

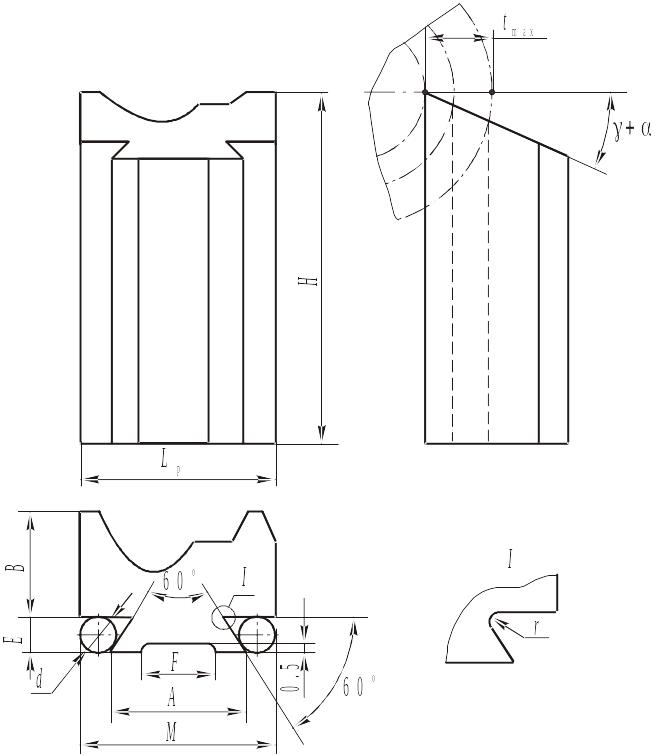
1.2. Размеры фасонных призматических резцов
мм
Глубина профиля детали
|
|
|
|
|
|
|
|
|
4 |
9 |
75 |
4 |
15 |
7 |
0,5 |
4 3 |
21,31 18,577 |
6 |
14 |
6 |
20 |
10 |
6 4 |
29,46 24,00 |
||
10 |
19 |
90 |
10 |
25 |
15 |
1,0 |
6 4 |
34,46 29,00 |
14 |
25 |
30 |
20 |
10 6 |
45,77 34,846 |
|||
20 |
35 |
40 |
25 |
10 6 |
55,77 44,846 |
|||
28 |
45 |
100 |
15 |
60 |
40 |
15 8 |
83,66 64,536 |
Примечания: 1. Для заданной глубины
профиля
![]() допускается применять резцы больших
габаритных размеров, например, для
заготовки с глубиной профиля
допускается применять резцы больших
габаритных размеров, например, для
заготовки с глубиной профиля
![]() =7 мм
можно принять резцы с габаритными
размерами для
=7 мм
можно принять резцы с габаритными
размерами для
![]() 14
мм.
14
мм.
2. Размер
![]() зависит от длины изготовляемой детали.
зависит от длины изготовляемой детали.
3. При контроле размера
![]() для
каждого типоразмера хвостовика могут
быть использованы ролики двух диаметров.
При наличии роликов других диаметров
для
каждого типоразмера хвостовика могут
быть использованы ролики двух диаметров.
При наличии роликов других диаметров
 ,
где
,
где
![]() =60
(для данного чертежа).
=60
(для данного чертежа).
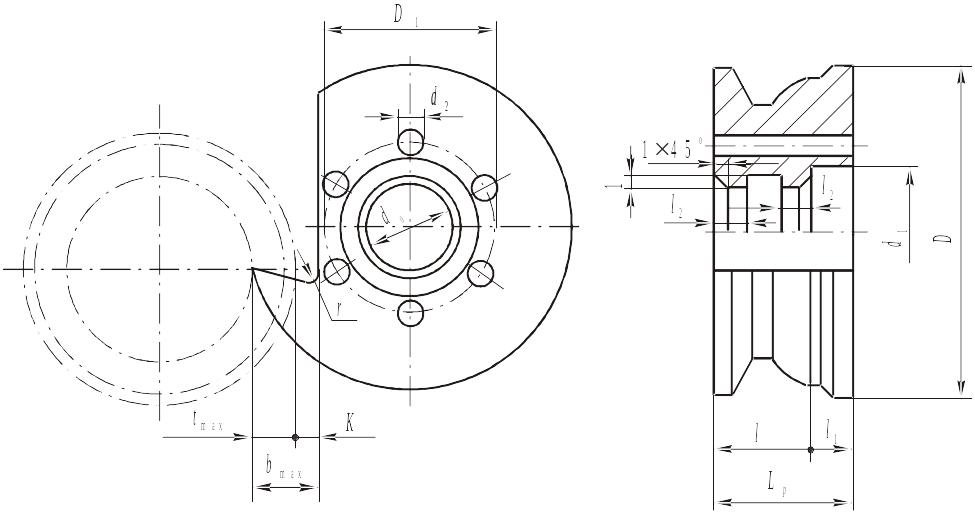
1.3. Размеры фасонных круглых резцов с отверстиями под штифт
мм
Глубина профиля детали , не более |
|
|
|
|
|
|
|
|
6 |
50 |
13 |
20 |
9 |
3 |
1 |
28 |
5 |
8 |
60 |
16 |
25 |
11 |
2 |
34 |
||
11 |
75 |
22 |
34 |
15 |
4 |
2 |
42 |
|
14 |
90 |
18 |
2 |
45 |
6 |
|||
18 |
100 |
27 |
40 |
23 |
5 |
2 |
52 |
8 |
25 |
125 |
30 |
3 |
55 |
Примечания: 1. Для заданной глубины профиля допускается применять резцы больших габаритных размеров (см. примеч. 1 к табл. 1.2).
2. Размер зависит от длины изготовляемой детали.
3. Размеры
![]() ;
;
![]() ;
;
![]() .
.
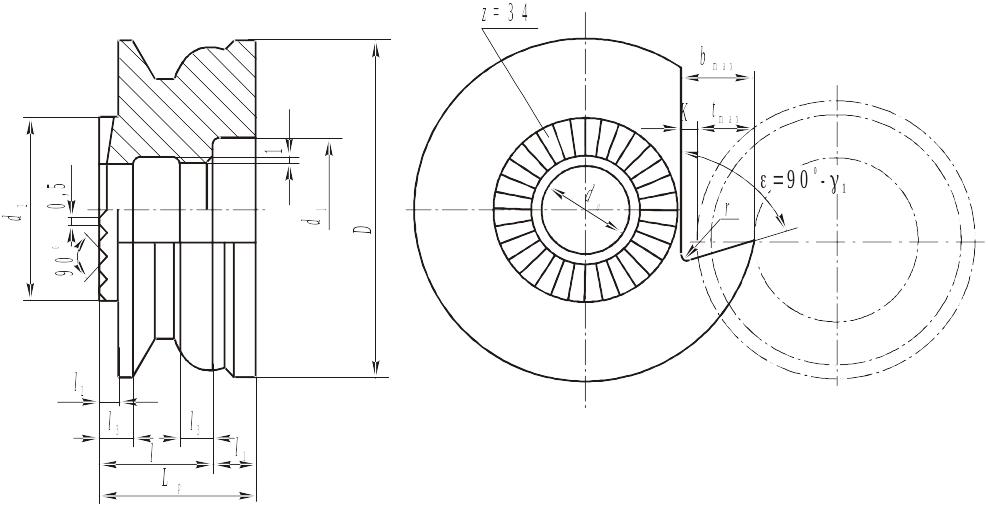
1.4. Размеры фасонных круглых резцов с торцовыми рифлениями
мм
Глубина профиля детали , не более |
|
|
|
|
|
|
|
|
4 |
30 |
10 |
16 |
7 |
3 |
1 |
-- |
-- |
6 |
40 |
13 |
20 |
10 |
20 |
3 |
||
8 |
50 |
16 |
25 |
12 |
4 |
2 |
26 |
|
10 |
60 |
14 |
32 |
|||||
12 |
70 |
22 |
34 |
17 |
5 |
2 |
35 |
4 |
15 |
80 |
20 |
40 |
|||||
18 |
90 |
23 |
45 |
5 |
||||
21 |
100 |
27 |
40 |
25 |
50 |
Примечания: 1. Для заданной глубины профиля допускается применять резцы больших габаритных размеров (см. примечание 1 к табл. 1.2).
2. Размер зависит от длины изготовляемой детали.
3. Размеры
;
;
![]() .
.