

13.4 Мсп с универсальным конвертором
Фирма “СЭЛМА” випускает универсальный сварочный конвертор КСУ-320 предназначенный для питания постов ручной дуговой сварки покрытыми электродами, а также полуавтоматической сварки от многопостовых сварочных выпрямителей.
В качестве источника сварочного тока конвертор может использовать любой многопостовий сварочный выпрямитель с робочим напряженим от 45 до 90В. Конвертор обеспечивает формирование жестких (пологопадающих) внешних характеристик для плуавтоматической сварки плавящимся электродом с регулированием робочего напряжения от 0 до UВХ (UВХ – напряжение источника свар очного тока – многопостового выпрямителя, UВХ=UМСП, рис. 13.6) или падающих внешних характеристик для ручной дуговой сварки с регулированием тока от 30 до 320А.
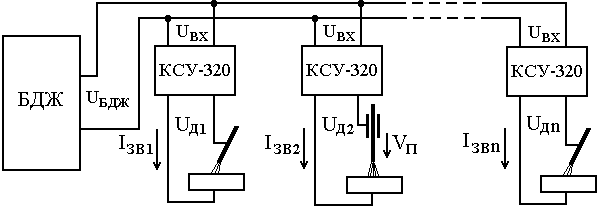
Рисунок 13.6 – МСП с универсальными конверторами
Преимущества универсального конвертора:
исключает взаимное влияние сварочных постов при роботе от одного многопостового выпрямителя;
стабилизирует установленный режим сварки при изменении напряжения питания от 45 до 90В;
обеспечивает одновременную работу сварочных постов в режимах MIG/MAG и MMA от одного источника питания;
обеспечивает уменьшение разбрызгивания электродного металла и повышение коэффициента наплавки;
наличие режима “Гарячий старт” при роботе в режиме ММА;
имеет систему автоматического отключения - при перерыве в сварке более 4мин отключается выходное напряжение и повторное его включение обеспечивается при замыкании электрода на изделие;
высокий коэффициент поленого действия;
малая масса (11кг) и габариты (183 х 210 х 530мм).
14. Источники питания для электрошлаковой сварки
14.1 Особенности электрошлакового процесса и требования к источникам питания
Процесс электрошлаковой сварки (ЭШС) имеет ряд особенностей, предопределяющих требования к аппаратуре и источникам питания. Основные особенности: наличие в зазоре между свариваемыми деталями сварочной ванны, содержащей значительное количество расплавленного шлака и металла; вертикальное или близкое к вертикальному расположение швов; сварка в один проход металла практически неограниченной толщины.
При ЭШС используется энергия, выделяемая при прохождении электрического тока от электрода к основному металлу через расплавленный шлак (шлаковую ванну). Тепловая мощность шлаковой ванны
РШ = IШUШ,
где UШ – падение напряжения на шлаковой ванне;
IШ – сварочный ток.
Шлаковую ванну можно рассматривать как инерционное нелинейное активное сопротивление. Однако, в связи с ее высокой тепловой инерционностью нелинейность не отражается на мгновенных значениях тока и напряжения. Статическая вольт-амперная характеристика шлаковой ванны (UШ = (IШ), при постоянном расстоянии между концом электрода и металлической ванной lШ является падающей (рис. 14.1), что объясняется зависимостью проводимости шлака от температуры. При увеличении сварочного тока температура и удельная проводимость шлака возрастают, а напряжение UШ уменьшается. В реальных условиях ЭШС связь между током и напряжением отображается вольт-амперной характеристикой устойчивой работы при постоянной скорости подачи электрода VП.
При этом с увеличением напряжения UШ возрастает тепловая мощность шлаковой ванны и ее температура. При постоянной скорости подачи плавление электрода с этой скоростью обеспечится при меньшем погружении его в шлак. Это приводит к увеличению lШ и сопротивления шлаковой ванны RШ. Поэтому при увеличении напряжения UШ сварочный ток возрастает незначительно и вольт-амперные характеристики устойчивой работы при VП = const являются почти вертикальными (см.характеристики 2 на рис. 14.2). При этом большей скорости подачи VП соответствует больший сварочный ток.
Устойчивость системы «источник питания – шлаковая ванна» и интенсификация саморегулирования процесса плавления электрода обеспечивается при жестких или пологопадающих внешних характеристиках источника питания.
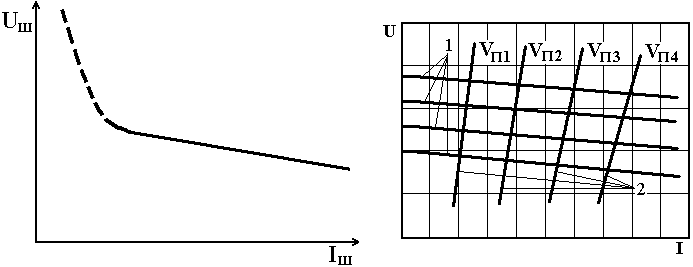
Рисунок 14.1 – Статическая вольт- Рисунок 14.2 – Внешние характери-