

6.1. Теоретичні відомості
Для виготовлення втулок можливі такі методи обробки втулок:
1) спочатку обробляється зовнішня циліндрична поверхні, а потім - отвір;
2) спочатку обробляється отвір, а потім - зовнішня поверхня;
3) обробка зовнішньої і внутрішньої поверхонь втулки здійснюється за один установ.
При першому методі обробки ексцентриситет деталі може бути викликаний неточністю пристрою (токарний патрон, цанга), неточністю встановлення свердла, неточністю його загострення і неоднорідністю оброблюваного матеріалу. Всі ці фактори приводять до так званого «відведення» свердла (рис.6.1, а). Наступна обробка отвору зенкером частково зменшує цю похибку, але цілком її не усуває.
При обробці втулок за другим методом (рис.6.1, б) ексцентриситет може утворитися тільки через похибку базування при встановленні деталі на циліндричну оправку. Розбіжність осей оправки й отвора втулки в цьому випадку відбувається через радіальний зазор між оправкою і втулкою. Якщо втулки встановити на конічну чи розтискну оправку, то ця похибка буде виключена.
При третьому методі обробки (рис.6.1, в) виключається похибка базування, тому що обробка отвору і зовнішньої поверхні здійснюється за один установ. Однак залишаються фактори, що впливають на «відведення» свердла.
Обробка втулок по першому і третьому методах здійснюється на токарних верстатах із закріпленням заготовки (круглого прокату) у трьохкулачковому патроні.
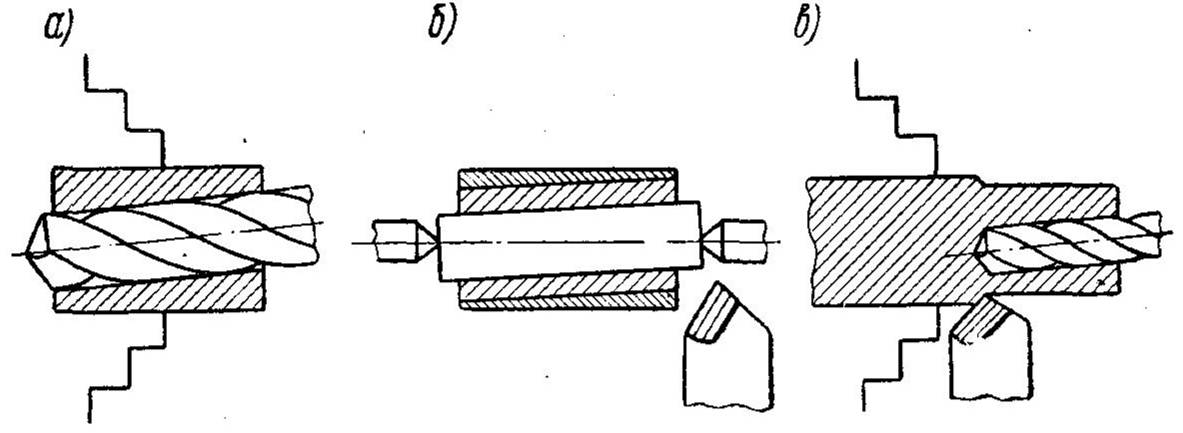
Рис.6.1. Методи обробки втулок
Обробка втулок за другим методом здійснюється на циліндричній оправці (рис.6.2).
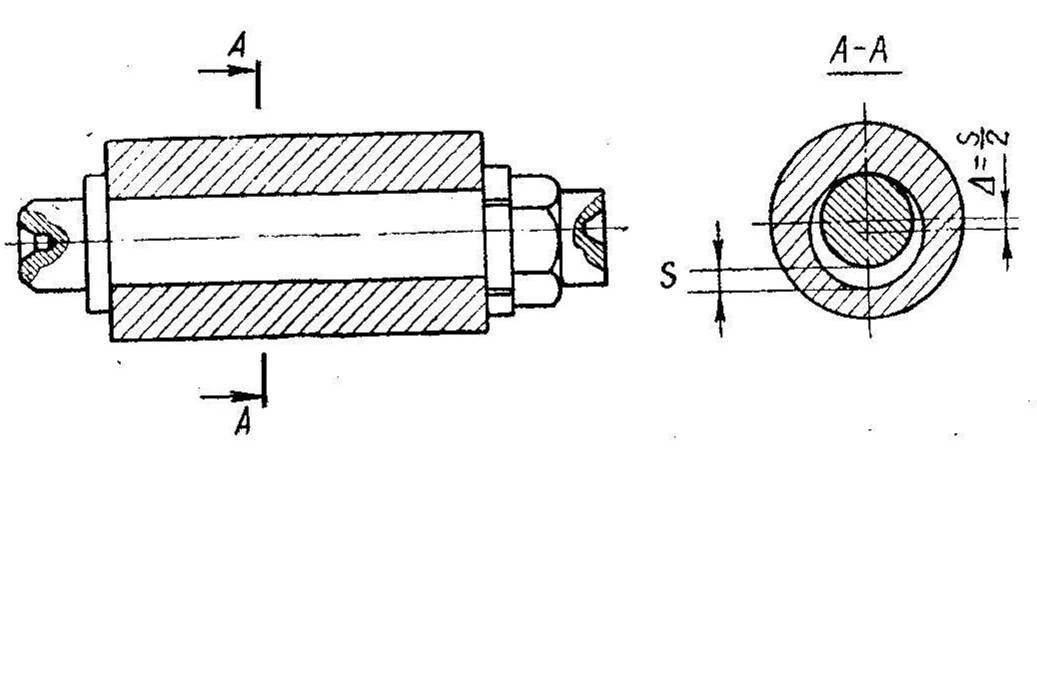
Рис.6.2. Схема закріплення заготовки на циліндричній оправці
У лабораторній роботі здійснюється обробка втулок трьома методами, після чого вимірюють задані параметри: радіальне биття зовнішньої поверхні відносно отвору, виміряти діаметр оправки і отвір кожної втулки. Результати записати в табл.6.1.
А. Обробка втулок першим методом
1. Закріпити пруток у патроні
2. Встановити і закріпити в різцетримачі прохідний і відрізний різці.
3. Встановити заданий режим обробки.
4. Підрізати торець.
5. Обточити зовнішню поверхню заготовки, відрізати деталь.
6. Вимкнути верстат, вийняти з патрона пруток і встановити деталь.
7. Встановити в піноль задньої бабки по черзі свердло, зенкер, розвертку і повністю обробити отвір.
Б. Обробка втулок другим методом
1. Встановити пруток у патроні.
2. Встановити в різцетримачі прохідний та відрізний різці.
3. Встановити задані режими різання.
4. Підрізати торець
5. Встановити в піноль задньої бабки по черзі свердло, зенкер і розвертку і повністю обробити отвір.
6. Відрізати деталь.
7. Встановити деталь на оправку, а оправку - у центри.
8. Обточити зовнішню поверхню деталі.
В. Обробка втулок третім методом
1. Встановити пруток у патроні.
2. Встановити в в різцетримачі прохідний і відрізний різці.
3. Встановити заданий режим різання.
4. Підрізати торець.
5. Обточити зовнішню поверхню.
6. Встановити в піноль задньої бабки по черзі свердло, зенкер і розвертку і повністю обробити отвір.
7. Відрізати деталь.
Таблиця 6.1
Результати вимірювань
Метод обробки |
Радіальне биття зовнішньої поверхні, мм |
Діаметр оправки, мм |
Діаметр отвору, мм |
Зазор між втулкою і оправкою |
1. |
|
|
|
|
2. |
|
|
|
|
3. |
|
|
|
|
Висновки: