

Требования к источникам питания для механизированной cварки
Основными элементами установки для механизированной (полуавтоматической или автоматической) сварки плавящимся электродом являются источник питания сварочной дуги (ИП) и механизм подачи электродной проволоки (рис. 6.1). Механизм подачи содержит электродвигатель М, который через редуктор Р вращает ролики, обеспечивающие подачу электродной проволоки в зону сварки со скоростью VП.
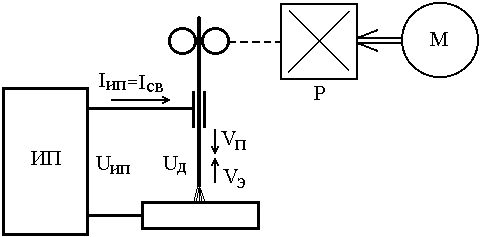
Рисунок 6.1 – Схема установки для механизированной сварки
Требования к источникам питания и порядок настройки параметров режима сварки определяются принципом построения механизма подачи электродной проволоки
6.1 Сварочные аппараты с независимой подачей электрода
Большинство сварочных аппаратов для механизированной сварки построено с независимой подачей электродной проволоки. При этом подающее устройство обеспечивает подачу электродной проволоки с установленной скоростью VП, которая в процессе сварки на данном режиме остается постоянной (VП = const) и не зависит от фактического значения параметров режима сварки. Такие аппараты называют аппаратами с независимой (постоянной) скоростью подачи электродной проволоки.
Работа этих аппаратов основана на свойстве саморегулирования, присущем энергетической системе источник питания – дуга – сварочная ванна при сварке плавящимся электродом. Поэтому их также называют аппаратами системы АРДС (автоматическое регулирование дуги саморегулированием).
Сущность процесса саморегулирования состоит в том, что при заданной скорости подачи в энергетической системе устанавливается режим сварки (IСВ и UД), при котором электрод плавится со скоростью, равной скорости его подачи (VЭ = VП), и этот режим с определенной точностью поддерживается системой саморегулирования.
Скорость плавления электрода определяется прежде всего величиной сварочного тока и напряжения на дуге VЭ = f(IСВ,UД). При изменении параметров режима сварки изменяется и скорость плавления электрода
VЭ = К1iСВ + К2 uД, (6.1)
где VЭ, iСВ, uД – отклонение скорости плавления электрода, тока и напряжения дуги от заданного значения;
![]() ,
,
![]() - коэффициенты саморегулирования по
току и напряжению дуги.
- коэффициенты саморегулирования по
току и напряжению дуги.
Установлено, что К10, то есть скорость плавления электрода возрастает с увеличением сварочного тока, а К2 в диапазоне технологически применяемых режимов отрицательно (К2 0), то есть скорость плавления уменьшается с увеличением напряжения на дуге. При этом по абсолютной величине коэффициенты саморегулирования возрастают с увеличением плотности тока в электроде.
Условием статического равновесия энергетической системы с плавящимся электродом является равенство скорости плавления электрода, установленной скорости его подачи
VЭ = VП. (6.2)
Только при выполнении данного условия длина дуги остается постоянной LД = const, а значит, при неизменной внешней характеристике источника питания, остаются постоянными сварочный ток и напряжение на дуге.
Пусть по какой-либо причине длина дуги изменилась, например, LД увеличилась. При этом напряжение на дуге также увеличится в соответствии с известной зависимостью
UД = UК + Uа + КДLД,
где UК и Uа – падения напряжений в прианодной и прикатодной областях дуги;
![]() - градиент потенциала в столбе дуги,
который всегда положителен и составляет
1-5 В/мм.
- градиент потенциала в столбе дуги,
который всегда положителен и составляет
1-5 В/мм.
В соответствии с внешней характеристикой источника питания величина сварочного тока при этом уменьшается (рис. 6.2).
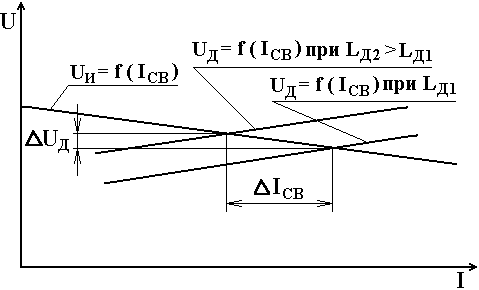
Рисунок 6.2 – Внешняя характеристика источника питания (UИ) и вольт-амперные характеристики дуги (UД)
Из выражения (6.1) с учетом знаков коэффициентов К1 и К2, следует, что как уменьшение тока, так и увеличение напряжения дуги приводят к уменьшению скорости плавления электрода.
Получаем VЭ<VП и, значит, торец электрода приобретает результирующую скорость, направленную к изделию, VР = VЭ – VП < 0. Длина дуги и напряжение на дуге будут уменьшаться, а значения тока и скорости плавления будут возрастать. Процесс саморегулирования будет продолжаться до восстановления первоначальных значений LД, UД, IСВ, при которых восстанавливается равенство VЭ = VП.
Аналогично при случайном уменьшении длины дуги получим: UД, IСВ, VЭ. Торец электрода получит результирующую скорость, направленную от изделия VР = VЭ – VП 0. Длина дуги и напряжение на дуге будут возрастать, а сварочный ток уменьшаться до восстановления первоначальных значений и равенства VЭ = VП.