

40. Объясните принцип работы станка для автоматического наматывания обмоток якорей электромашин, представленного на рисунке.
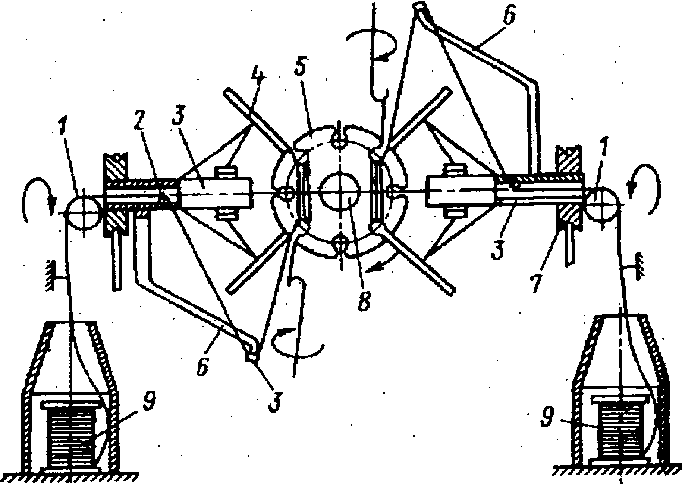
Рис.40.1 Станок:
Вал якоря 5 электромашины устанавливают и закрепляют в приспособлении в цангах шпинделя поворотного механизма. Обмоточный провод, сматываемый вдоль оси тарных катушек 9 безинерционного отдающего и натяжного устройств, роликом 1 направляется в отверстие пустотелого шпинделя 2, далее подаётся . на ролик 3 вращающегося челнока-проводоукладчика 6 и закрепляется на оправке пакета.
Круговое движение провода вокруг, пакета сообщается челноком 6, смонтированным на шпинделе 2, вращение которого осуществляется от электродвигателя через шкив1. При вращении челнока 6 вокруг пакета якоря 5 провод, соскальзывая с направляющих щечек 4, попадает в соответствующие пазы якоря электромашины. Одновременно выполняется намотка двух секций обмотки якоря, что существенно увеличивает производительность оборудования. Закручивание провода компенсируется подбором параметров безинерционного отдающего устройства.
41. На рисунке представлены различные способы пайки концов секций якорных обмоток электромашин к петушкам коллектора. Объясните сущность этих способов, дайте анализ их достоинств и недостатков.
Наибольшее распространение в связи с простотой и универсальностью получила пайка окунанием в ваннах (рисунок "а"). Якорь 3 устанавливают во втулку 4 ванны 5 вниз коллектором 2. Концы секций, уложенные в пазы коллектора, перед пайкой смачиваются канифольно-спиртовым флюсом.
При массовом производстве якорей пайку осуществляют в двух- и трех гнездовых ваннах, заполненных расплавленным припоем марки ПОС-60 или ПОС-40. При опускании в ванну груза 1 уровень припоя б поднимается до верха "петушков" и выдерживается необходимое время. Недостатком такого способа является значительный нагрев коллектора, что приводит к ослаблению крепления ламелей и посадки коллектора на вал, частичному разрушению изоляции провода.
Пайку якорей, имеющих коллекторы с высокими "петушками" типа стартерных производят путем обкатывания коллектора в ванне с припоем (рис. "б"). При этом якорь принудительно вращают вокруг своей оси или прокатывают вдоль ванны, имеющей форму лотка. Этот высокопроизводительный способ пайки легко поддается автоматизации, позволяет улучшить условия, труда и сэкономить припой, но требует более сложного оборудования. Существует способ пайки концов секций к коллектору в струе припоя (рис. "в"). На поверхности расплавленного припоя создается струя с помощью центробежного или электромагнитного насоса. Этот способ обеспечивает высокое качество пайки и применяется при пайке коллекторов небольших размеров. Поток припоя, направленного к петушкам коллектора 2, последовательно обтекает все концы обмотки и осуществляет их качественную пайку.
Кратковременность процесса пайки ведет к следующим преимуществам:
- повышается производительность труда - до 250 якорей в 1 ч;
- пайка осуществляется без превышения температуры рекристаллизации меди в рабочей части коллектора;
- достигается значительная экономия электроэнергии, так как активно обогревается только зона пайки, а не весь коллектор и провода;
- отсутствует накопление припоя на рабочей части коллектора.