

2.2. Группы качества протягиваемых поверхностей
Группа качества |
Технические требования |
|
Шероховатость поверхности |
Квалитет |
|
1 |
|
Все, начиная с
|
2 |
2,5 мкм |
7…8 |
3 |
20 мкм |
9…10 |
4 |
40 мкм и грубее |
|
Примечание. Группа качества протягиваемой поверхности определяется одним из более жестких требований (к шероховатости поверхности или квалитету)
2.3. Материалы режущей части протяжек
Группа обрабатываемости |
Производство |
|
массовое, крупносерийное, среднесерийное |
мелкосерийное, единичное |
|
I-III, VI, VIII-X |
Р6АМ5, Р12Ф3, Р6М5 |
ХВГ |
IV, V, VII и труднообрабатываемые стали и сплавы |
Р18, Р12Ф5М, Р9К10, Р6М5К5, Р6ФК8М5 |
Р18, Р6АМ5, Р12Ф3 |
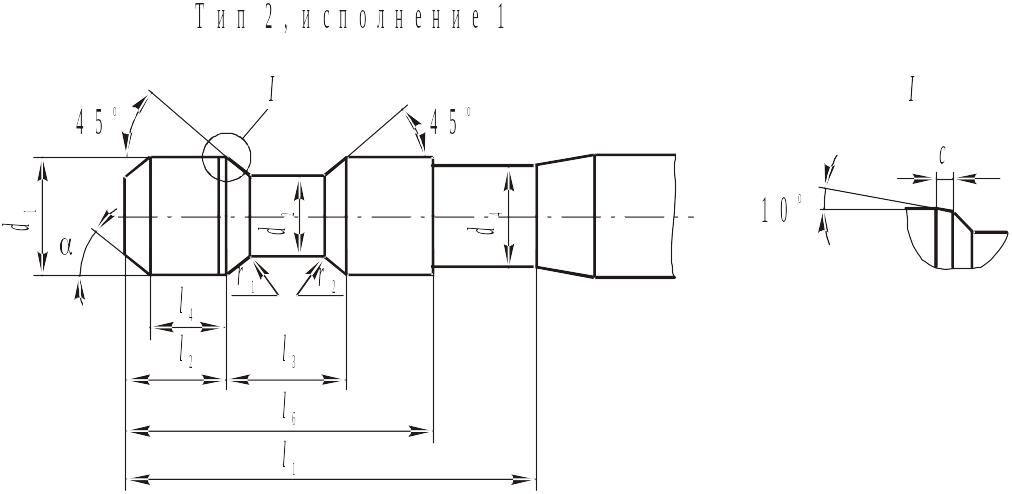
2.4. Хвостовики круглые для протяжек по гост 4044-70
мм
|
|
|
|
|
|
|
|
|
|
|
Площадь сечения по размеру , мм2 |
12 |
8,0 |
12 |
20 |
20 |
12 |
100 |
0,2 |
0,6 |
0,5 |
10 |
50,3 |
14 |
9,5 |
14 |
0,3 |
20 |
70,9 |
||||||
16 |
11,0 |
16 |
95,0 |
||||||||
18 |
13,0 |
18 |
132,7 |
||||||||
20 |
15,0 |
20 |
25 |
25 |
16 |
120 |
1,0 |
30 |
176,7 |
||
22 |
17,0 |
22 |
227,0 |
||||||||
25 |
19,0 |
25 |
233,5 |
||||||||
28 |
22,0 |
28 |
1,0 |
380,1 |
|||||||
32 |
25,0 |
32 |
32 |
32 |
20 |
140 |
0,4 |
1,6 |
490,9 |
||
36 |
28,0 |
36 |
1,5 |
615,7 |
|||||||
40 |
32,0 |
40 |
160 |
0,5 |
2,5 |
804,2 |
|||||
45 |
34,0 |
45 |
907,9 |
||||||||
50 |
38,0 |
50 |
1134,1 |
||||||||
56 |
42,0 |
56 |
40 |
40 |
25 |
190 |
0,6 |
4,0 |
1385,4 |
||
63 |
48,0 |
63 |
1809,6 |
||||||||
70 |
53,0 |
70 |
2206,4 |
||||||||
80 |
60,0 |
80 |
50 |
50 |
32 |
220 |
0,8 |
6,0 |
2,0 |
2827,4 |
|
90 |
70,0 |
90 |
3848,4 |
||||||||
100 |
75,0 |
100 |
4417,9 |
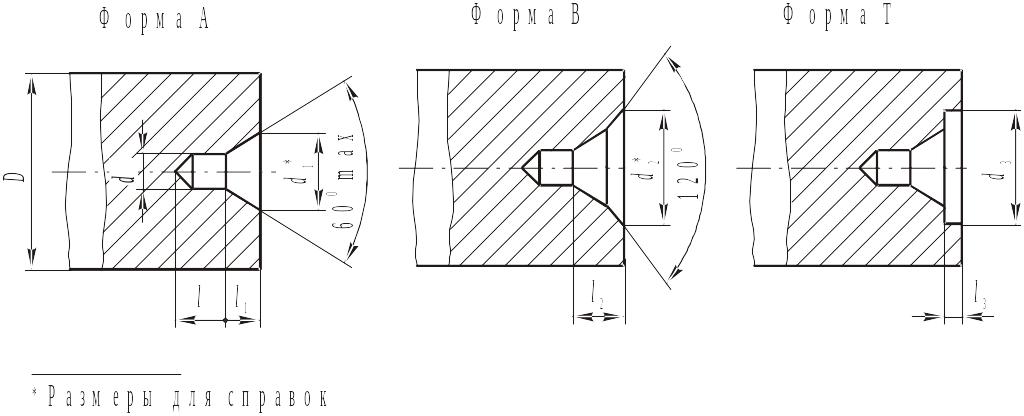
2.5. Размеры центровых отверстий по гост 14034-74
мм
|
|
|
|
|
|
|
|
|
|
номин. |
пред. откл. |
||||||||
2,0 |
(0,5) |
1,06 |
-- |
-- |
0,8 |
0,48 |
Н11 |
-- |
-- |
2,5 |
(0,63) |
1,32 |
-- |
-- |
0,9 |
0,60 |
-- |
-- |
|
3 |
(0,8) |
1,70 |
2,50 |
-- |
1,1 |
0,78 |
1,02 |
-- |
|
4 |
1,0 |
2,12 |
3,15 |
-- |
1,3 |
0,97 |
1,27 |
-- |
|
5 |
(1,25) |
2,65 |
4,0 |
-- |
1,6 |
1,21 |
Н12 |
1,60 |
-- |
6 |
1,6 |
3,35 |
5,0 |
-- |
2,0 |
1,52 |
1,99 |
-- |
|
10 |
2,0 |
4,25 |
6,30 |
7,0 |
2,5 |
1,95 |
2,54 |
0,6 |
|
14 |
2,5 |
5,30 |
8,0 |
9,0 |
3,1 |
2,42 |
3,20 |
0,8 |
|
20 |
3,15 |
6,70 |
10,0 |
12,0 |
3,9 |
3,07 |
4,03 |
0,9 |
|
30 |
4 |
8,50 |
12,50 |
16,0 |
5,0 |
3,90 |
5,06 |
1,2 |
|
40 |
(5) |
10,60 |
16,0 |
20,0 |
6,3 |
4,85 |
6,41 |
1,6 |
|
60 |
6,3 |
13,20 |
18,0 |
25,0 |
8,0 |
5,98 |
7,36 |
1,8 |
|
80 |
(8) |
17,0 |
22,40 |
32,0 |
10,1 |
7,79 |
9,35 |
2,0 |
|
100 |
10 |
21,20 |
28,0 |
36,0 |
12,8 |
9,70 |
11,66 |
2,5 |
|
120 |
12 |
25,40 |
33,0 |
-- |
14,6 |
11,60 |
13,80 |
-- |
|
160 |
16 |
33,90 |
42,50 |
-- |
19,2 |
15,50 |
18,0 |
-- |
|
240 |
20 |
42,40 |
51,60 |
-- |
25,0 |
19,40 |
22,0 |
-- |
|
360 |
25 |
53,00 |
63,30 |
-- |
32,0 |
24,00 |
27,0 |
-- |
|
Примечания: 1. Размеры, заключенные в скобки, применять не рекомендуется.
2. Размеры рекомендуемые.
3. Длина конической поверхности в технически обоснованных случаях может быть уменьшена до 0,5 .