

5 Требования к форме внешней характеристике источника питания при ручной дуговой сварке штучными электродами и неплавящимся электродом
При ручной дуговой сварке в соответствии с условием устойчивости энергетической системы, можно выбирать источник питания как с падающей (при RДИФ.Д < 0) так и с пологопадающей характеристикой. Однако следует учитывать, что при ручной дуговой сварке всегда возможны значительные колебания длины дуги. Источник питания при этом должен обеспечивать достаточную эластичность дуги. То есть должны обеспечиваться небольшие отклонения тока (не более чем 10-15%) при изменениях длины дуги в допустимых пределах.
Из рис. 5.1 видно, что при падающей внешней характеристике (1) изменение тока значительно меньше чем при пологопадающей (2) (IСВ1< IСВ2 при одном и том же изменении длины дуги)
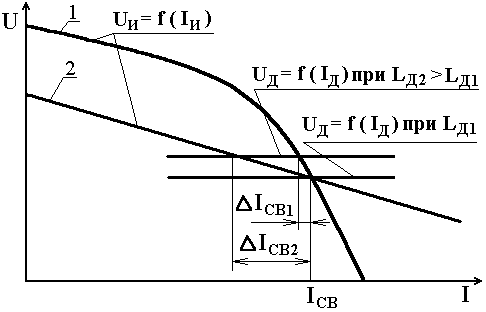
Рисунок 5.1 – Изменение тока при колебаниях длины дуги
Кроме того, при значительном увеличении длины дуги требуемое для ее горения напряжение может, при пологопадающей характеристике, оказаться большим напряжения холостого хода источника питания, что приведет к обрыву дуги.
Количественно оценить изменения сварочного тока при колебаниях длины дуги можно следующим образом.
Напряжение на дуге является функцией тока и длины дуги. При изменении длины дуги изменение напряжения на дуге складывается из отклонений, связанных с изменением длины дуги и с изменением тока. Принимая, при малых отклонениях, указанные зависимости линейными, можно записать
![]() ;
;
или
![]() (5.1)
(5.1)
Изменение напряжения источника питания связано с изменением тока его внешней характеристикой. При малых отклонениях можно записать (см. 4.7):
![]() (5.2)
(5.2)
В установившемся состоянии напряжение дуги равно напряжению источника питания. Следовательно равны и изменения напряжения дуги и источника питания соответствующие переходу из одного установившегося состояния в другое после изменения длины дуги.
UД = UИП.
В соответствии с (5.1) и (5.2) получаем
КД lД + RДИФ.Д ICB = RДИФ.ИП IСВ
(RДИФ.Д - RДИФ.ИП) IСВ = -КД lД
![]() (5.3)
(5.3)
Отсюда видно, что изменение тока тем меньше, чем больше коэффициент устойчивости КУ, то есть чем более крутопадающей является внешняя характеристика источника питания (при больших, по абсолютной величине, значениях RДИФ.ИП).
Пример.
Определим изменение силы сварочного тока при увеличении длины дуги lД = 1 мм, при падающей (RДИФ.ИП = - 0,3 В/А) и пологопадающей (RДИФ.ИП= - 0,04 В/А) внешней характеристике источника питания. Сварка выполняется электродом диаметром 4 мм при IСВ = 170 А, UД = 27 В. При данном режиме RДИФ.Д = - 0,02 В/А, КД = 2 В/мм.
При RДИФ.ИП = - 0,3 В/А получаем
![]()
При RДИФ.ИП = -0,04 В/А
![]()
При ручной дуговой сварке следует выбирать источник питания с падающей (крутопадающей) внешней характеристикой.
Величина сварочного тока при РДС регулируется изменением внешней характеристики источника питания (рис. 5.2).
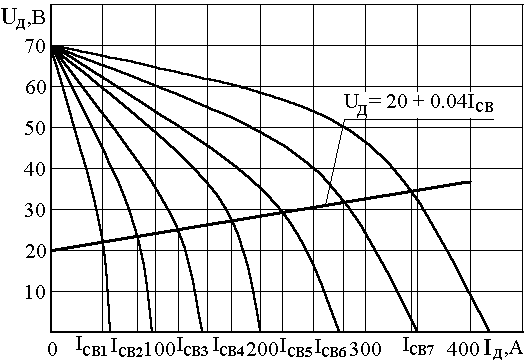
Рисунок 5.2 – Регулирование режима сварки при РДС
Требуемое напряжение на дуге поддерживает сварщик, выдерживая определенную длину дуги. (При РДС покрытыми электродами UД и IСВ, связаны следующей примерной зависимостью.
UД = 20 + 0,04 IСВ. ( 5.4 )