

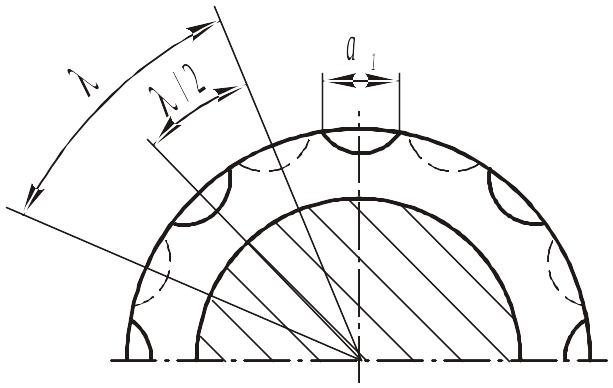
2.27. Число и размеры (мм) выкружек на чистовых и переходных зубьях
круглых протяжек
Диаметры зубьев |
=2 |
Диаметры зубьев |
=2 |
||
|
|
|
|
||
6…7 |
4 |
1,8 |
38…40 |
10 |
5,5 |
7…8 |
2,0 |
40…42 |
4,5 |
||
8…9 |
2,2 |
42…45 |
5,0 |
||
9…10 |
2,5 |
45…48 |
5,5 |
||
10…11 |
3,0 |
48…50 |
5,5 |
||
11…12 |
3,5 |
50…52 |
6,0 |
||
12…13 |
4,0 |
52…55 |
6,5 |
||
13…14 |
4,0 |
55…60 |
12 |
5,5 |
|
14…15 |
6 |
4,5 |
60…63 |
6,0 |
|
15…16 |
3,0 |
63…65 |
6,5 |
||
16…17 |
3,5 |
65…70 |
7,0 |
||
17…18 |
3,5 |
70…75 |
7,5 |
||
18…19 |
3,5 |
75…80 |
14 |
7,0 |
|
19…20 |
3,5 |
80…85 |
7,5 |
||
20…22 |
4,0 |
85…90 |
8,0 |
||
22…24 |
4,5 |
90…95 |
8,5 |
||
24…25 |
5,0 |
95…100 |
16 |
9,0 |
|
25…26 |
8 |
3,5 |
100…105 |
7,0 |
|
26…28 |
4,0 |
105…110 |
8,0 |
||
28…30 |
4,5 |
110…120 |
8,5 |
||
30…32 |
4,5 |
120…125 |
9,0 |
||
32…34 |
5,0 |
125…130 |
9,0 |
||
34…36 |
5,0 |
130…140 |
10,0 |
||
36…38 |
5,5 |
|
|
|
|
Примечания: 1. Выкружки на соседних чистовых зубьях располагаются в шахматном порядке.
2. Выкружка на первом переходном зубе располагается напротив режущего сектора последнего прорезного зуба черновой секции.
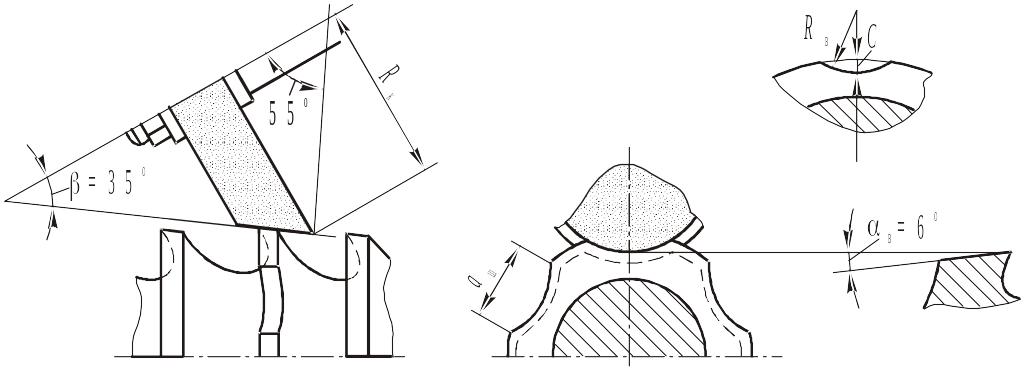
2.28. Максимальный радиус выкружки (мм, не более) и радиус шлифовального круга (мм, не более) в зависимости от диаметра протяжки и ширины выкружки
Ширина выкружки
|
Диаметр протяжки, мм |
|||||||||||||
До 10 |
10…18 |
18…30 |
30…50 |
50…80 |
80…120 |
120…180 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
До 3 |
22,5 |
27 |
22,5 |
27 |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
Св. 3…4 |
22,5 |
27 |
22,5 |
27 |
25 |
30 |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
-- |
Св. 4…6 |
22,5 |
27 |
22,5 |
27 |
25 |
30 |
25 |
30 |
-- |
-- |
-- |
-- |
-- |
-- |
Св. 6…8 |
-- |
-- |
22,5 |
27 |
25 |
30 |
25 |
30 |
25 |
30 |
-- |
-- |
-- |
-- |
Св. 8…10 |
-- |
-- |
-- |
-- |
25 |
30 |
25 |
30 |
25 |
30 |
30 |
36 |
-- |
-- |
Св. 10…12 |
-- |
-- |
-- |
-- |
-- |
-- |
30 |
36 |
30 |
36 |
30 |
36 |
-- |
-- |
Св. 12…15 |
-- |
-- |
-- |
-- |
-- |
-- |
30 |
36 |
35 |
42 |
35 |
42 |
40 |
48 |
Св. 15…20 |
-- |
-- |
-- |
-- |
-- |
-- |
30 |
36 |
35 |
42 |
40 |
48 |
45 |
54 |
Примечания: 1. В отдельных случаях
допускается увеличение радиуса при
условии, чтобы глубина выкружки
![]() была не менее 3
была не менее 3![]() соответствующих зубьев.
соответствующих зубьев.
2. Выкружки шириной более 20 мм выполняют кругом диаметром 50…150 мм.
3. На чертеж протяжки наносят значение радиуса шлифовального круга .
4. Радиус выкружки (мм) определяют по
формуле
![]() .
.