

2.24. Подъемы чистовых зубьев, припуск, число чистовых и калибрующих зубьев
Группа качества |
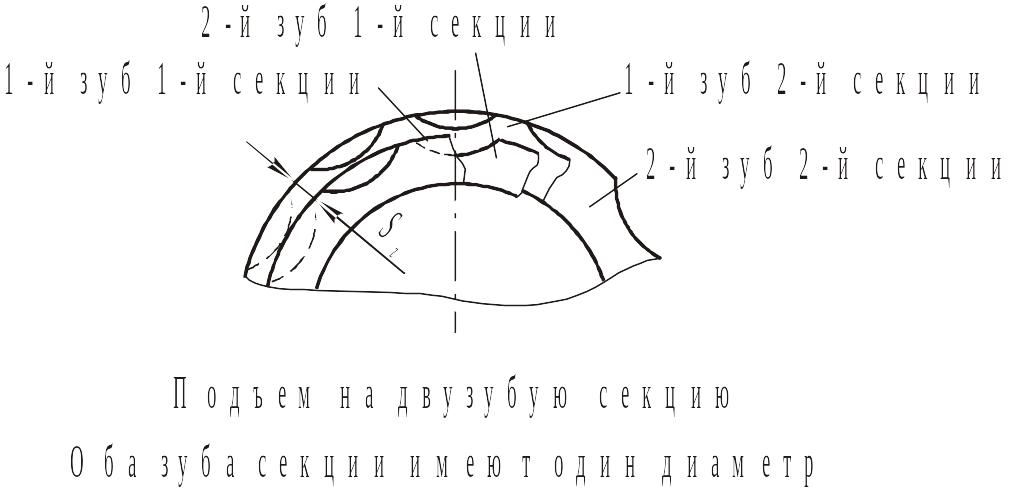
Число секций на двух зубьях при подаче
|
Общее число чистовых зубьев
|
Припуск на чистовую часть на диаметр
|
Число калибрующих зубьев
|
||
0,02 |
0,01 |
0,005 |
||||
1 |
2 |
2 |
2 |
12 |
0,14 |
7 |
2 |
1 |
2 |
2 |
10 |
0,10 |
6 |
3 |
1 |
2 |
-- |
6 |
0,08 |
5 |
4 |
1 |
1 |
-- |
4 |
0,06 |
4 |
2.25. Шаги чистовых и калибрующих зубьев
мм
|
|
|
|
|
|
|
|
4,0 |
+1 мм |
+0,5 мм |
4,0 |
15 |
+2 мм |
+1 мм |
11 |
4,5 |
4,0 |
16 |
11 |
||||
5,0 |
4,0 |
17 |
12 |
||||
5,5 |
4,0 |
18 |
13 |
||||
6,0 |
4,5 |
19 |
14 |
||||
6,5 |
5,0 |
20 |
14 |
||||
7,0 |
5,5 |
21 |
15 |
||||
8,0 |
6,0 |
22 |
16 |
||||
9,0 |
+2 мм |
+1 мм |
6,0 |
24 |
17 |
||
10,0 |
7,0 |
25 |
18 |
||||
11,0 |
7,0 |
26 |
19 |
||||
12,0 |
8,0 |
28 |
20 |
||||
13,0 |
9,0 |
30 |
+4 мм |
+2 мм |
20 |
||
14,0 |
10,0 |
32 |
22 |
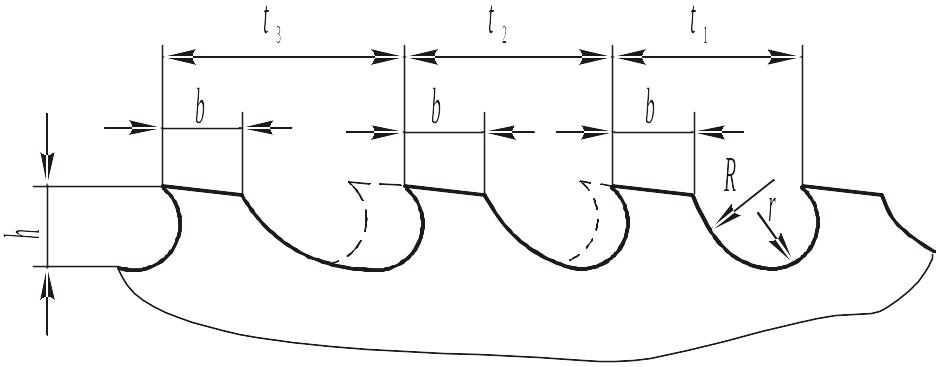
Примечание: Размеры профиля чистовых
и калибрующих зубьев
![]() ,
,
![]() ,
и
,
и
![]() устанавливают для всех трех шагов
одинаковыми в зависимости от шага
.
устанавливают для всех трех шагов
одинаковыми в зависимости от шага
.
Назначают число выкружек, их ширину (табл. 2.26) и радиус
 (табл. 2.27) на черновых зубьях.
(табл. 2.27) на черновых зубьях.
Рассчитывают число выкружек для переходных и чистовых зубьев (округляя до ближайшего целого числа) по формуле
![]() ,
,
где – диаметр протяжки, мм.
Ширину выкружек на этих зубьях определяют по табл. 2.27, а радиус выкружек – по табл. 2.28.
Назначают диаметр передней направляющей равным наименьшему предельному диаметру отверстия до протягивания с полем допуска по
 .
Длину передней направляющей выбирают
в зависимости от отношения длины
протягивания к диаметру протяжки: при
.
Длину передней направляющей выбирают
в зависимости от отношения длины
протягивания к диаметру протяжки: при
 1,5
1,5
 ;
при
;
при
 1,5
1,5
 .
.
Выбирают длину переходного конуса (табл. 2.29).
Рассчитывают расстояние от переднего торца протяжки до первого зуба (рис. 2.6).
![]() мм.
мм.
Размер
![]() принимают в зависимости от диаметра
хвостовика:
принимают в зависимости от диаметра
хвостовика:
|
12…20 |
22…28 |
32…50 |
55…70 |
, мм |
115 |
150 |
160 |
205 |
В зависимости от
модели протяжки станка
![]() 25
мм, а
25
мм, а
![]() 50
мм.
50
мм.
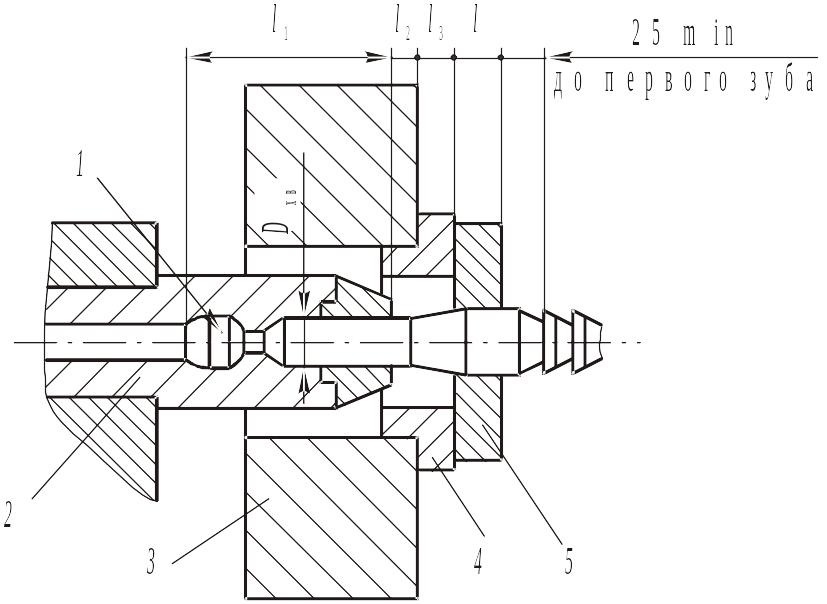
Рис. 2.6. Схема расчета расстояния от переднего торца протяжки до первого зуба: 1 – передний хвостовик; 2 – патрон;
3 – опорная плита; 4 – переходная втулка; 5 – заготовка
Назначают диаметр задней направляющей
 равным наименьшему предельному диаметру
отверстия после протягивания с полем
допуска по
равным наименьшему предельному диаметру
отверстия после протягивания с полем
допуска по
 .
Длину задней направляющей
.
Длину задней направляющей
 выбирают в табл. 2.30, а длину и размеры
заднего хвостовика – в табл. 2.6.
выбирают в табл. 2.30, а длину и размеры
заднего хвостовика – в табл. 2.6.