


Производство пенополистирола (ППС) осуществляется тремя методами:
•прессовым (сырье ПСЭ, вспениватель: азодиизобутиронитрил, карбоната аммония)
• беспрессовым (сырье ПСВ, ГО - изопентан) и
•экструзионным (сырье ПСС, газообразователь изопентан или ЧХЗ).
•Более широкое применение находят беспрессовый и экструзионный методы. Изготавливают блоки и плиты, пленки и листы, изделия разнообразной формы и трехслойные конструкции.
1 |
22 |

Изделия из пенополистирола |
23 |
1 |

Прессовый метод
Технологический процесс состоит из четырех стадий:
•смешение эмульсионного ПС с газообразователем (азодиизобутиронитрил, карбонат аммония) в шаровой мельнице с охлаждающей рубашкой в течение 12-24 час.;
•прессование композиции в герметичной форме при 120-140оС, Р = 8-12 МПа, в течение 1,5 -2 мин/ 1 мм толщины заготовки – получают монолитную массу с растворенным в ней газом ( азот, СО2);
•охлаждение формы до 30-35оС, съем заготовки;
• при
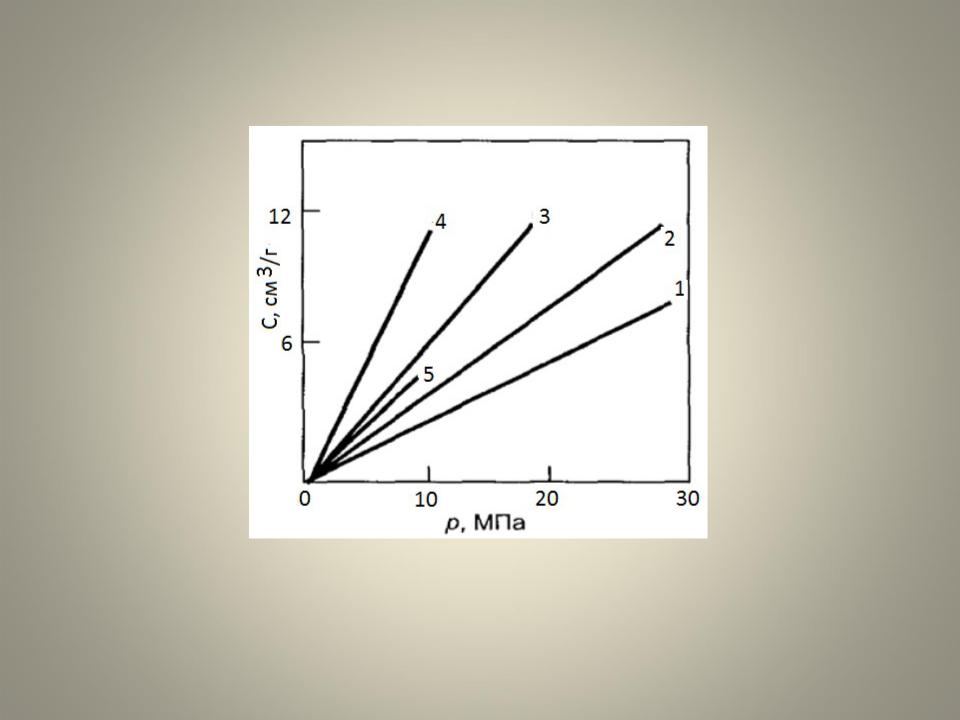
Зависимость растворимости газа в ПС от давления.
Зависимость растворимости газа от давления |
|
|
1 – N2 (T = 170 оC); 2 – H2 (170 о C); 3 - H2 (72 о C); |
|
|
4 – C2H4 (170 о C); 5 – CO2 |
(170 о C) |
25 |
1 |
|
|

Беспрессовый метод
Процесс производства пенополистирола ( ППС) периодический или непрерывный.
Состоит из трех стадий:
•предварительное вспенивание гранул ПСВ (ПСВ получают в процессе синтеза),
•хранение гранул и
•окончательное вспенивание гранул с оформлением изделия.
Предварительное вспенивание гранул, полученных суспензионным методом и содержащих в качестве вспенивающего агента изопентан, осуществляется на установках производительностью 50—400 кг/ч.
1.Нагрев гранул острым паром (100°С) в течение 2—8 мин. При этом происходит их частичное расширение.
2.Выдержка гранул на воздухе при 20—25°С в течение 5—24 ч. За |
||
это время из образовавшихся ячеек удаляется проникший пар, |
|
|
который замещается воздухом. |
|
|
3.Окончательное вспенивание гранул, помещенных в формы с |
|
|
перфорированными стенками, осуществляется с помощью пара |
|
|
давлением 0,06—0,12 МПа при температуре 107—110°С. |
|
|
4.Охлаждение изделия в форме до 20— 40°С в течение 30—40 |
26 |
|
мин, после чего |
1 |
|
|
|
|
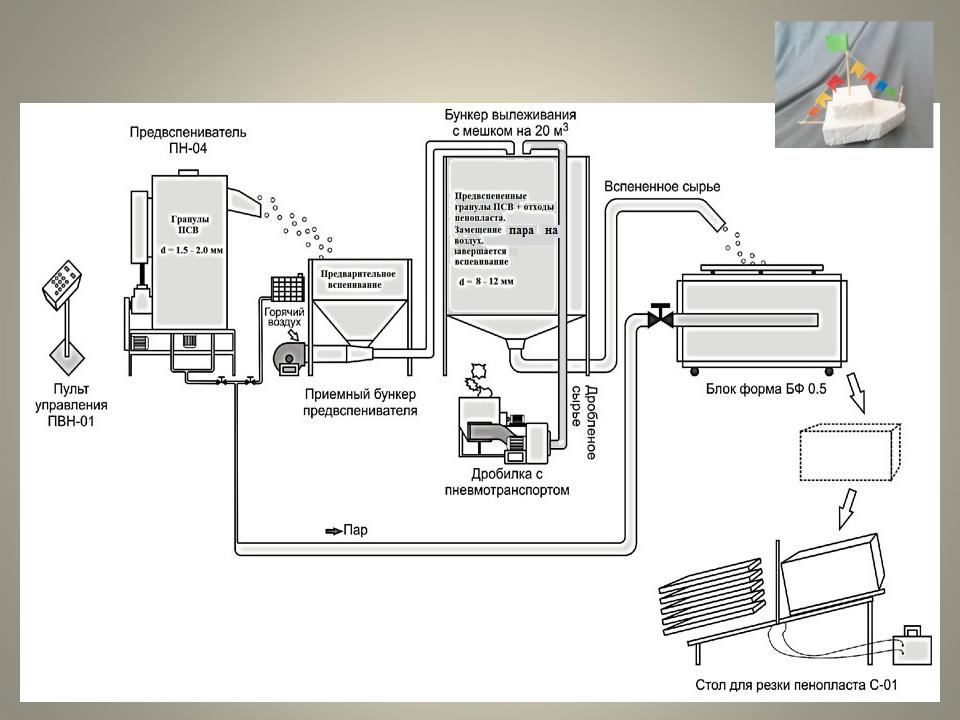
Схема производства блоков вспененного ПС (пенопласта) беспрессовым методом

Предвспенивание Давление пара в магистрали 1,5-2 кгс/см2. Температура в камере от 95 до 105°С
Вылежка гранул для замещения пара в течение 24-48 ч при Т 16 -20°С
Прессование блоков
Давление пара в пресс-форме при формовании - 0,06 при температуре 107—110°С кгс/см2 Продолжительность подачи пара в пресс-форму 1-3 мин.
Время охлаждения до 20— 40°С в течение 30—40
Дробленые отходы размером до 3 см используются в смеси со свежими гранулами в количестве не более 10 % от объема пресс-формы.
28
Экструзионный метод.
Пленки и листы из ППС шириной 400—2100 мм, толщиной 0,1—4 мм и поверхностной плотностью 60—300 г/м2 производятся:
• непрерывным методом экструзии специально приготовленных гранул ПСВ на установках производительностью 30—50 кг/ч;
•экструзией ПС с введением в расплав полимера вспенивающих агентов на установках производительностью свыше 100 кг/ч.
Стадии процесса:
•Смешение ПС или смеси ПС с 20—50% УПС в необогреваемых барабанных или скоростных турбинных смесителях с остальными компонентами, масс. %: Порофор (5—7); Бикарбонат натрия (0,2
—0,3); Лимонная кислота (0,2—0,3); Парафин (0,2) ; Концентрат красителя ( в зависимости от марки)
•Экструзия смеси с получением гранул или перерабатывают в виде порошка.
•Гранулы перерабатываются в листы или рукавные пленки на экструзионных линия (2-х шнековые или тандемные экструдера).
Вспенивание начинается на расстоянии нескольких миллиметров после выхода расплава из головки экструдера.
Рукав изнутри раздувается воздухом1 (степень раздува от 1:29до
1:6)• . Затем пленка разрезается ножом вдоль по образующей и
Физико-технические показатели плит из полистирольного пенопласта
Показатели |
Норма для плит |
Плотность, кг/м3 |
от 15,1 до 25,0 |
Прочность на сжатие при 10 % линейной |
0,1 |
деформации, МПа, не менее |
|
Предел прочности при изгибе, МПа, не менее |
0,18 |
Теплопроводность в сухом состоянии при (25±5)ºС, |
|
Вт/(м·К), не более |
0,039 |
Время самостоятельного горения плит типа ПСБ-С, |
4 |
с не более |
|
Влажность плит, отгружаемых потребителю, %, не |
12 |
более |
|
Водопоглощение за 24 ч, % по объему, не более |
3 |
1 |
30 |
1 |
31 |