

ААААААААААААААААААААААААААААААА
38. Аргонодугове зварювання та його технологія
Цим способом зв. користуються при виготовленні конструкцій із алюмінію. Аргоно-дугове зв. проводять плавким і неплавким електродрсм( вольфрамовим). Плавкий електрод використ. Для поворотного зв. тру з товщиню стінки більше 5 мм. Зв. вольфрамовим електродрм є найбільш розповсюдженим. Їх виготовляють з вольфрамових прутків різних марок і діаметром 0,5-3 мм-тянуті, 7-8 мм-ковані., а також зі сплаву вольфраму з присадкою торія ВТ-15 діаметром 1-7,5 мм.Для зв. на змінному струмі використ вольфрамовий електрод, а на постійному прямої полярності торійований вольфрамовий електрод. Аргон для зв. повинен бути високої частоти (Arне менше 99,9%).Зв. дріт d 1-12 мм виготовляють з алюмінію марок АД і АД 1. Запалювання дуги при зв. проводять на спеціальній графітній пластині. При РДЗ з вольфрамовим електродом припадочний дріт повинен знаходитися під кутом 90 град. Метал товщиною до 10 мм зв. без скосу кромок, а метал більшої товщини зі скосом кромок. ( кут розкриття повинен бути від 70-90 град.). Для живлення аргоно-дугового зв. використ. Генератори постійного струму з жорсткою або зростаючою ВАХ.
41. Автоматичне зварювання під шаром флюсу з вільним і примусовим формуванням шва
Зварювання під флюсом виконується із вільним формуванням поверхні шва при природній тепловіддачі через шар шлаку і масу зварного виробу. Форма поверхні шва утворюється під впливом сил поверхневого натягу.
При необхідності зварювання швів в других положеннях застосовується більш складніші види зварювання під флюсом - зварювання з примусовим формуванням шва, двостороннє автоматичне зварюавання під шаром флюсу. Зварювання з примусовим формуванням шва дозволяють механізувати з'єднання стиків, що знаходяться в різних просторових положеннях, використовуючи штучне інтенсивне охолодження поверхні розплавленого металу і шлаку.
Для примусового формування шва застосовують формуючі пристрої, охолоджувані водою або без охолодження. У результаті інтенсивного тепловідводу на границі розділу метал — шлак забезпечується необхідний поверхневий натяг, що виявляється достатнім для утримання зварювальної ванни в необхідному просторовому положенні.
Для зварювання вертикальних стиків циліндричних резервуарів застосовують флюс, що періодично засипають у зону плавлення, або порошковий дріт. Аркуші товщиною 8— 26 мм збирають із зазором 10—14 мм. Кромки аркушів, що зварюються, не мають скосу й електрод 1 подається в зазор таким чином, щоб його вісь збігалася з віссю шва (рисунок 2.3). Формування шва 4 здійснюється повзунами, що переміщаються, 5 і 2.
Якість вертикальних швів значною мірою залежить від регулювання висоти зварювальної ванни 3, повзун-рівень зварювальної ванни буде незмінним, якщо дотримується умова. Процес зварювання вертикальних швів починається з запалювання дуги на вивідних планках, що приварюють у нижній частині аркушів. Повзуни встановлюють таким чином, щоб рівень металевої ванни був трохи нижче заданого. Повзуни починають переміщатися після того, як рівень ванни досягне необхідного положення, на яке набудована схема зварювальної ванни. Закінчується зварювання на вивідних планках, що запобігає одержанню усадочної раковини наприкінці шва. На зварювальний процес із примусовим формуванням шва основний вплив роблять наступні елементи режиму: зварювальний струм, напруга дуги, швидкість зварювання, швидкість подачі дроту і глибина ванни.
Швидкість зварювання і тепловий режим процесу залежать від зварювального струму і ширини зазору. Збільшення струму приводить до зменшення ширини провару, що зв'язано з зануренням дуги в глиб ванни.
Напруга дуги, як і при зварюванні з вільним формуванням шва, впливає на ширину шва. Зі зростанням напруги ширина шва збільшується, але в меншому ступені, чим при вільному формуванні.
Для зварювання з примусовим формуванням шва використовують флюси марок АН-348А, ОСЦ-45, АНКФ-28 і дроту марок Св-08, Св-08ГА, Св-10М2 і ін. Зварювальні роботи виконують з використанням генераторів постійного струму.
Зварювання з примусовим формуванням шва можна також виконувати порошковим дротом. У цьому випадку розплавлений електродний метал і зварювальна ванна захищені від впливу атмосфери шлаком і газом, що виділяються при розплавлюванні шлакоутворюючих і розкладанні газоутворюючих складових сердечника порошкового дроту.
Вертикальні з'єднання з примусовим формуванням шва можна зварювати порошковим дротом з додатковим захистом вуглекислим газом. У цьому випадку відпадає необхідність вводити газоутворюючі матеріали в сердечник дроту.
Для зварювання порошковим дротом із примусовим формуванням щва застосовують пологопадаючу зовнішню характеристику.
Для виконання неповоротних стиків магістральних трубопроводів може бути також застосоване зварювання з примусовим формуванням шва
Ацитиленово-кисневе різання при виконанні ремонтних робіт та їх замінники.
Газокисневе різання основане на здатності металу, підігрітого до температури займання, згоряти в струмені чистого кисню.
Для здійснення кисневого різання необхідно, щоб метал задовольняв такі основні вимоги:
1. Температура займання металу повинна бути нижчою від температури його плавлення;
2. Температура плавлення оксидів металу, що утворюються в процесі різання, повинна бути нижчою від температури плавлення основного металу;
3. Оксиди металу повинні бути досить рідкотекучими і легко видуватися із порожнини різання;
4. Теплопровідність металу не повинна бути дуже високою;
5. При горінні металу повинна виділятись достатня кількість теплоти, необхідної для нагрівання шарів металу, що лежать нижче, до температури займання.
Ці вимоги найбільш повно задовольняють тільки вуглецеві і низьколеговані сталі, що містять вуглецю до 0,7%. Температура займання цих металів (1300°С) нижче температури їх плавлення (1535°С).
Для кисневого різання застосовують обладнання для ацетиленового зварювання, тільки замість пальника використовують різак, який являє собою комбінацію зварювального пальника з окремою трубкою 4, призначеною для подачі різального струменя кисню (рис. 34).
Кисень через кисневий ніпель 1 подається в різак. Частина кисню, проходячи вентиль 2 і інжектор 10, іде в камеру змішування 9 для утворення горючої суміші з ацетиленом, яка використовується для нагрівання металу до температури займання. Решта кисню (різальний кисень) направляється в головку 5 через вентиль 3 і трубу 4.
Ацетилен підводиться в різак через ніпель 12. Проходячи через вентиль 11, він засмоктується струменем кисню і по пазах інжектора потрапляє в камеру змішування 9. Далі горюча суміш по трубі 8 потрапляє в головку різака 5, звідки через кільцевий зазор між зовнішнім мундштуком 7 і внутрішнім 6 подається у вигляді підігріваючого полум'я кільцеподібної форми.
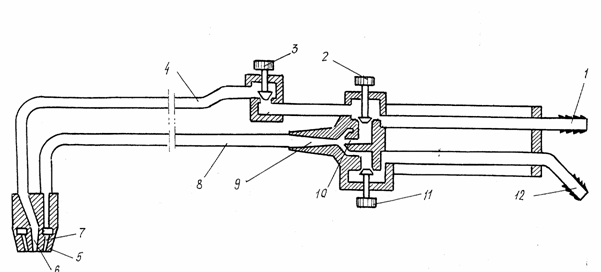
Рисунок 34 – Схема різака інжекторного типу
Після прогрівання металу до температури займання, на що витрачається від 5 до 40 сек, залежно від товщини металу, подається струмінь кисню через центральний канал внутрішнього мундштука 6.
ББББББББББББББББББББББББББ
Безпека праці при використанні зварювальних агрегатів
Електричний струм уражає нервову систему людини або викликають опіки. Ступінь враження залежить від сили струму, його напруги й опору тіла людини. Величина струму до 0,002А не представляє небезпеки, про м 0,002 до 0,05 А небезпечна, може викликати болючі відчуття, сприяє різкому скороченню м'язів, а вище 0,05 А може привести до смертельного результату. У сухих приміщеннях безпечним вважається напруга до 36А, а в сирих – до 12 А, що необхідно враховувати при проводці ліній для освітлювальних цілей. Чим нижчий опір тіла людини, тим сильніше поразка струмом. У сою чергу, опір тіла людини знижується (підсилюється ступінь поразки) при вологій шкірі, у період сп'яніння, хвороби, перевтоми. Хворі люди й у стані сп'яніння до зварювання не допускаються. Зварник постійно стикається із струмоведучими елементами зварювального ланцюга, що мають напругу до 90 А і трохи вище, а також із зварювальним устаткуванням, що одержує харчування від електричної мережі напругою 220, 380 і 500 А. Випадкове порушення (або відсутність) заземлення або несправність устаткування призводить до поразки електричним струмом. Щоб уникнути поразки струмом при виконанні зварювальних робіт, необхідно: 1. Надійно заземлювати корпуса зварювальної апаратури і джерел харчування. 2. Застосовувати рубильники і перемикачі закритого типу. 3. Забезпечувати надійну ізоляцію всіх проводів харчування (трансформаторів, перетворювачів, випрямителей і т. д.). 4. Не доторкатися незахищеними руками до електропровідників, користуватися сухим спецодягом і брезентовими рукавицями, у сирих місцях надягати гумові рукавиці і чоботи, застосовувати ізолюючі коврики. 5. Надійно ізолювати рукоятку електротримачів і закріплюючих пристроїв, а при використанні зварювальних струмів вище 600 А електропровідник провід підключати безпосередньо до електротримача, крім електропровідника через ізольовану рукоятку.
ВВВВВВВВВВВВВВВВВВВВВВВВВВВВВВ