

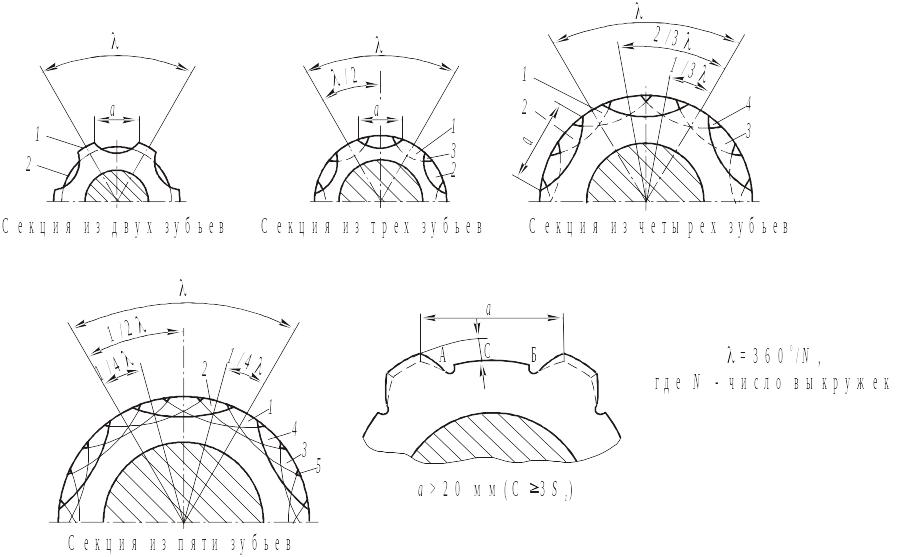
2.26. Число и размеры (мм) выкружек на черновых зубьях круглых протяжек
Диаметр зубьев |
|
=3 |
Диаметр зубьев |
=2 |
=3 |
||||
|
|
|
|
|
|
|
|
||
1 |
2 |
3 |
4 |
5 |
1 |
2 |
3 |
4 |
5 |
6…7 |
4 |
2,5 |
-- |
-- |
40…42 |
10 |
6,5 |
6 |
14,0 |
7…8 |
3,0 |
42…45 |
7,0 |
15,0 |
|||||
8…9 |
3,5 |
45…48 |
7,5 |
16,0 |
|||||
9…10 |
4,0 |
48…50 |
7,5 |
17,0 |
|||||
10…11 |
4,5 |
50…52 |
8,0 |
18,0 |
|||||
11…12 |
5,0 |
52…55 |
8,5 |
19,0 |
|||||
12…13 |
5,5 |
55…60 |
12 |
7,5 |
8 |
15,0 |
|||
14…15 |
6,0 |
60…63 |
8,0 |
16,0 |
|||||
15…16 |
6 |
4,0 |
4 |
8,0 |
63…65 |
8,5 |
17,0 |
||
16…17 |
4,5 |
8,5 |
65…70 |
9,0 |
18,0 |
||||
17…18 |
5,0 |
9,0 |
70…75 |
9,5 |
19,0 |
||||
18…19 |
5,0 |
9,5 |
75…80 |
14 |
9,0 |
20,0 |
|||
19…20 |
5,0 |
10,0 |
80…85 |
9,5 |
21,0 |
||||
20…22 |
5,5 |
11,0 |
85…90 |
10,0 |
22,0 |
||||
22…24 |
6,0 |
12,0 |
90…95 |
10,5 |
24,0 |
||||
24…25 |
6,5 |
13,0 |
95…100 |
11,0 |
25,0 |
||||
Окончание табл.2.26
1 |
2 |
3 |
4 |
5 |
1 |
2 |
3 |
4 |
5 |
25…26 |
8 |
5,0 |
6 |
9,0 |
100…105 |
16 |
10,0 |
10 |
21,0 |
26…28 |
5,5 |
9,5 |
105…110 |
11,0 |
22,0 |
||||
28…30 |
6,0 |
10,0 |
110…120 |
11,5 |
24,0 |
||||
30…32 |
6,0 |
11,0 |
120…125 |
12,0 |
26,0 |
||||
32…34 |
6,5 |
11,5 |
125…130 |
12,0 |
26,0 |
||||
34…36 |
7,0 |
12,0 |
130…140 |
13,0 |
28,0 |
||||
36…38 |
7,5 |
13,0 |
|
|
|
|
|
||
38…40 |
7,5 |
13,0 |
|
|
|
|
|