

1.4.3 Выпор
ВПФ отличается тем, что в течение всего цикла получения отливки форма сохраняет свою прочность. В обычной форме прочность ее поддерживается за счет связующих.
При ВПФ прочность формы (при заливке формы металлом) поддерживается за счет разности давлений: в полости формы атмосферное, а в песчаном теле ниже атмосферного. При заливке формы металлом пленка сгорает и из полости формы воздух откачивается через песок формы и если не будет притока воздуха форма разрушается. Поэтому выпор устанавливают в самой высокой точке формы. Если имеется много выступов, на каждый выступ необходимо установить выпор (рис.1. 38).
Форма выпора зависит от конструкции отливки. Выпор может быть круглой и клиновидной формы. Размеры выпора зависят от массы и формы отливки.
Как правило площадь сечения выпора в 2-3 раза больше суммарного сечения питателей либо стояка (для стали). Но если на модели имеется много выступов, прибылей, суммарное сечение выпоров может быть еще больше.
При заниженных сечениях выпоров и медленной заливке скорость подсоса воздуха в форму настолько велика, что входящая струя воздуха разрушает форму вокруг стояка.
Это явление часто наблюдается на длинных плоских отливках.
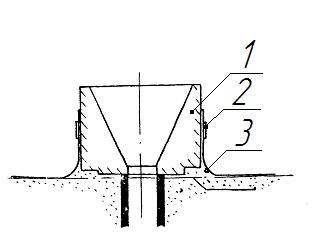

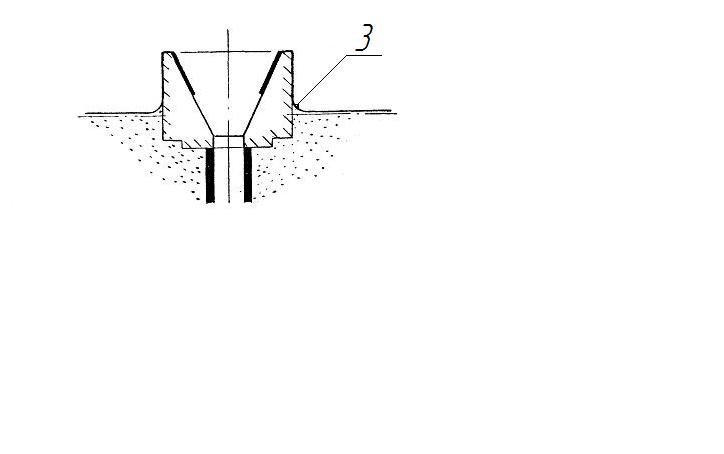
Рис. 1.34 Способы установки заливочных воронок.
1 – заливочная чаша; 2- плёнка с липким слоем; 3 – плёнка; 4 – жидкостекольная смесь; 5 – поверхность формы; 6 –
|
|
а |
б |
а |
б |
 а
а б
б

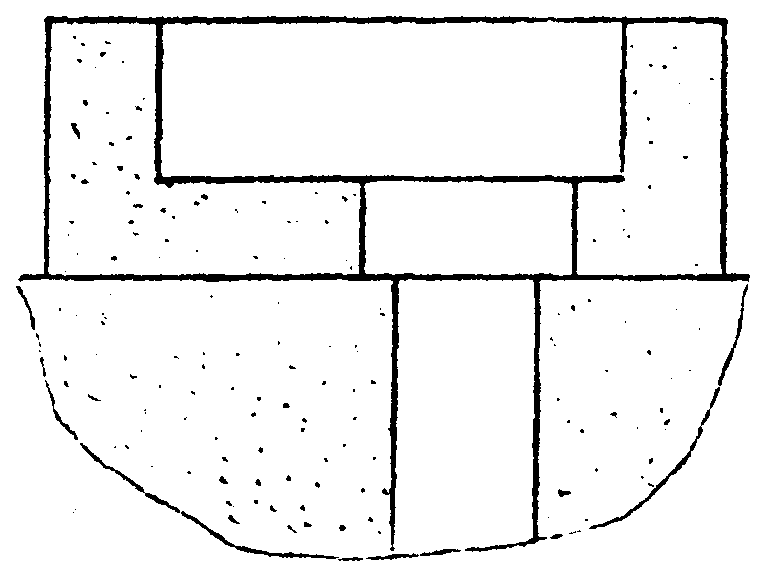
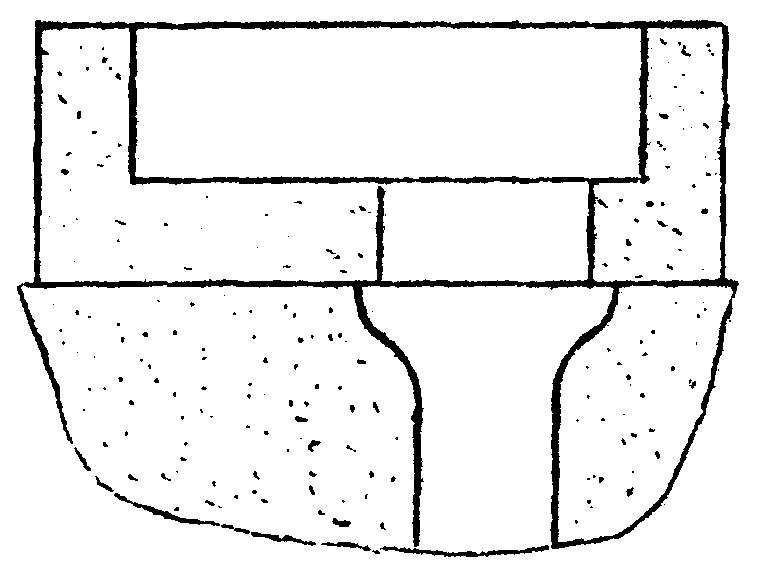
Рис. 1.35. Литниковые чаши
а – не рекомендуемые б) рекомендуемые
1.4.4. Прибыли
Как и в обычной форме размер и форма прибыли , ее размещение играет большую роль для получения качественной отливки (за исключением тонкостенных отливок).

Не рекомендуемое Рекомендуемое

Не рекомендуемое Рекомендуемое

Не рекомендуемое Рекомендуемое
Рис. 1.36. – Литниковый ход

Рис . 1.37. Верхняя заливка формы металлом.
а – не рекомендуется;б – рекомендуется
1 – форма; 2 – питатель.

а
б
Рис. 1.38. Форма в сборе.
Размер прибыли зависит от марки стали, толщины стенки, а также зависит от скорости охлаждения отливки в форме.
Скорость охлаждения отливки при ВПФ несколько меньше по сравнению с отливкой, полученной в песчано-глинистые смеси.
Прочность формы при ШФ сохраняется на весь период кристаллизации отливки, независимо от температуры.
В таких условиях прибыли питают отливку намного лучше, чем в обычных формах. Соответственно размер прибыли должен быть несколько меньшим, однако размены их в каждом конкретном случае необходимо подбирать опытным путем.
Для отливок из высокопрочного чугуна предусадочное расширение компенсирует поспеперлитную усадку. Опыт показал, что отливки из высокопрочного чугуна можно изготавливать без прибылей.
Для стальных отливок форма закрытых прибылей и их разновидности приведены на рис.1. 39.
Прибыль должна иметь выпор минимальный диаметр которого равен Д/3, где Д-диаметр прибыли, кроме того в верхней части глухой прибыли имеется впадина, как это показано на рисунке. В результате чего в форме выполняется выступ, под которым металл кристаллизуется в последнюю очередь и постоянно находится под атмосферным давлением, хорошо питая отливку.



 1
1
Рис. 1.39. Разновидности прибылей
1 – место установки керамической вставки.
При больших высотах прибылей невозможно наложить пленку одновременно на выпор и модель прибыли без порывов поэтому на прибыль устанавливается керамическая трубка либо трубка из пенополистирола.