

7. Расчет потребного усилия зажима.
В рассматриваемом приспособлении промежуточных звеньев от механизированного привода к обрабатываемой детали и механизмов-усилителей зажима нет, так как зажим производится непосредственно через шток пневмоцилиндра (см. рис.9). Поэтому:
Qпотр=W=_______ H (24)
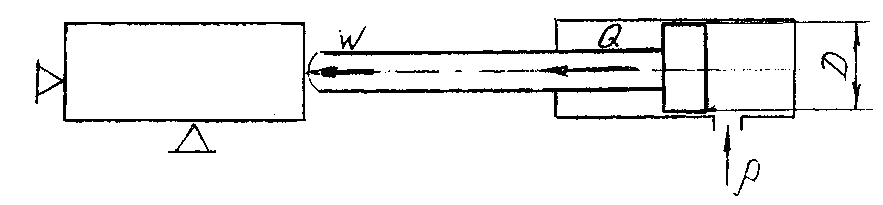 Рисунок 9.
Рисунок 9.
8. Расчет основних параметров зажимного механизма.
Основные параметры пневмоцилиндра при давлении воздуха в безштоковой полости определяем из формулы:
![]()
(25)
где D – диаметр поршня пневмоцилиндра, мм;
ρ = 0,5 Н/мм2 – давление воздуха в пневмосети;
η = 0,8 – КПД пневмоцилиндра.
Находим значение D:
![]() = мм
(26)
= мм
(26)
По таблице 17 (с.91/2/) находим ближайшее большее значение диаметра поршня:
DГ= мм.
9. Расчет истинного усилия, развиваемого пневмоцилиндром.
Истинное усилие находим по формуле:
![]() =
--------------•0,5•0,8= Н
(27)
=
--------------•0,5•0,8= Н
(27)
Вывод:Qист>Qпотр , надежный зажим заготовки обеспечен.
Задача № 4.
Таблица 4. Исходные данные к задаче.
Де-таль |
Материал, мех. свойства |
Станок |
Производство |
Режущий инструмент |
Приспособле-ние |
Вид обработки |
Момент резания, |
Шкив |
СЧ 20; 170-241 НВ |
16К20 |
Серийное |
Резец канавочный |
Токарное с пневмозажимом |
Точение пре-двартельное |
Нм |
Содержание операции. Точить последовательно 2 канавки, выдерживая размеры 17; 25,5 ±0,5; 24+0,5; 340±1º; 20±0,5.
Выполняем операционный эскиз.
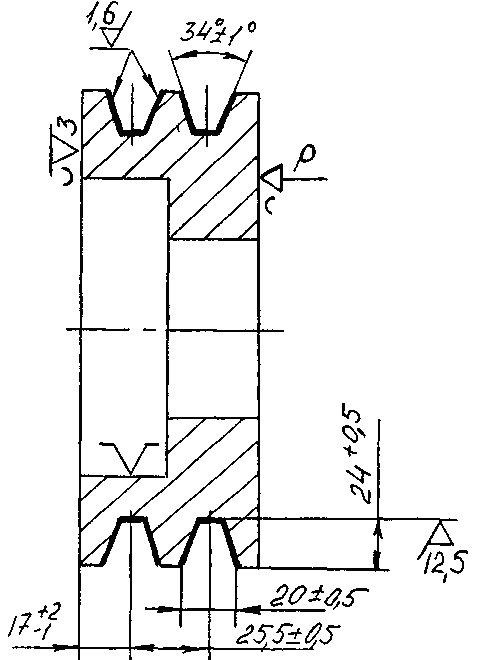 Рисунок 10.
Рисунок 10.
2.Определение сил действующих на заготовку.
При точении канавок на заготовку действует сила Pz создающая момент резания М, силы P1 и P2 , сила зажима “W”, сила трения с коэффициентами трения f1 и f2 (см. рис 11-а).
3.Выбор схемы взаимодействия сил резания и сил зажима.
Для расчета силы зажима может быть применена схема из 10 вариантов (с.33/1/), представленная на рис.11-б:
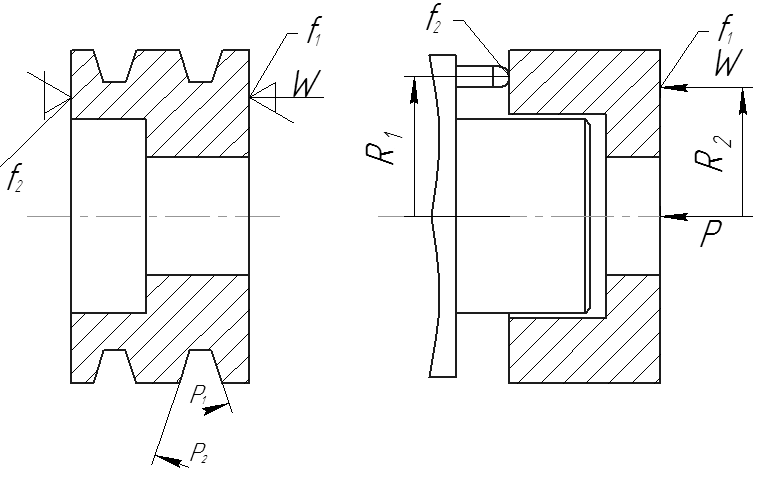
а) б)
Рисунок 11. Схема взаимодействия сил резания и зажима:а) полный случай при обработке данной детали;б) упрощенный случай из литературы для расчетов силы зажима “W”.
4.Расчет силы зажима.
Заготовка, центрируемая по выточке, прижимается к 3-м опорам прихватами.
Сила зажима при жесткой установке и достаточной жесткости закрепления определяется по формуле (с.35/1/):
![]() (28)
(28)
где f1=0,25 – коэф. трения между обрабатываемой заготовкой и прихватом (табл.10 с.85/2/);
f2=0,2 – коэф. трения между обрабатываемой заготовкой и опорами приспособления (табл.10 с.85/2/);
R1=110 мм – расстояние от опоры приспособления до оси детали
R2=100 мм – расстояние от места приложения прихвата до оси детали.
K – коэф. Запаса
Силы Р1 и Р2 действуют симметрично и при обработке канавки взаимноуравновешиваются, поэтому сила Р в расчетах не участвует и приравнивается к нулю. Поэтому формула (28) будет иметь вид:
![]()
(29)