

1.1. Описание процесса
Ваккумно-пленочный метод формовки или V-процесс это способ изготовления литейных форм, в котором использует сухой песок без добавки связующих. Лад и контрлад верхней и нижней опоки покрываются пластичной пленкой, а масса песка в форме уплотняется вакуумом, который образуется путем откачки воздуха из полости формы через металлическую сетку, расположенную по внутреннему периметру специальных опок с помощью вакуум насоса..

Рис. 1.1 В-процесс модель.
Модель надежно крепится на подмодельной плите. Модель имеет многочисленные вентотверстия по периметру модели и в других критических местах. Эти вентотверстия напрямую соединяются с вакуумной камерой в подмодельной плите. Когда в вакуумной камере создается отрицательное давление, воздух всасывается через вентотверстия в вакуумную систему.
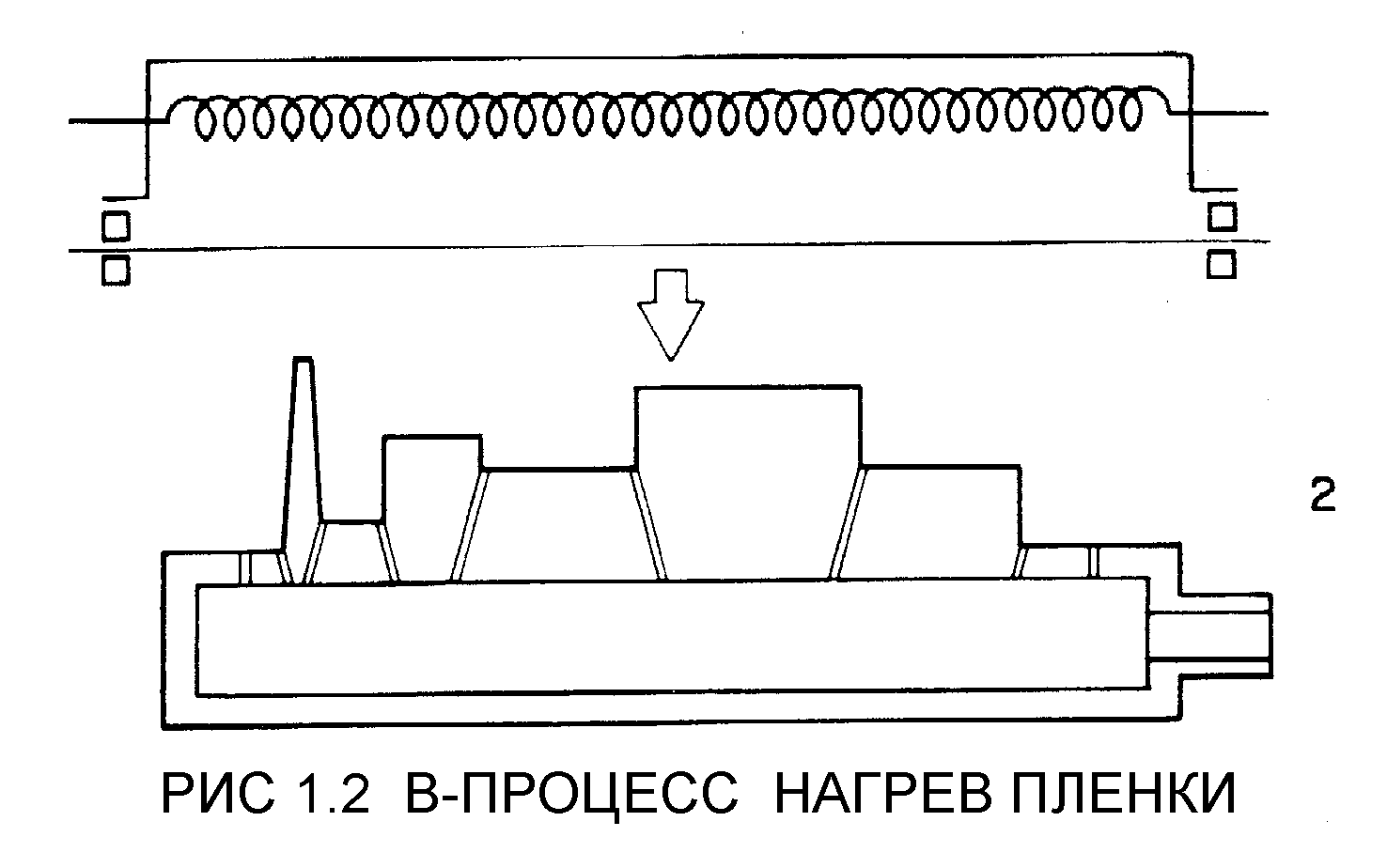
Рис. 1.2 V-процесс, нагрев плёнки.
Пластиковая пленка размером примерно соответствующая размерам подмодельной плиты, нагревается до размягчения, рис.1.2. Толщина пленки от 0,05 до 0,1 мм, она имеет хорошую эластичность и высокий коэффициент пластической деформации.

Рис. 1.3 V-процесс, вакуум в модели.
После размягчения пленки включается вакуум в подмодельной плите, рис.1.3. Размягченная пленка опускается на модель и усилие всасывания, действуя через венты, натягивает пленку так, что она плотно прилегает к модели.
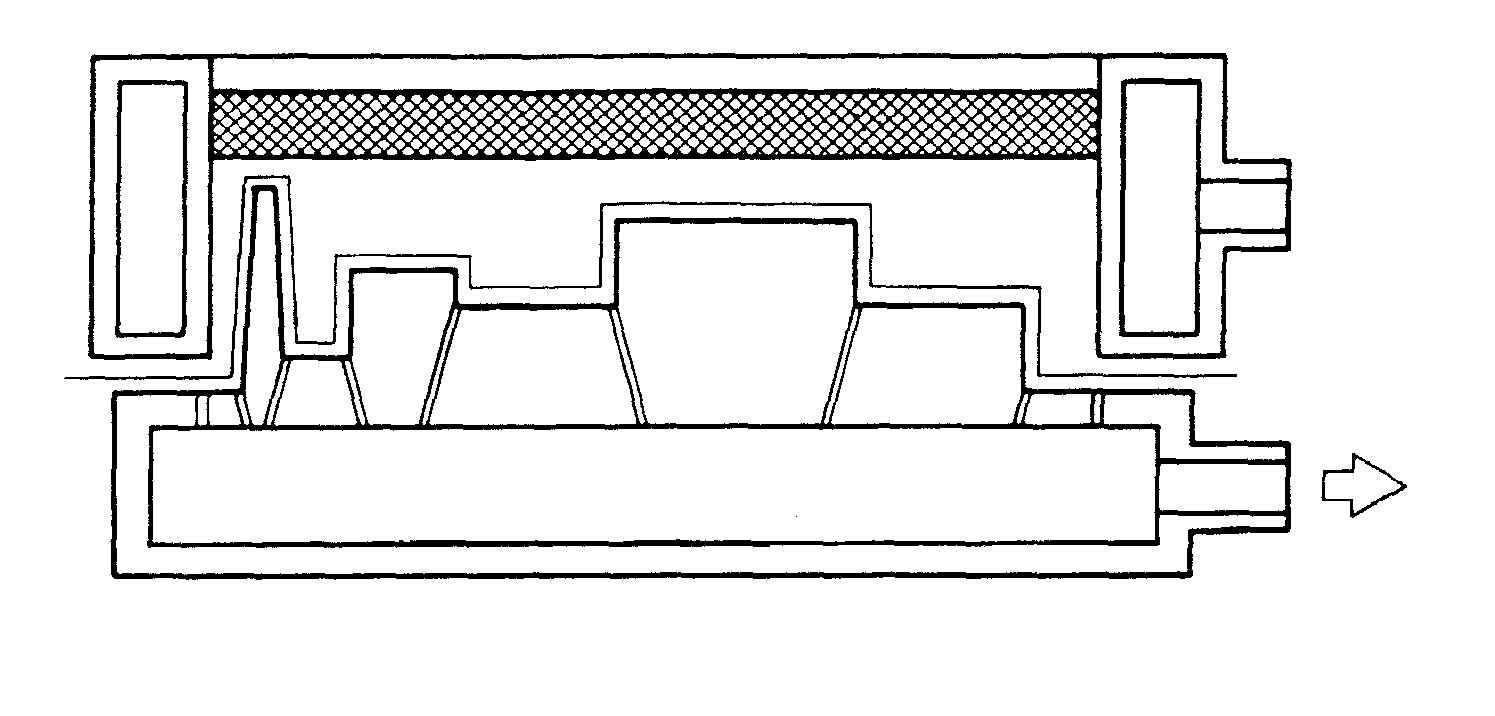
Рис. 1.4 V-процесс, опока на модели.
В то время пока вакуум все еще подключен к подмодельной плите, опока ставится на место вокруг модели поверх пластиковой пленки рис.1.4. Опока имеет двойные стенки, которые образуют вакуумную камеру. Внутренние поверхности стенок опоки имеют отверстия с сеткой для обеспечения всасывания воздуха в вакуумную камеру. Большие опоки имеют всасывающие трубы, проходящие сквозь опоку и так же соединенные с вакуумной камерой.

Рис. 1.5 V-процесс, песок в опоке.
Затем опока заполняется сухим песком, без связующих и подвергается вибрации для достижения максимальной плотности, рис.1.5.
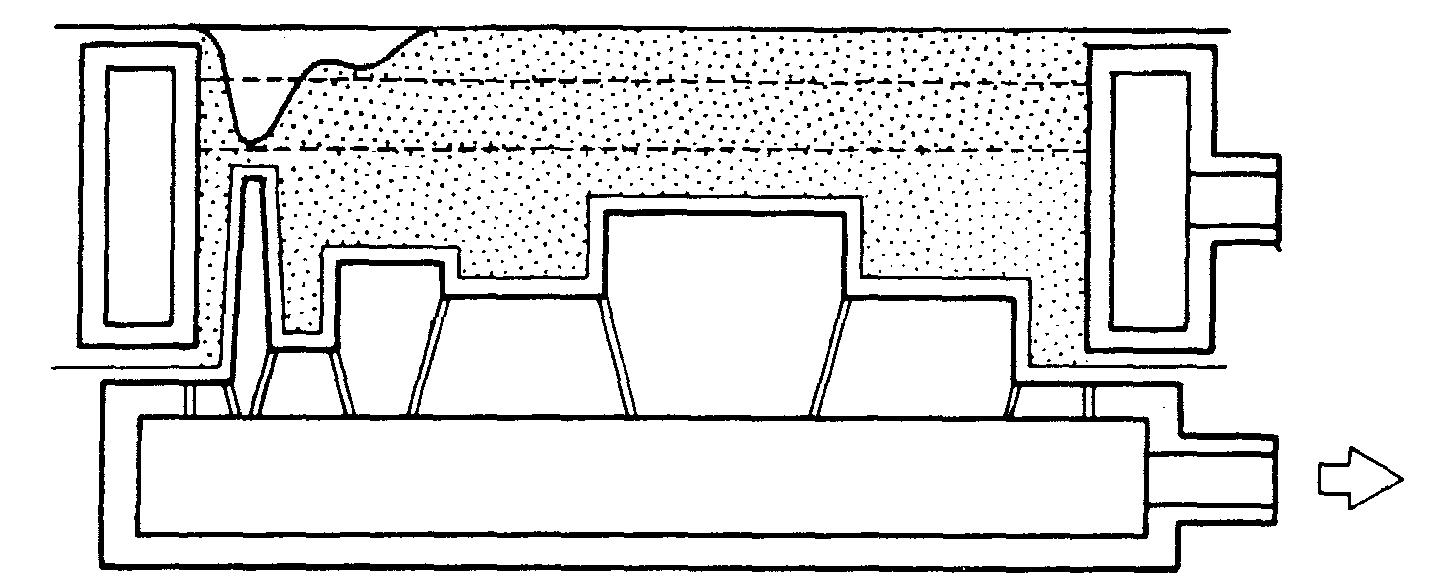
Рис. 1.6 V-процесс, покрывная плёнка.
После этого верх опоки покрывается пластиковой пленкой. Нагреву эта пленка может не подвергаться. На рис.1.6. показана верхняя опока с заливочной чашей, выполненной вручную и соединенной со стояком. В случае нижней опоки перед укладкой пленки требуется только операция разравнивания.
Опока подключается к вакууму, а из подмодельной плиты вакуум сбрасывается, рис.1.7.. Атмосферное давление уплотняет песок в полуформе, сохраняющей форму модели. Затем полуформа снимается с модели.
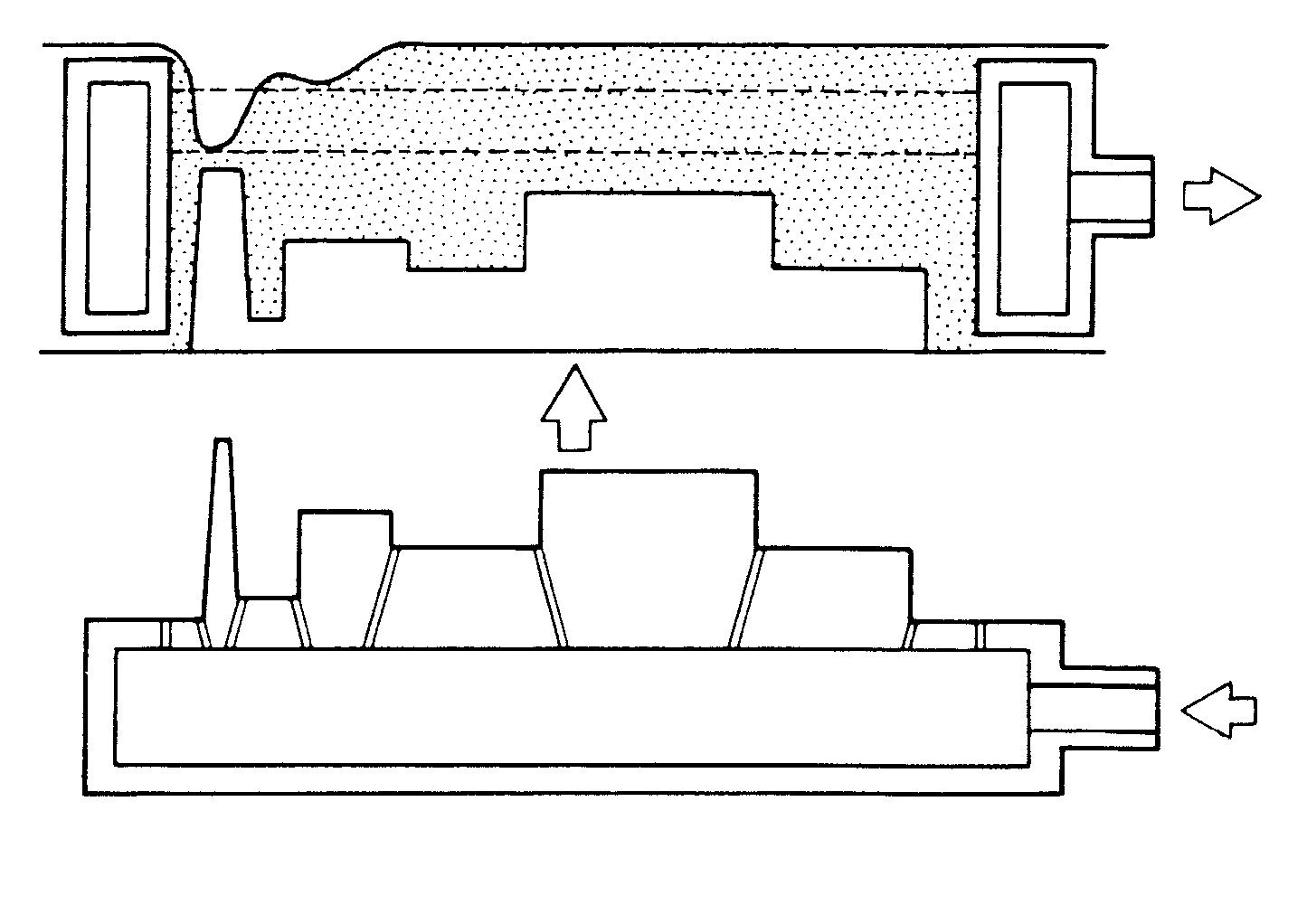
Рис. 1.7 V-процесс, протяжка.
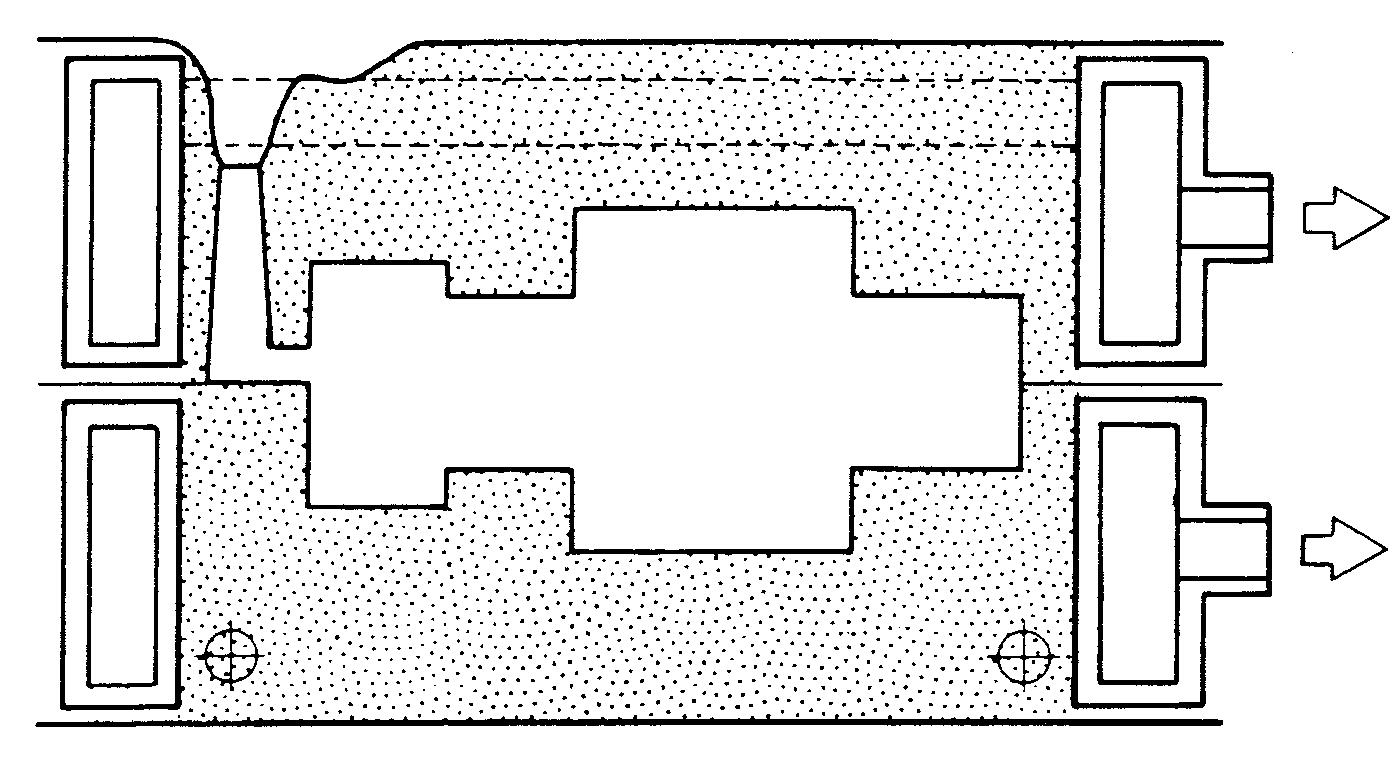
Рис. 1.8 V-процесс, форма в сборе
Полуформы собираются и скрепляются вместе, рис.1.8. Вся внутренняя полость покрыта пленкой. Затем форма заливается. В процессе заливки форма находится под вакуумом.

Рис. 1.9 V-процесс, извлечение отливки.
После охлаждения вакуум снимается и песок с отливкой падают вниз без затрат на выбивную решетку и.вибрацию, рис.1.9. Пригар незначителен или отсутствует. Песок охлаждается и возвращается в систему для нового использования. Отливка передается на обрубку.
После ознакомления с последовательностью технологических операций при изготовлении отливок в ВПФ рассмотрим его в деталях.