся на некоторых параметрах смеси.
Температура формовочной смеси не должна превышать 400 С. Повышенная температура может вызывать:
-неоднородность по прочности и газопроницаемости;
-повышенное слипание;
-поверхностное высыхание;
-уменьшение устойчивости к дефектам эрозии смеси;
-низкую пластичность, что приводит к более высоким требованиям в отношении добавок бентонита;
-уменьшение смешиваемости.
Восстановление смеси в зависимости от отношения «смесь-металл» , геометрии отливок, качества формовочной смеси и т.п. , расход освежающих добавок составляет в %:
-бентонит 0.1…1.0,
-угольная пыль 0.1…0.5,
-свежий песок 0.5…5.0.
Разрушенные стержни следует рассматривать как добавку свежего песка к формовочной смеси.
Процедура контроля смеси свойства формовочной смеси проверяются регулярно ответственным персоналом, за работу формовочной системы. Результаты используются для:
-текущего контроля смеси;
-диагностики дефектов литья.
Контроль смеси состоит из двух этапов:
1. Контроль влажности, свежего песка, бентонита и углеродосодержащих добавок относительно установленного заранее количества отработанной смеси во время процесса смешиваниядля того, чтобы получить определенную, заранее заданную консистенцию.
2. Контроль состава формовочной смеси, прочности и характеристик уплотняемости.
Первый этап выполняется с помощью смесителя, вручную оператором или с помощью автоматического устройства управления. Второй этап выполняется в лабораторных условиях по специальной программе испытаний.
3.1.4. Особенности конструирования стержней
На автоматических формовочные линииях (АФЛ) безопочной формовки с вертикальной плоскостью разъема, при установке стержня в форму стержнеукладчиком стержень может выпасть. Для исключения этого используют по рекомендациям фирмы удерживающие знаки или фиксаторы, отдельные поверхности которых выполняют с «натягом». Однако рекомендаций фирмы по конструированию знаков стержней и фиксаторов недостаточно. Поэтому были обобщены имеющиеся материалы, включая опыт отечественных предприятий (АМО ЗИЛ, КАМАЗ),[3].
Для АФЛ безопочной формовки ДИСАМАТИК с вертикальной плоскостью разъема стержни предлагается подразделять на перпендикулярные и параллельные плоскости разъема.
Для стержней, расположенных перпендикулярно плоскости разъема, предусматривают удерживающий и установочный знаки. Если опорной поверхностью удерживающего знака является торец знака, то в этом случае в форме со стороны торца удерживающего знака выполняются «мусоросборники» (рис.3.5.а). В случае, если опорной поверхностью является другая часть стержня, то в форме со стороны удерживающего знака предусматривается зазор U (рис.3.5.,б). Удерживающий знак выполняется с натягом ( допуск -0.2).
У стержней, расположенных параллельно плоскости разъема, для удержания стержня в форме используют плоскостные (рис.3.6.) и штыревые фиксаторы Рис.3.7. Параметры знаков и фиксаторов, удерживающих и установочных, можно определить по рекомендациям фирмы ДИСА, которые сведены в табл. 3.4. Для ответственных отливок применяются установочные фиксаторы на знаках стержней. С помощью установочных фиксаторов стержень с зазором фиксируется в маске стержнеукладчика и удерживается в ней за счет разряжения.
Определение максимальной высоты стержня
Таблица 3.4
|
Типы АФЛ «ДИСА» |
|||||
2013 |
2013В |
2120/2130А |
2130В |
2070 |
2070В |
|
Макс.длина стержня, мм |
240 |
240 |
300/420 |
420 |
490 |
530 |

а

б
Рис.3.5. Стержень, расположенный перпендикулярно плоскости разъема
а-опорная поверхность W-стержня ( торец); опорная поверхностьW –не торец
удерживающий знак;2- установочный знак; Х- поверхность с натягом(-0.2мм); U, S1, S2-зазоры, α, β – уклон знака стержня
Параметры знаков и фиксаторов удерживающих и установочных, можно определить соответственно по табл.3.5 и 3.6 и по рекомендациям фирмы ДИСА, которые сведены в табл. 3.7.
Определение длины знака стержня параллельно плоскости разъема
Таблица 3.5.
№ |
(a+b)/2, D |
Длина знака стержня //плоскости разъема, при длине рабочей части стержня L,мм |
|||||||||||
До 50 |
Св50до80 |
Св80до120 |
Св120до 180 |
Св180до 250 |
Св250до 315 |
||||||||
Без Фиксатора |
С фиксатором |
Без Фиксатора |
С фиксатором |
Без Фиксатора |
С фиксатором |
Без фиксатора |
С фиксатором |
Без Фиксатора |
С фиксатором |
Без фиксатора |
С фиксатором |
||
1 |
Св50до 80 |
25 |
30 |
25 |
35 |
30 |
40 |
35 |
45 |
40 |
60 |
45 |
65 |
3 |
Св80до 120 |
25 |
35 |
25 |
40 |
35 |
45 |
40 |
50 |
45 |
65 |
50 |
70 |
Продолжение таблицы3.5. |
|||||||||||||
4 |
Св120 до 180 |
30 |
40 |
30 |
40 |
40 |
50 |
45 |
55 |
50 |
65 |
55 |
70 |
5 |
Св180 до250 |
35 |
40 |
35 |
45 |
40 |
50 |
45 |
50 |
50 |
70 |
60 |
75 |

Рис.3.6. Знаки стержня , расположенного параллельно плоскости разъема
1- удерживающий плоскостной фиксатор(с натягом -0.2мм); 2- установочный фиксатор; D-стержня D1-= D +20мм., H – высота удерживающего фиксатора = 1…1,5 D-стержня ; U, S1, S2-зазоры, α, β – уклон знака стержня: L- высота стержня; Lзн ,Lзнф- соответственно длина знака стержня без фиксатора; длина знака стержня с фиксатором, g, t-параметры противообжимного пояска.
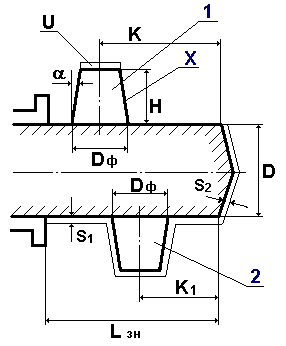
Рис.3.7. Штыревые фиксаторы для знака стержня
1-удерживающий фиксатр;2-установочный фиксатор, Х-поверхность с натягом(-0.2мм); S1 ,S2-зазоры. К1- расстояние от края стержня до оси фиксатора 1 К2- расстояние от края стержня до оси фиксатора 3
Определение высоты знака для стержня перпендикулярно плоскости разъема
Таблица 3.6.
№ п/п |
(a+b)/2, D, мм |
Высота (h)знака стержня , при длине рабочей части стержня (L) ,мм |
||||
До 50 |
Св50до80 |
Св80до120 |
Св120до180 |
Св180до250 |
||
1 |
До50 |
30 |
35 |
40 |
45 |
50 |
2 |
Св50до80 |
35 |
40 |
45 |
50 |
55 |
3 |
Св80до120 |
35 |
45 |
50 |
55 |
60 |
4 |
Св120до180 |
40 |
45 |
55 |
60 |
65 |
5 |
Св180до250 |
45 |
55 |
60 |
65 |
70 |
Определение зазоров
Таблица3.7
|
Высота знака H=(a+b)/2 H=D/2 |
Зазор S1при длине рабочей части стержня (L),мм |
||||
|
|
До50 |
Св50до100 |
Св100до160 |
Св160до250 |
Св250до400 |
1 |
До50 |
0,2 |
0,3 |
0,4 |
0,5 |
|
2 |
Св50до100 |
0,3 |
0,4 |
0,5 |
0,5 |
|
3 |
Св100до160 |
0,4 |
0,5 |
0,6 |
||
4 |
Св160до250 |
0,4 |
0,5 |
0,6 |
0,7 |
|
5 |
Св250до400 |
0,4 |
0,5 |
0,6 |
0,7 |
|
(S2) |
(0,3) |
(0,4) |
(0,5) |
(0,6) |
||
Определение зазоров
Таблица3.8
|
Высота знака H=(a+b)/2 H=D/2 |
Зазор S1при длине рабочей части стержня (L),мм |
|||||
|
|
До50 |
Св50до100 |
Св100до160 |
Св160до250 |
Св250до400 |
|
1 |
До50 |
0,3 |
0,3 0.4 |
0,4 |
0,5 |
||
2 |
Св50до100 |
0,3 |
0,4 0.5 |
0,5 |
0,6 |
||
3 |
Св100до160 |
0,4 0.5 |
0,6 |
0,7 |
|||
4 |
Св160до250 |
0,5 |
0,5 |
0,6 |
0,7 |
||
5 |
Св250до400 |
0,5 |
0,5 |
0,6 |
0,8 |
||
(S2) |
(0,4) |
(0,5) |
(0,6) |
0.7 |
|||